Од
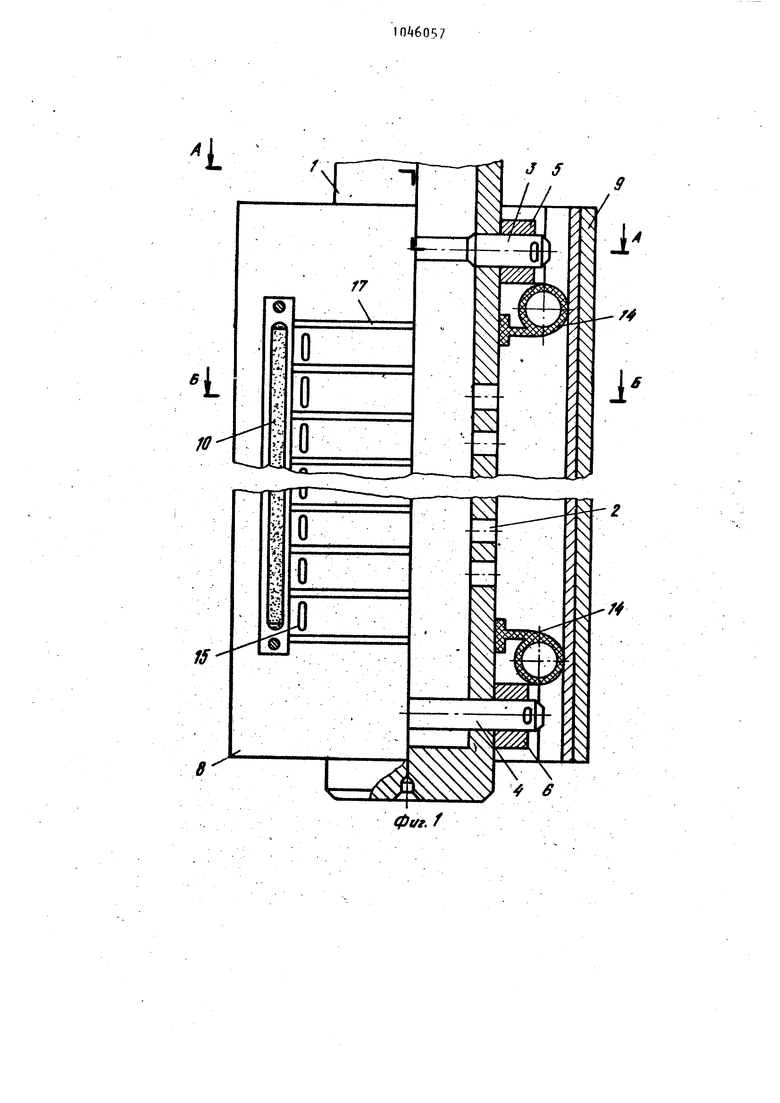
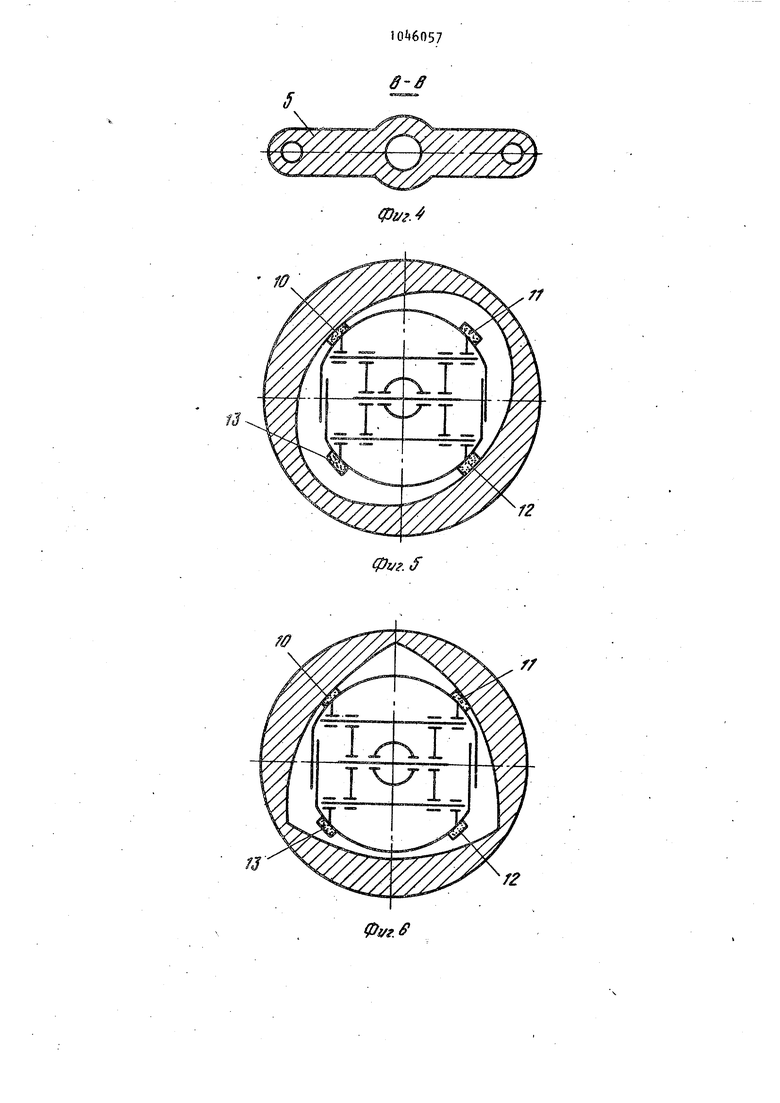
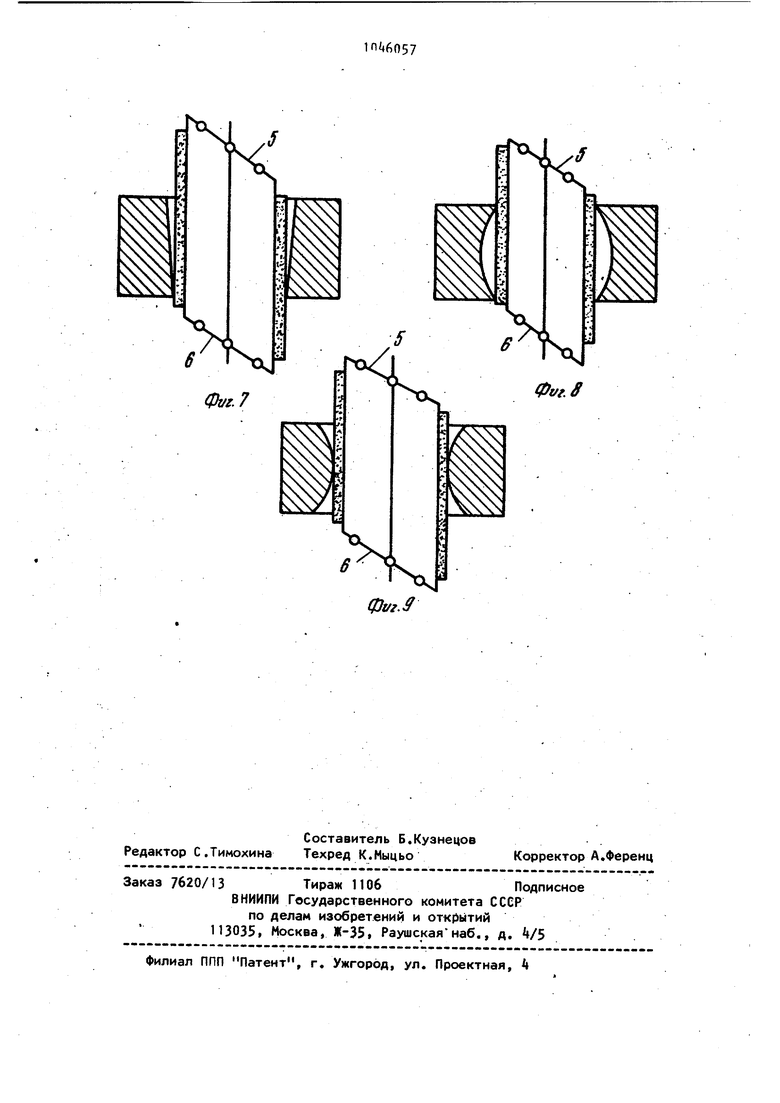
сд Изобретение относится к электрохимической обработке деталей, в частности к устройствам для хонингования внутренних цилиндрических поверхностей деталей. Известно устройство для электрохимического хонингования внутренних цилиндрических поверхностей деталей содержащее параллелограммного типа механизм разжима держателей брусков закрепленный на общей оси с возмож ностью поворота в вертикальной плос кости l3 . К недостаткам указанного устр.ойства относится невозможность поддержания постоянного зазора между обрабатываемой деталью и корпусом, который по мере обработки увеличивается из-за отсутствия жесткой связи между ними, что приводит к сн жению точности. Целью изобретения является повышение точности обработки. Указанная цель достигается тем, что в устройстве для электрохимичес кого хонингования внутренних цилинд рических поверхностей деталей, содержащем параллелограммного типа механизм разжима держателей брусков закрепленный на общей оси с возможностью поворота в вертикальной плоскости, горизонтальные стороны параллелограмма выполнены в виде двух шарнирно установленных на концах оси рамок, связанных в вертикальной плоскости шарнирно закрепле ными к ним двумя полуцилиндрами с держателями брусков, причем между осью и полуцилиндрами установлены в верхней и нижней частях пространства установлены уплотнения. На фиг,1 схематически- изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг..1; на «iwr. 3 разрез Б-Б на фиг. 1; на dwr. Ц - разрез В-В на фиг. 2; на фиг. 5-9 - схемы выравнивания поверхностей. Устройство состоит из полого вала 1 (фиг. 1, и 2), снабженного перфорацией 2, на котором по высоте с помощью осей 3 и шарнирно закреплены прямоугольные рамки 5 и 6. Рамки 5 и 6 в вертикальной плоскости связаны между собой шарнирно прикреплен ными к ним с помощью осей 7 двумя полуцилиндрами 8 и 9, на которых раЗ мещены держатели с брусками 10-13. Держатели установлены