Изобретение относится к механосборочному производству, в частностн к оборудованию для соединения колец подшипников с валками прокатных станов с гарантированным натягом, их монтажа и демонтажа с об разованием зазора, и может быть ис пользовано в металлургической промышленности, тяжелом машиностроении и других отраслях промышленности для облегчения, повьшения производительности и качества сборки или ., разборки крупных м& таллических узло типа вал втулка„
Целью изобретения является повы шение производительности стенда и качества сборки путем обеспечения автоматической ориентации колец подшипников относительно оси валков
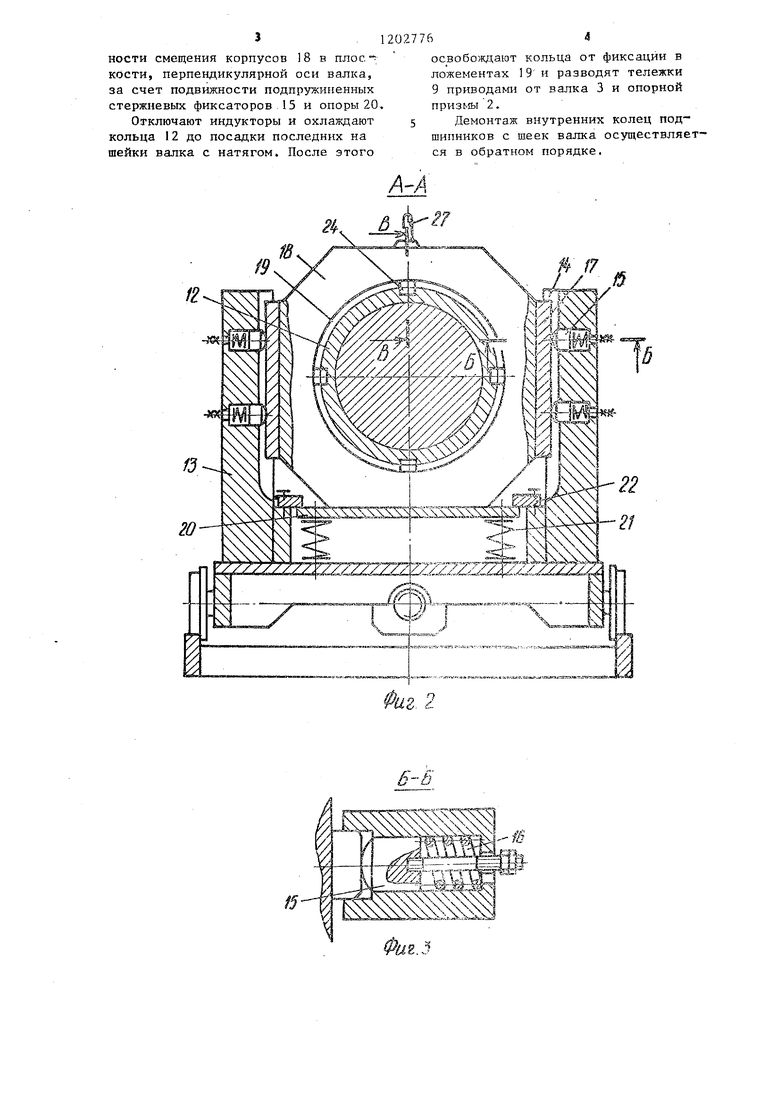
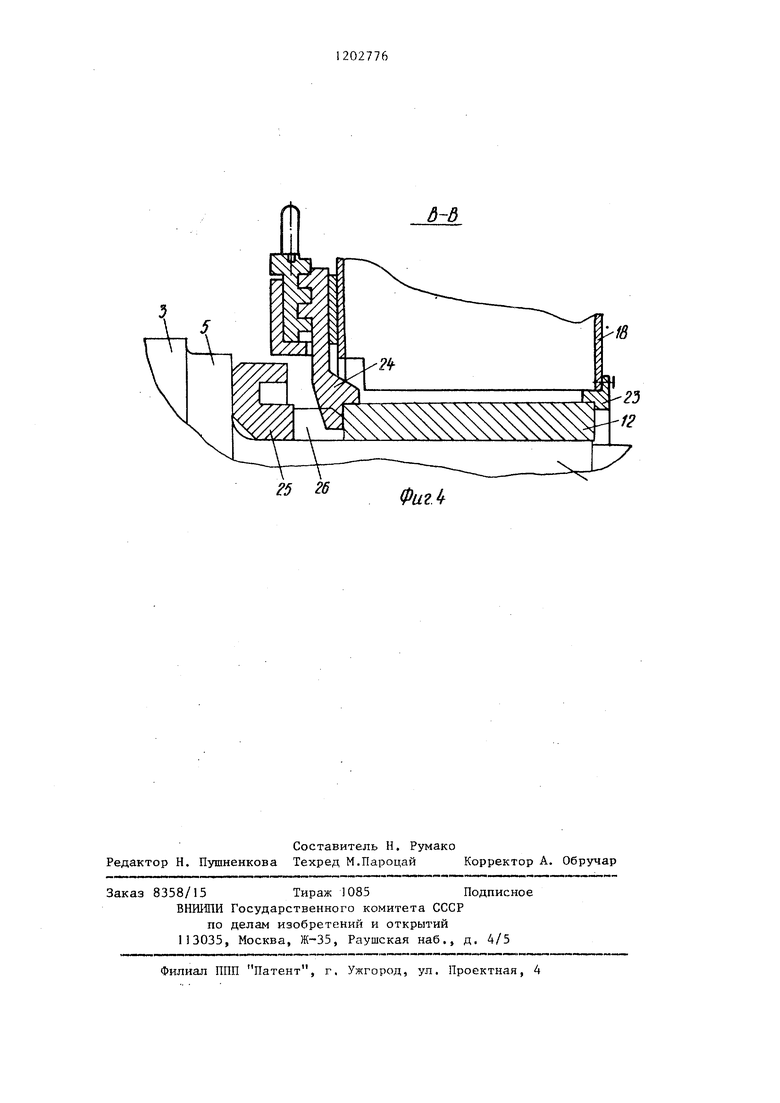
На фиг, 1 изобрал ен стенд. общий вид; на фиг. 2 - разрез на фиг. ; на фиг, 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез на фиг. 2.
