Известны матовязальные станки, выполненные в виде оплеточных трубчатых шпинделей, вращаемых приводом возвратно-поступательно и снабженных вынесенными в сторону направляющими для оплеточной основы, и толкателей, приводимых в движение кулачково-рычажным приводом.
Производительность труда при использовании таких станков для изготовления матов с утком, иапример, из тростника, незначительна вследствие того, что для подачи утка на о,снову применяется ручной труд.
Описываемый станок имеет ту особенность, что, с целью механизации процесса подачи, например тростника па основу, он снабжен двумя вертикальными кассетами для тростника, открытыми сверху и частично снизу и со стороны вырабатываемого мата, размещенным под основой челноком с установленными по его концам поворотными подпружипенными утопающими собачками для захвата и вывода из кассет на основу очередного тростника, приводимым в возвратно-поступательное движепие с выстоем в конечных положениях редуктором приводного электродвигателя посредством кинематически связанных кривонлипно-шатуппой передачи со свободным ходом в шарнире шатуна, шестеренчато-реечной передачи и барабана, соединенного направляемой двумя блоками тягой с концами челнока.
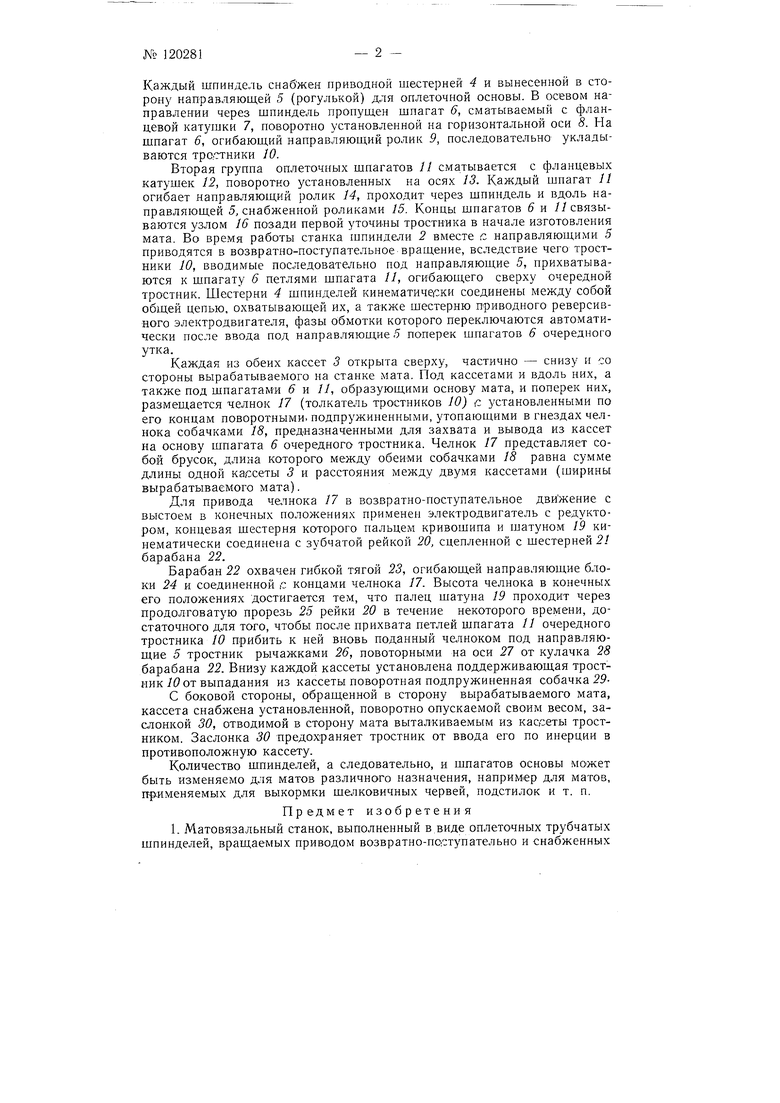
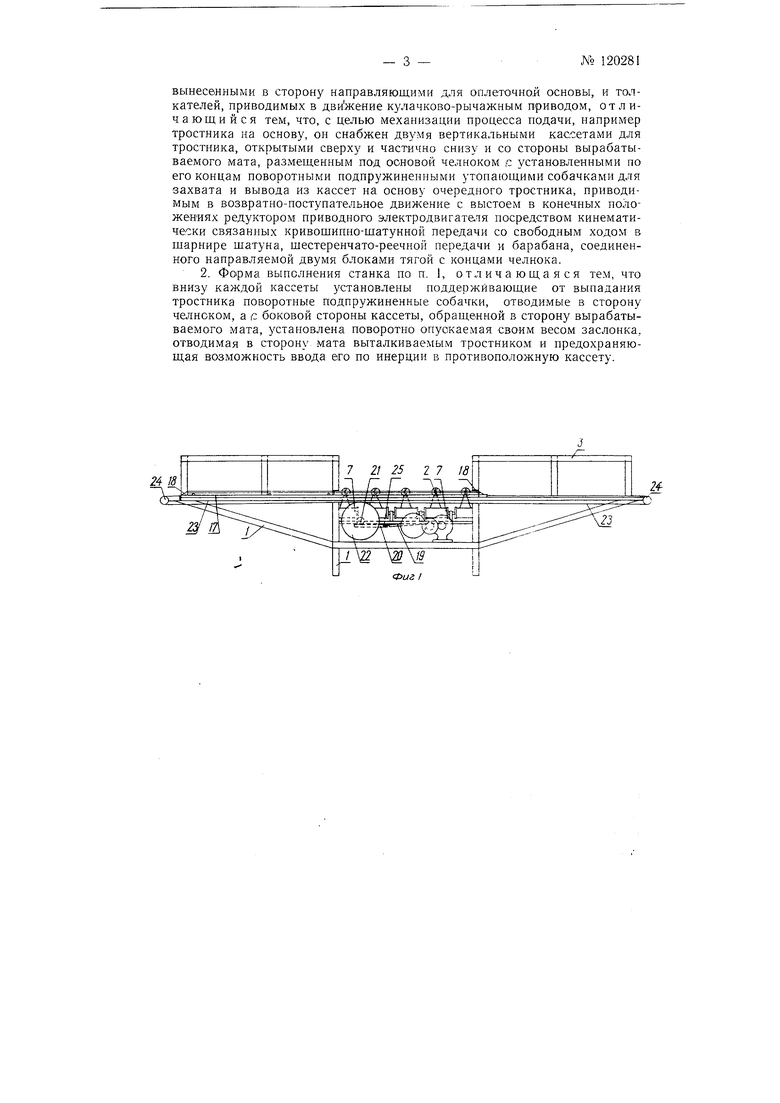