под углом 45 572 к плоскости поворота рамок 5 и 6, разделяя хон на два активных и два пассивных сектора. Рамки 5 и.6 образуют с полуцилиндрами 8 и 9 параллелограммы (фиг. 5). Между рамками 5 и 6 предусмотрены уплотнители 1k, выполненные в виде эластичных колец, соприкасающихся с внутренней поверхностью полуцилиндров. Для подачи электролита в зону обработки в передней части активного сектора по длине бруска предусмотрен ряд продолговатых отверстий 15, выполненных под углом к направлению вращения хона. На наружной стороне секторов выполнены канавки 16 для отвода электролита из рабочей зоны, а между продолговатыми отверстиями 15 по окружности хона установлены .эластичные сегменты 17, предотвращающие слид электролита вдоль хона и образующие коридоры для движения электролита против вращения брусков. Длина сегментов17 меньше длины активной зоны по окружности на ширину канавки 1б, а их высота не превышает высоту брусьев. Полый вал 1 и полуцилиндры 8 и 9 связаны гибкими токопроводами,18 (фиг. 3). Устройство работает следующим образом. Полый вал 1 закрепляется в шпинделе хонинговального станка, а деталь - в жестком приспособлении. Хон вводится в обрабатываемое отверстие при смещенных в противоположных направлениях полуцилиндрах 8 и 9, и центровочным отверстием -устанавливается во вращающемся центре. При включении насоса электролит подается через полый вал 1 и.его радиальные отверстия в хон, заполняя . пространство между валом 1 и полуцилиндрами 8 и 9. При вращении хонинговал ь ной головки под действием центробежных сил происходит пере мещение полуцилиндров в радиальном направлении от центра хона до соприкосновения с обрабатываемой поверхностью хотя бы одного бруска. Центробежная сила, действующая на брусок, обусловлена массой электралита и полуцилиндра вместе с держателями. Дальнейшее повышение давления брусков обеспечивается при увеличении напора подаваемого электролита. Перемещение полуцилиндров относительно друг друга сопровождается скольжением в местах для их со пряжения. В верхней