Вертикальные бесколонные станки для хонннгования точных отверстий малого диаметра и небольшой длины, в которых расположенный в нижней части станка вертикальный шпиндель с пропущенным через осевую полость хоном, совершающим осевое возвратно-поступательное и вращательное движения, несет на торце обрабатываемое изделие, известны. Однако известнее станки не обеспечивают досто i04ной точности обработки.
Для ориентирования хона по оси вращения изделия, самоустанавливающегося в плоскости, перпендикулярной к этой оси, в описываемом станке применена смонтированная в щпинделе втулка (люнет), получающая вместе с изделием вращение в нагфавлении, обратном напрэвлению вращения хона.
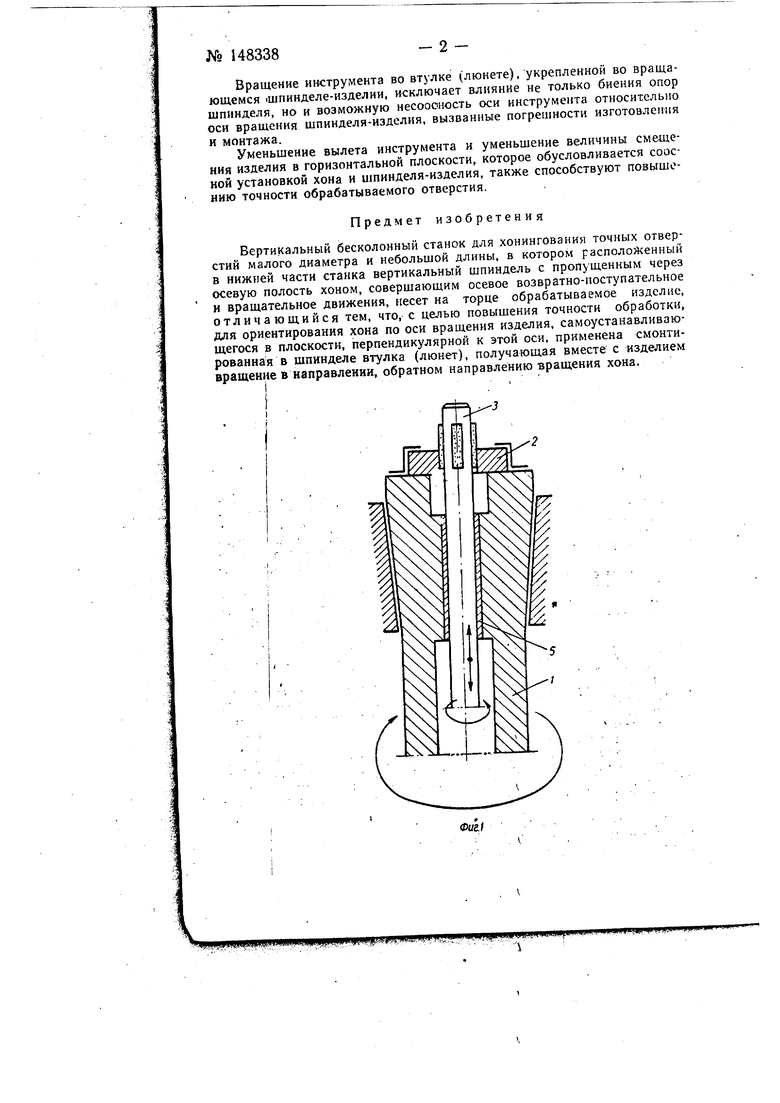
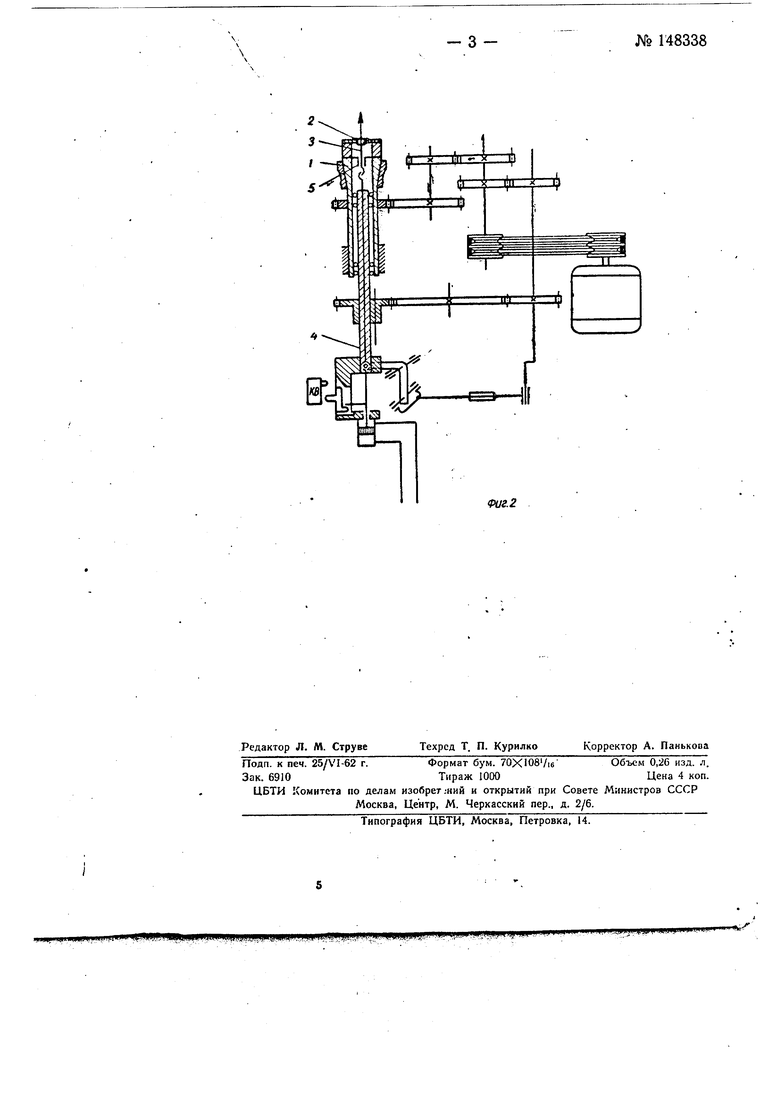
На фиг. 1 изображена принципиальная схема работы станка; на фиг. 2 - кинематическая схема станка.
j На вертикально располгченном щпинделе / размещают обрабатыварлое изделие 2, самоустанавливающееся по инструменту - хону 5. Последний расположен внутри щпинделя и совершает вращательное и возвратно-поступательное движения. При этом шпиндель с изделием вращается в противоположную сторону.
I Такая компоновка станка значительно упрощает конструкцию, так как отпадает необходимость э шпиндельной головке и ее установочным перемещении. Устранение шйиндельной головки одновр еменно повышает виброустойчивость и, следовательно, чистоту обрабатываемой поверхности.
I Существенное повышение точности обработки дает установка инструмента 4 вращающейся втулкой (люнетом) 5, ориентирующей вращение хона по оси вращения изделия.
Вращение инструмента во втулке (люнете), укрепленной во вращающемся шпинделе-изделии, исключает влияние не только биения опор шпинделя, но и возможную несоооность оси инструмента относительно оси вращения щпинделя-изделия, вызванные погрешности изготовления и монтажа.