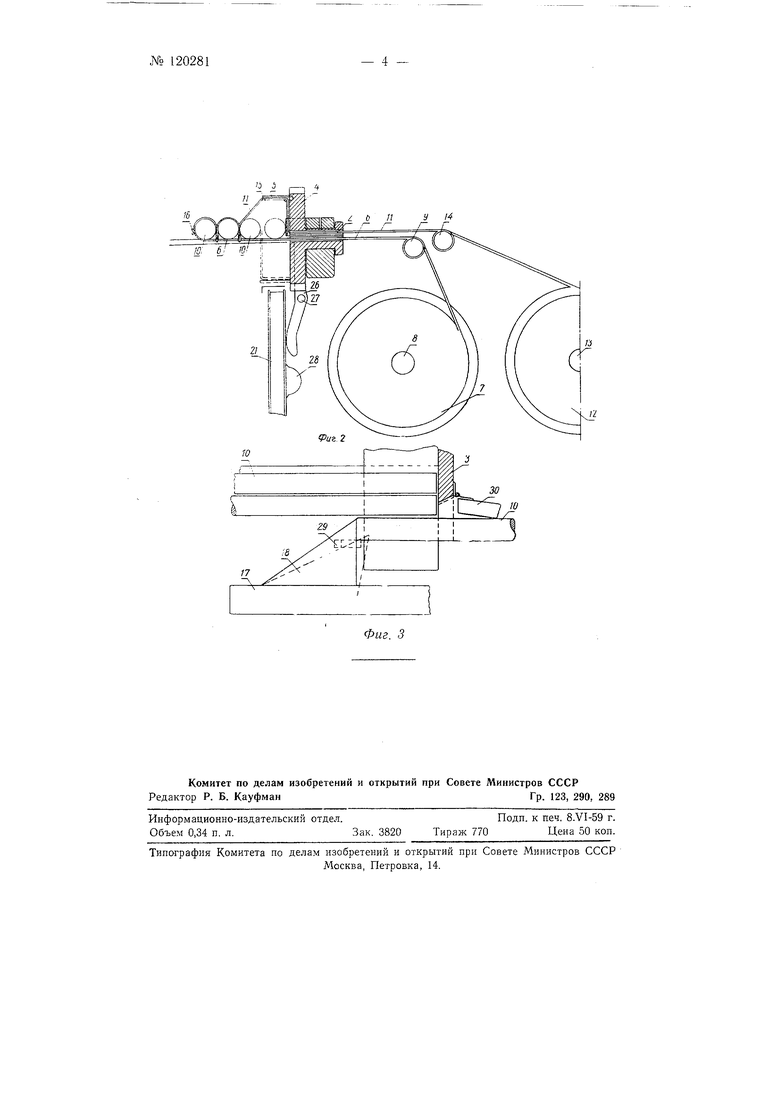
На фиг. 1 изображен станок, общий вид спереди; на фиг. 2 - станок в продольном разрезе по шпинделю; на фиг. 3 - одна из кассет станка в продольном разрезе.
Станок снабжен рамой /, например деревянной, в средней части которой расположены несколько, например пять, оплеточных трубчатых шпинделей для основы шпагата, а на боковых частях рамы установлены две вертикальные кассеты 3 для утка, например стеблей тростника.
№ 120281- 2 Каждый шпиндель снабжен приводной шестерней 4 и вынесенной в сторон}. направляюш ей 5 (рогулькой) для оплеточной основы. В осевом направлении через шпиндель пропуш.ен шпагат 6, сматываемый с фланцевой катушки 7, поворотно установленной на горизонтальной оси 8. На шпагат 6, огибаюш ий направляюш,ий ролик 9, последовательно укладываются тростники 10.
Вторая группа оплеточных шпагатов 11 сматывается с фланцевых катушек 12, поворотно установленных на осях 13. Каждый шпагат 11 огибает направляющий ролик 14, проходит через шпиндель и вдоль направляющей 5, снабженной роликами 15. Концы шпагатов 6 и 11 связываются узлом 16 позади первой уточины тростника в начале изготовления мата. Во время работы станка шпиндели 2 вместе с направляющими 5 приводятся в возвратно-поступательное вращение, вследствие чего тростники 