и нижней частях хона, в зоне уплотнения, скольжение происходит по круговой поверх ности (фиг. 3) что обеспечивает постоянный контакт внутренних губок Заполняющий полость хона электролит воздействует на уплотнители и способствует надежному контакту между камерами уплотнителей и полуцилиндрами 8 и 9Из хонинговальной головки через продолговатые отверстия 15 электролит поступает в коридоры, образован ные эластичными сегментами 17, заполняя межэлектродный промежуток, в котором электролит протекает в на правлении, протийоположном вращению хоНа, и отводится через канавку 16 в реаервуар. При включении источника тока начинается периодическое электролитическое растворение участков обрабатываемой поверхности, находящихся против активных секторов, с посл дующей механической обработкой алмазными брусками тех участков, которые находятся ближе всего к центру хона. При этом через каждую растравленную точку поверхности проход дят два бруска. Выравнивание отверстий неправильной геометрической формы происходит путем более интенсивного съема металла с тех участков их поверхности, которые расположены на расстоянии радиуса вращения бруска, самоустанавливающегося по наименьшему расстоянию от центра хона до места контакта его с обрабатываемой поверхностью в данный момент времени. Выравнивание отверстий с наиболе распространенным элементом отклонения формы профиля-огранкой - осуществляется следующим образом. Абразивный брусок воздействует на выступающую неровность и снимает ионизированный слой металла, образовавшийся в результате электрохи мического растворения, а также акти вирует эту поверхность. В то же вре мя реакция со стороны неровности вы зывает перемещение контактирующего с ней бруска к центру хона и отвод остальных брусков от обрабатываемой поверхности. При подходе к выступающей неровности следующего бруска процесс повторяется. Таким образом, на ближайшем к центру окружности участке идет комбинированная обработка анода, а на остальных участках - только электрохимическая обработка Подобный механизм обработки приводит к уменьшению высоты неровности, так как скорость комбинированного съема металла в 3 раза .