Известны приспособления для притирки отверстий, в которых использован получающий враш,ат&льиое и возвратно-поступательное движения разрезной притир, разжим которого осуществляется при помощи конической оправки под воздействием подбивной «втулки.
Отличительной, особенностью предлагаемого приспособления является применение двух следящих систем, одна из которых обеспечивает постоянство удельного давления притира на обрабатываемую поверхность, а вторая обеспечивает постоянство перебегов притира относительно изделия. Такое выполнение приспособления приводит к повышению качества притирки при автоматизации процесса.
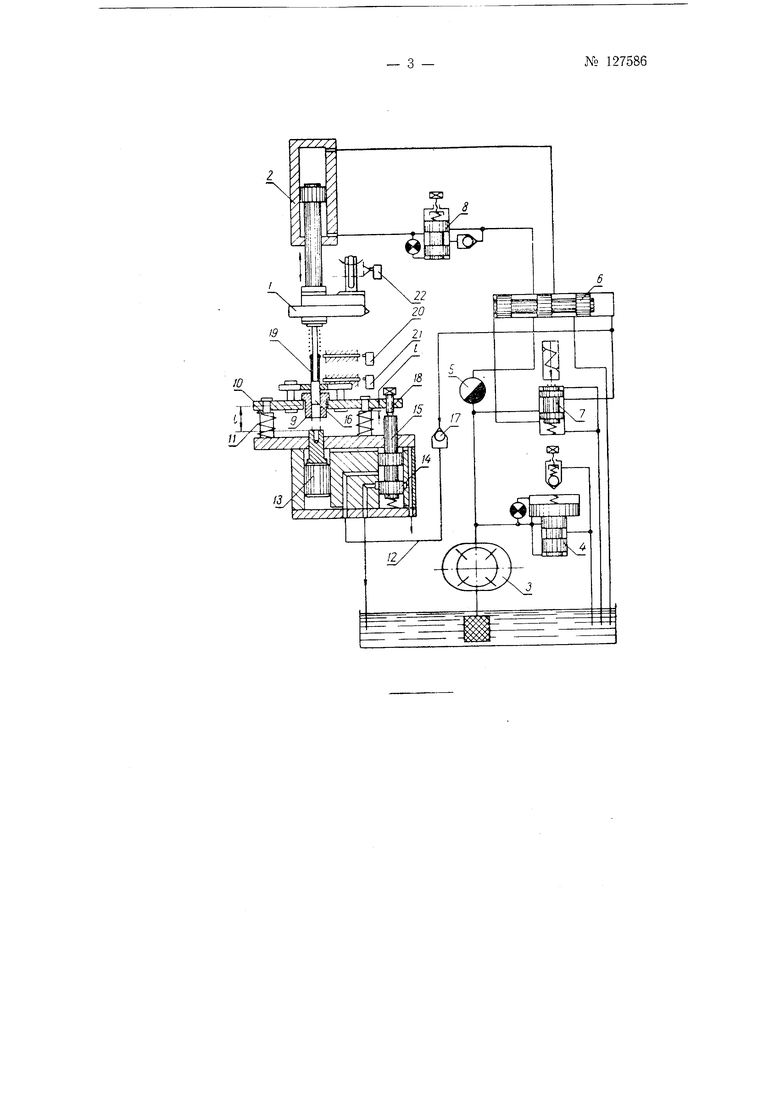
На чертеже схематически показан один из возможных вариантов выполнения предлагаемого приспособления.
Шпиндельная головка 1 получает возвратно-поступательное движение )т гидравлического цилиндра 2. В цилиндр масло поступает от обычной гидравлической системы с насосом 5 и предохранительным клапаном 4, дроссель 5 регулирует скорость возвратно-поступательного движения. Реверсирование щпиндельной головки ) производит лилот 5, управляемый четырехходовььм золотником 7, перемещаемым электромагнитом. Напорный золотник 8 с обратным клананом служит для Зравновещивания веса шпиндельной головки.
Обрабатываемую деталь 9 устанавливают в подвижной плите 10, поджатой тарированными пружинами П. Нри ходе шпиндельной головки вверх масло подается цо каналу 12 к плунжеру 13, который также перемещается вверх. Щель 14 золотника 15, соединяющая канал 12 со сливом, отрегулирована таким образом, чтобы давление в сети нагнетания не падало ниже определенной величины. Во время движения шпиндельной головки / вниз на величину / притир 16 упирается в подбивную втулку, сидящую на плунжере 13, и перемещается по конической оправке, увеличивая свой диаметр.
№ 127586
Масло, находящееся под плунжером и запертое обратным клапаном 17, проходит через щель 14, при этом вращающийся притир 16 несколько переместится. Притир 16, увеличивая диаметр, будет оказывать все большее давлепие через плиту 10 на пружины //. Когда осевое усилие притирки превысит усилие тарированиых пружин //, плита 10 переместится па величипу хода t, винт 18 воздействует на золотник /5, .щель 14 откроется и давление под плунжером упадет. Разжим притира 16 прекратится.
Таким образом, в описываемом варианте выполнения нриспособления с помощью гидравлической следящей системы с обратной связью по осевому усилию устанавливается постоянное удельное давлепие притира на обрабатываемую поверхность.
Непременным условием качественной притирки является также постоянство -перебегов притира.
Для осуществления этого условия над притиром 16 устанавливают 19 с упором, воздействующим на конечные выключатели 20 и 2, которые дают команду на реверсирование головки /.
Эта вторая следящая система по пути осуществляет постоянные перебеги притира в процессе работы, вне зависимости от расположения конической оправки и всей шпиндельной головки / относительно притира 16.
Конечный выключатель 22 отключает электродвигатель насоса 3 в крайнем верхнем положении шпиндельной головки 1.
В качестве следящих систем в предлагаемом приспособлении могут быть использованы любые другие известные системы, например электрические н электромагнитные.
Пред м е т изобретен и я
Приспособление для притирки отверстий пОоТучающим вращательное и возвратно-поступательное движения разрезным притиром, разл им которого производится конической оправкой под воздействием подбивной втулки, отличающееся тем, что, с целью обеспечения качества притирки при автоматизации проиесса, применены две следящие системы, из которых одна система с обратной связью по осевому усилию предназначена для управления плунжером, несущим подбивную втулку, и обеспечения постоянства удельного давления притира на обрабатываемую поверхность, а вторая следящая система с обратной связью по положению притира на конической оправке предпазначена для управления реверсированием возвратно-поступательного движения притира и обеспечения этим постоянства его перебегов относительно изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного замера диаметра отверстия в процессе его хонингования | 1958 |
|
SU120340A1 |
| Гидравлическое устройство для объемного копирования | 1956 |
|
SU106523A1 |
| Вертикальный бесколонный станок для хонингования точных отверстий малого диаметра и небольшой длины | 1961 |
|
SU148338A1 |
| Автоматический многошпиндельный станок для притирки пробковых газовых кранов | 1961 |
|
SU145153A1 |
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 1971 |
|
SU300303A1 |
| СПОСОБ ПРИТИРКИ ПОРШНЕВЫХ КОЛЕЦ В АЛМАЗОНОСНОЙ ГИЛЬЗЕ | 2008 |
|
RU2365483C1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Гидропривод для возвратно-поступательного перемещения рабочего органа | 1982 |
|
SU1106926A1 |
| Устройство для притирки отверстий,смещенных относительно центра детали | 1981 |
|
SU986754A1 |
| Устройство для доводки малых отверстий шаржированным притиром | 1959 |
|
SU124832A1 |