10, вводимые последовательно под направляющие 5, прихватываются к шпагату б петлями шпагата //, огибающего сверху очередной тростник. Шестерни 4 шпинделей кинематически соединены между собой общей цепью, охватывающей их, а также шестерню приводного реверсивного электродвигателя, фазы обмотки которого переключаются автоматически после ввода под направляющие 5 поперек шпагатов 6 очередного утка.
Каждая из обеих кассет 3 открыта сверху, частично - снизу и со стороны вырабатываемого на станке мата. Под кассетами и вдоль них, а также под шпагатами 6 и 7У, образующими основу мата, и поперек них, размещается челнок 17 (толкатель тростников 10) с установленными по его концам поворотными, подпружиненными, утопающими в гнездах челнока собачками 18, предназначенными для захвата и вывода из кассет на основу шпагата б очередного тростника. Челнок 17 представляет собой брусок, длина которого между обеими собачками 18 равна сумме длины одной кассеты 3 и расстояния между двумя кассетами (пирины вырабатываемого мата).
Для привода челнока 17 в возвратно-поступательное движение с выстоем в конечных положениях применен электродвигатель с редуктором, концевая шестерня которого пальцем кривошипа и шатуном 19 кинематически соединена с зубчатой рейкой 20, сцепленной с шестерней .2/ барабана 22.