больше, чем скорость анодно гидравлического съема. По мере выравнивания минимальный радиус вращения брусков увеличивается до соприкосновения их с новыми выступающими участками, и постепенно отверстие принимает правильную геометрическую форму. Одновременно с выравниванием профиля исправляется и положение оси ; отверстия относительно торца детали , так как нижний конец .хона установлен во вращающемся центре, а деталь жестко закреплена в приспособлении и получает возвратнр-поступательное движение. I Использование предлагаемого устройства обеспечивает по сравнению с известными конструкциями следующие преимущества: обработка ведется при сохранении постоянного зазора между анодом и катодом, что способствует оптимизации условий выравнивания и повышению производительности; используемый электролит для анодного растворения одновременно выполняет и функцию разжима брусков; отверстия выравниваются с отклонением формы профиля в поперечном (овальность и огранка) и в продольном (конусообразность, бочкообразность и седлообразность) сечениях до геометрически правильной формы;, гидравлическое разжатие обеспечивает плавкое вступление алмазных брусков в контакт с обрабатываемой поверхностью.
/
i/
0tff, f
Фиг. 2. 6-6
rr
rs
f8
//
f2
Фш.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU965693A1 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
| Головка для электрохимического хонингования | 1985 |
|
SU1265019A1 |
| Головка для электрохимического хомингования | 1988 |
|
SU1547979A1 |
| Устройство для электрохимического хонингования | 1980 |
|
SU973273A1 |
| Электрод-инструмент для электрохимического хонингования наружных поверхностей деталей типа тел вращения | 1987 |
|
SU1421476A1 |
| Способ электрохимического хонингования фасонных поверхностей | 1986 |
|
SU1425004A1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| Хонинговальная головка | 1983 |
|
SU1151401A1 |

//
12
Фш.