Стенд для тепло.вой сборки внутренних колец подшипников с прокат-, ными валками содержит основание 1, на котором смонтирована опорная призма 2 для прокатного валка 3 с расположенными в одной горизонталь ной плоскости двумя парами роликов 4, взаимодействующих с неперетачиваемыми опррньми поясками 5 одного диаметра3 выполненными на шейках вапка 3. Основание i содержит также направляющие 6 по обе стороны от опорной призмы 2, на которых рамещены подвижные от винтовых передач 7 и приводов 8 тележки 9 на катках 10.
Па каждой тележке 9 размещен узел установки напрессовываемых на шейки 11 прокатных валков 3 внутренних колец 12 подшипников, который представляет собой смонтированные на тележке 9 опорные вертикальные стойки 13 с направляющими 14, в которых перпендикулярно IK плоскоти расположены- стержневые фиксаторы 15 с пружипами 16. В направляющих 14 стоек 13 установлен с воз- мояшостью взаимодействия с торцами фиксаторов 15 при помощи направляющих вБЮтупов 17 корпус 18 с индук - ционным нагревателем и выполненным в нем ложементом в виде отверстия 19 для установки колец 12 подшипника.
Корпус 18 установлен на подпружиненной относительно тележки опоре, представляющей собой плиту 20, установленную на пружинах 21 при упоре в планки 22.
На торцах ложементов-отверстий 19 корпусов 18 установлены неподвижные фиксаторы 23 задних торцов колец 12 и подвижные в радиальном направлении фиксаторы 24 передних торцов колец 12. На шейках 11 валков 3 установлены дистанционные кольца 25, в которых выполнены прорези 26 для размещения в них подвижных
5 фиксатрров 24. Каждый корпус 18 снабжен рым-болтом 27.
Работу на стенде (монтаж внут- ренных колец подшипников на шейки валка) осуществляют следующим обра0 зом.
В исходном положении тележки 9 приводами 8 разведены в крайние от опорной призмы 2 положения. Корпусы 18 находятся в месте установки
5 в них внутренних колец 12 подшипников .
Прокатный валок 3 с установленными на его шейки дистанционными кольцами 25 устанавливают опорными
0 поясками 5 на ролики 4 опорной приз- 2. При этом ось любого валка данного прокатного стана занимает одно и то же положение как в горизонтальной, так и в вертикальной плоскости.В соответствующие для данного внутреннего кольца подшипника корпусы 18 заводят кольца 12 и фиксируют их в отверстиях 19 ложементов между фиксаторами 23 и 24, затем при помощи рым-болтов 27 корпусы 18 с кольцами 12 устанавливают направляющими выступами 17 в направляющие 14 стоек 13 до установки ча плиты 20 тележек 9,
Включают в работу индукторы корпусов 18 и нагревают кольца 12 до увеличения их диаметров на заданную величину. Валок 3 поворачивают на роликах 4 до совпадения прорезей 26 на дистанционных кольцах 25 с фиксаторами 24 Включением приводов 8 винтовых передач 7 пере- мещают тележки 9 до упора колец 12 торцами в торцы дистанционных колец 25. При этом компенсация возможных несовпадений осей валка и внутрен-. них колец подшипников осуществляется автомат1;тчески благодаря возможi
0
0
ности смещения корпусов 18 в кости, перпендикулярной оси валка, за счет подвижности подпружиненных стержневых фиксаторов 15 и опоры 20,
Отключают индукторы и охлаждают кольца 12 до посадки последних на шейки валка с натягом. После этого
освобождают кольца от фиксации в ложементах 19 и разводят тележки 9 приводами от валка 3 и опорной призмы 2.
Демонтаж внутренних колец под шипников с шеек валка осуществляется в обратном порядке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СНЯТИЯ ПОДШИПНИКОВ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2338608C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И РАЗБОРКИ ПРОКАТНЫХ ВАЛКОВ | 2006 |
|
RU2313436C1 |
| Опорный узел прокатного валка | 1979 |
|
SU820944A1 |
| Подшипник жидкостного трения прокатного валка | 1977 |
|
SU677784A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Стенд для монтажа подшипников жидкостного трения на прокатные валки и демонтажа их | 1980 |
|
SU893502A1 |
| Кассета с вертикальным валком универсальной балочной клети | 1989 |
|
SU1755705A3 |
| Стенд для сборки и разборки прокатных валков полосовых и дрессировочных станов | 1988 |
|
SU1588454A1 |
| Устройство для осевого смещения прокатных валков станов для холодной и горячей прокатки | 1989 |
|
SU1831388A3 |
| Стан для прокатки колец подшипни-KOB КАчЕНия | 1979 |
|
SU829276A1 |

12
гб 26
Фиг4
Составитель Н. Румако Редактор Н. Пушненкова Техред М.Пароцай Корректор А. Обручар
Заказ 8358/15 Тираж 1085Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Четырехрядные цилиндрические роликоподшипники для опорного валка прокатного стана | |||
| Проспект фирмы NSK, 1969, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