Барабан 22 охвачен гибкой тягой 23, огибающей направляющие блоки 24 и соединенной с концами челнока 17. Высота челнока в конечных его положениях достигается тем, что палец шатуна 19 проходит через продолговатую прорезь 25 рейки 20 в течение некоторого времени, достаточного для того, чтобы после прихвата петлей шпагата 11 очередного тростника 10 прибить к ней вновь поданный челноком под направляющие 5 тростник рычажками 26, повоторными на оси 27 от кулачка 28 барабана 22. Внизу каждой кассеты установлена поддерживающая тростник 70 от выпадания из кассеты поворотная подпружиненная собачка 29С боковой стороны, обращенной в сторону вырабатываемого мата, кассета снабжена установленной, поворотно опускаемой своим весом, заслонкой 30, отводимой в сторону мата выталкиваемым из кассеты тростником. Заслонка 30 предохраняет тростник от ввода его по инерции в противоположную кассету.
Количество щпинделей, а следовательно, и шнагатов основы может быть изменяемо для матов различного назначения, наприм1ер для матов, пр именяемых для выкормки шелковичных червей, подстилок и т. п.
Предмет изобретения
1. Матовязальный станок, выполненный в,виде оплеточных трубчатых шпинделей, вращаемых приводом возвратно-поступательно и снабженных
вынесенными в сторону направляющими для оплеточной основы, и толкателей, приводимых в движение кулачково-рычажным приводом, отличающийся тем, что, с целью механизации процесса подачи, например тростника на основу, он снабжен двумя вертикальными кассетами для тростника, открытыми сверху и частично снизу и со стороны вырабатываемого мата, размещенным под основой челноком с установленными по его концам поворотными подпружиненными утопающими собачками для захвата и вывода из кассет на основу очередного тростника, приводимым в возвратно-поступательное движение с выстоем в конечных положениях редуктором приводного электродвигатетя посредством кинематически связанных кривощипно-щатунной передачи со свободным ходом в щарнире щатуна, щестеренчато-реечной передачи и барабана, соединенного направляемой двумя блоками тягой с концами челнока.
2. Форма выполнения станка по п. 1, отличающаяся тем, что внизу каждой кассеть установлены поддерживающие от выпадания тростника поворотные подпружиненные собачки, отводимые в сторону челноком, а с. боковой стороны кассеты, обращенной в сторону вырабатываемого мата, установлена поворотно опускаемая своим весом заслонка, отводимая в сторону мата выталкиваемьЕм тростником и предохраняющая возможность ввода его по инерции в противоположную кассету.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА РАЗМЕЩЕНИЯ И ПОДАЧИ БОЕЗАПАСА КОРАБЕЛЬНОЙ АРТИЛЛЕРИЙСКОЙ УСТАНОВКИ | 2022 |
|
RU2793993C1 |
| АВТОМАТИЧЕСКИЙ КРУГЛО-ТКАЦКИЙ СТАНОК | 1946 |
|
SU71477A1 |
| КРУГЛЫЙ ТКАЦКИЙ СТАНОК ДЛЯ ВЫРАБОТКИ ПОЖАРНЫХ РУКАВОВ | 1948 |
|
SU75923A1 |
| Протяжной гидравлический станок непрерывного действия | 1935 |
|
SU45791A1 |
| Ткацкий станок | 1936 |
|
SU53946A1 |
| Ткацкий автомат для выработки бортовой ткани | 1960 |
|
SU137470A1 |
| Лентоткацкий станок | 1941 |
|
SU62778A1 |
| Вертикальный станок для притирки деталей | 1928 |
|
SU16640A1 |
| Полуавтоматический станок для шлифования челноков | 1958 |
|
SU120137A1 |
| Станок для изготовления строительных матов | 1930 |
|
SU23245A1 |
igl /iP / гГ W W 7 2 25 27 Фиг I /3 Д
о j ,-,
лу 14
Фиг. 3