Уменьщение вылета инструмента и уменьшение величины смещения изделия в горизонтальной плоскости, которое обусловливается соосной установкой хона и шпинделя-изделия, также способствуют повышению точности обрабатываемого отверстия.
Вертикальный бесколонный станок для хонингования точных отверстий малого диаметра и небольшой длины, в котором располо)Кенный в нижней части станка вертикальный шпиндель с пропущенным через осевую полость хоном, совершающим осевое возвратно-ноступательное и вращательное движения, несет на торце обрабатываемое изделие, отличающийся тем, что, с целью повыщения точности обработки, для ориентирования хона по оси вращения изделия, самоустанавливающегося в плоскости, перпендикулярной к этой оси, применена смонтированная Б шпинделе втулка (люнет), получающая вместе с изделием вращение в направлении, обратном направлению вращения хона. i ,
Предмет изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного замера диаметра отверстия в процессе его хонингования | 1958 |
|
SU120340A1 |
| Приспособление для притирки отверстий | 1959 |
|
SU127586A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1978 |
|
SU867620A2 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU295657A1 |
| Гидравлическое устройство для объемного копирования | 1956 |
|
SU106523A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| ЗУБОХОНИН ПОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU268870A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Устройство для направления инструмента с подводом СОЖ к глубокосверлильным станкам | 1982 |
|
SU1093429A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
й/г2
