Изобретение относится к области изготовления абразивного инструмента
По основному авт.св. № 948647 известен шлифовальный круг, вьтолнен- ньй в виде абразивного диска из эластичного абразивного материала, впадины которого заполнены жесткими абразивными сегментами. Круг предназначен для формирования регулярных рельефов (типа масляных карманов) на поверхностях пар трения скольжения lj .
Недостаток известного шлифовального круга заключается в том, что пшифовальньй круг с эластичным диском и жесткими сегментами, хотя и имеет преимущество перед преры- вистьми кругами в более стабильном процессе резания, характеризуется низкой стойкостью жестких абразивных сегментов. Жесткие сегменты при формировании масляных карманов изнашиваются не по всей рабочей поверхности одновременно. Износ начинается в начале рабочей поверхности сегмента и образует закругления .(угол атаки) , приводящие их быстрому износу. Кроме того, у известного шлифовального круга плохая динамическая характеристика, т.е. работа круга сопровожда- ,ется ударами, возникающими при входе абразивных жестких сегментов в обрабатываемый материал.
Цель изобретения - повышение стойкости жестких абразивных сегментов и улучшение динамических свойств круга в процессе работы.
Поставленная цель достигается тем, что в местах стыка крайних участков жесткого сегмента с эластичной абразивной частью круга на последней выполнены переходные зоны жесткости длиной L(0,5-8)B, где В - толщина абразивного сегмента.
Переходные зоны жесткости могут иметь плавный или ступенчатый характер. Сущность переходных зон жесткости заключается в том,-что они являются как бы демпфером перед началом рабочей поверхности жестких сегменто
В процессе работы кругов с перехоными зонами жесткости жесткие сегмен ты входят в обрабатьшаемый материал более плавно.
Переходные зоны жесткости уменьшают скорость образования закруглений (углов атаки) у передних рабочих кромок жестких сегментов, что увеличивает их стойкость в 1,3-1,5 раза.
Диапазон длин L переходной зоны жесткости установлен экспериментально. Р1ижний предел ограничивается появлением эффекта демпфирования от
переходной зоны жесткости, т.е. при L меньше 0,5 В стойкость жестких .сегментов практически не изменяется. При увеличении длины переходной зоны жесткости L более 0,5В стойкость жестких сегментов увеличивается, но при и более приводит к увеличению длины масляных карманов. Жесткость .переходной зоны устанавливается экс- периментально для каждого обрабатываемого материала и его твердости, она также зависит; от исходной жесткости сегмента и эластичной части круга. При практическом использовании предлагаемьгх конструкций кругов при
увеличении стойкости жестких сегментов в 1,3-1,5 раза жесткость переходных зон должна быть средней между жесткостью сегмента и жесткостью эластичной части круга.
Переходная зона жесткости может иметь плавньй переход или ступенчатый. Плавньй переход оказывает меньшее влияние на увеличение длины масляных карманов, чем ступенчатый. Но существующие методы получения жестких зон, например, на вулканйтовых кругах не позволяют быстро и технологично их выполнить.
Существуют два способа нагрева при повторной термообработке круга
с целью получения зоны с повьш1енной жесткостью, объемньй прогрев токами высокой частоты и прогрев от источника тепла через локальные поверхности круга. Прогрев на ТВЧ дает ступенчатьй ;характер переходной зоны жесткости, а второй - плавньй, но он более трудоемкий и менее техНоло гичньй, чем первый.
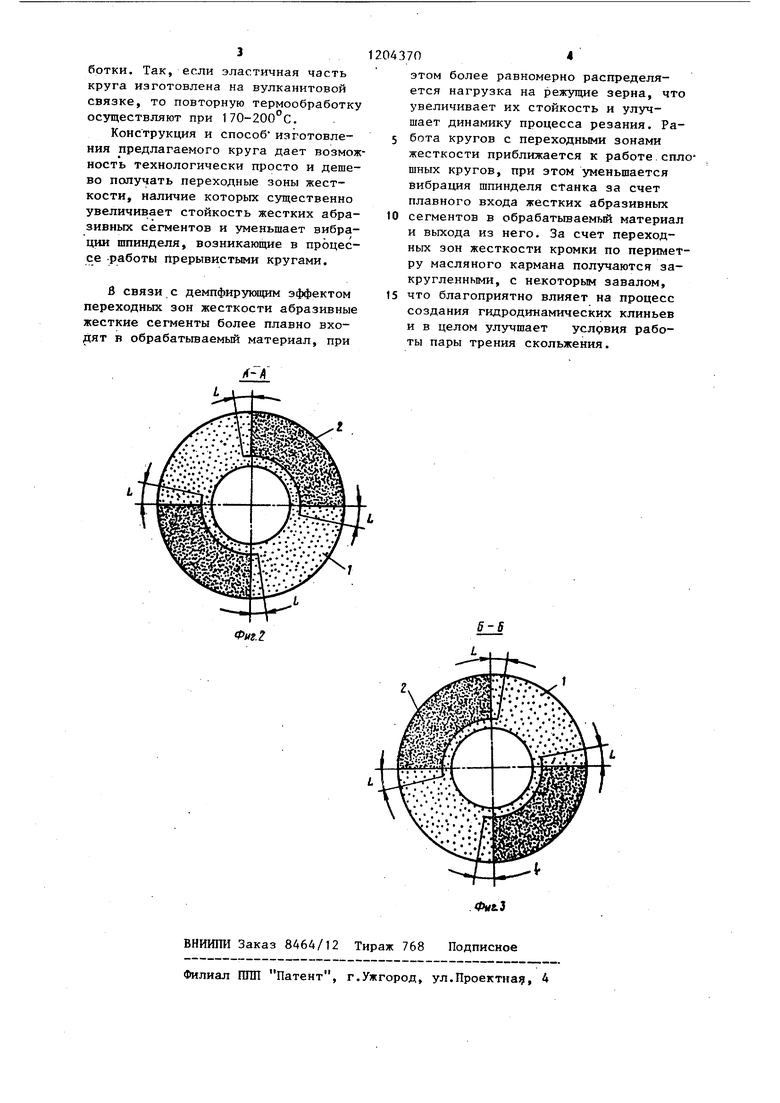
На ф:.г. 1 изображен предлагаемый
шлифовальный круг, диаметральньй разрез; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1.
Шлифовальный круг имеет эластичную
основу 1 со вставленными в нее жест7 кими элементами 2. Круг необходимой ширины получают соединением необходимого количества более узких кругов На эластичных участках инструмента, граничащих с жесткими абразивными сегментами, выполнены переходные зоны жесткости L, получаемые, например, путем повторной термообра
ботки. Так, если эластичная часть круга изготовлена на вулканитовой связке, то повторную термообработку осуществляют при 170-200 С.
Конструкция и способ изготовления предлагаемого круга дает возмож ность технологически просто и дешево получать переходные зоны жесткости, наличие которых существенно увеличивает стойкость жестких абразивных сегментов и уменьшает вибрации шпинделя, возникающие в процессе работы прерывистыми кругами.
В связи с демпфирукицим эффектом переходных зон жесткости абразивные жесткие сегменты более плавно вхо- Дят в обрабатьшаемьй материал, при
2043704
этом более равномерно распределяется нагрузка на режущие зерна, что увеличивает их стойкость и улучшает динамику процесса резания. Ра5 бота кругов с переходными зонами жесткости приближается к работе.спло шных кругов, при этом уменьшается вибрация шпинделя станка за счет плавного входа жестких абразивных
10 сегментов в обрабатьгоаемый материал и вьтода из него. За счет переходных зон жесткости кромки по периметру масляного кармана получаются закругленными, с некоторым завалом,
15 что благоприятно влияет на процесс создания гидродинамических клиньев и в целом улучшает услрвия работы пары трения скольжения.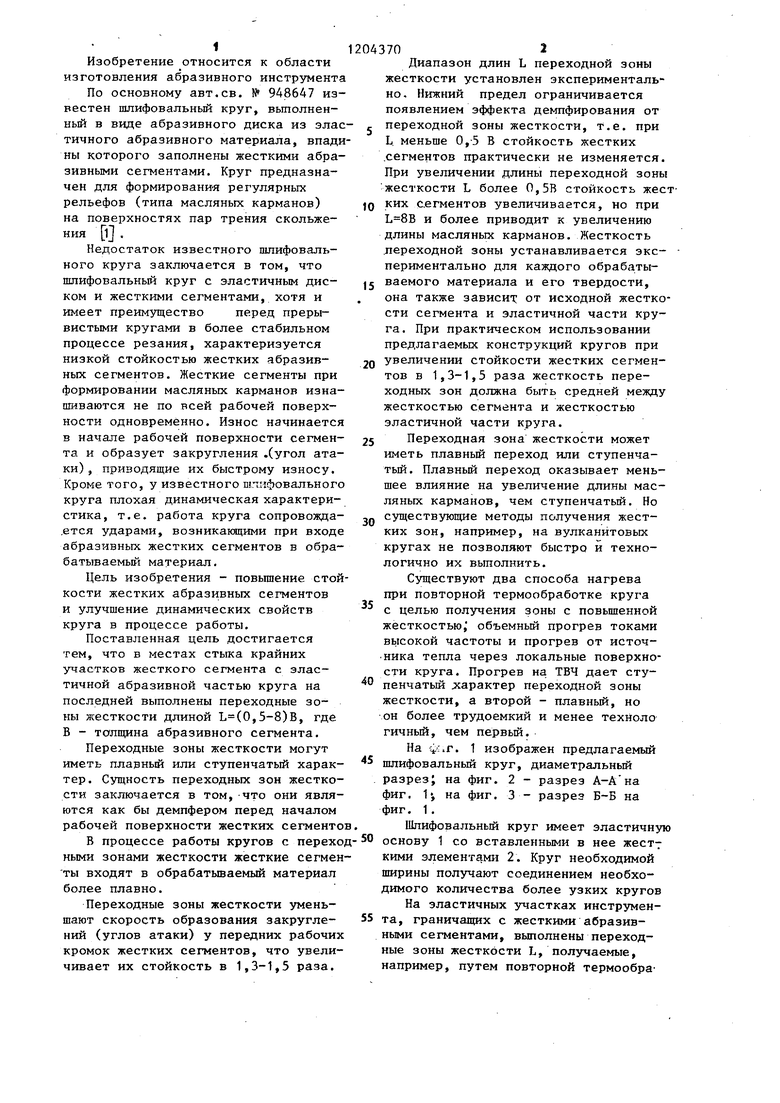
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| Шлифовальный круг с прерывистой рабочей поверхностью | 1984 |
|
SU1321567A1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Шлифовальный круг | 1982 |
|
SU1263514A2 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| УСТРОЙСТВО И СПОСОБ ПОДГОТОВКИ РЕЖУЩЕЙ КРОМКИ | 2020 |
|
RU2820876C2 |
Фнг.
S-6
ВНИИПИ Заказ 8464/12 Тираж 768 Подписное Филиал ГОШ Патент, г.Ужгород, ул.Проектна, 4
| Шлифовальный круг | 1979 |
|
SU948647A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
