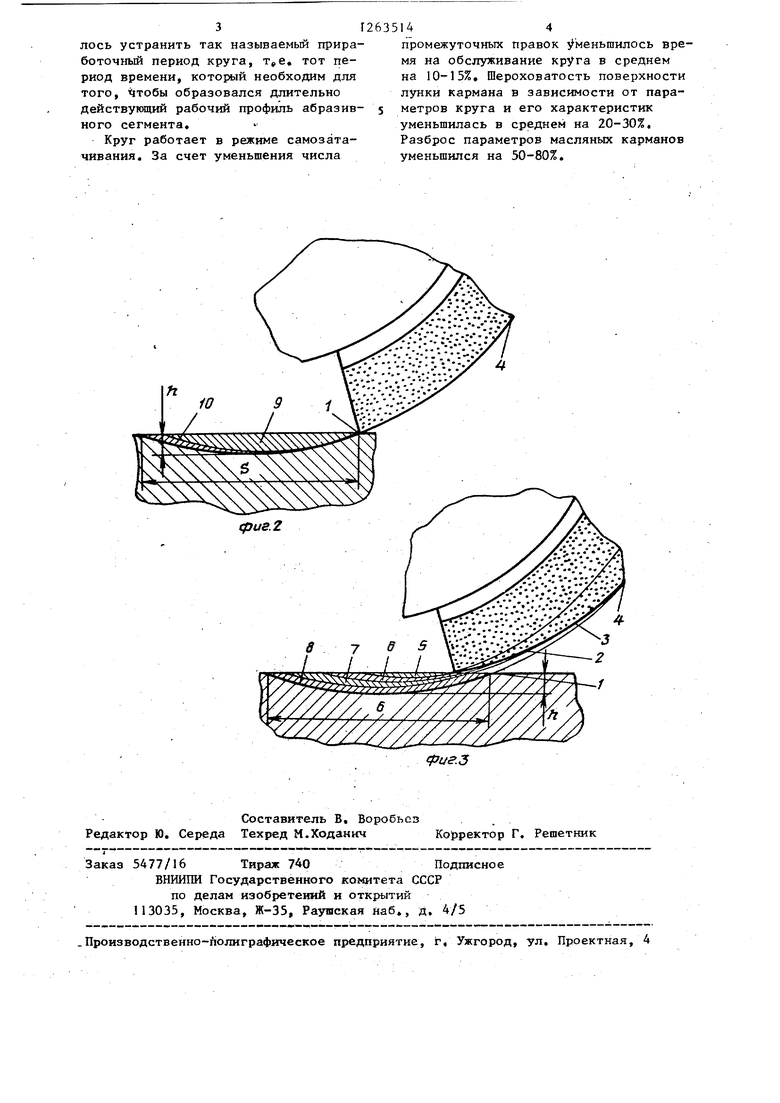
1 Изобретение относится к изготовлению абразивного инструмента. Известна конструкция шлифовального круга, который снабжен механизмом перемещения державок с абразивными сегментами в радиальном направлении при помощи центрального распорного, кольца с толкателями, шарнирно связанными с державками,. Шлифовальные круги такой конструк ции предназначены в основном для вырезания углублений типа масляных карманов на предварительно обработан ных поверхностях. Основное их преимущество заключается в поддержании постоянства диа метра круга до его полного износа. Однако в процессе работы такого прерывистого круга абразивные сегменты за счет несовершенной формы периферийной режущей поверхности, совершгиот удары, входя в обрабатываемый материал, при вырезании масляного кармана. Удары приводят к возникновению вибрации шпинде; я с кругом, что отрицательно влияет на стой кость самого круга. На абразивные зерна, находящиеся на входной части сегмента, действуют большие нагрузки, так как на их долю приходится до 80% снимаемого припуска В результате э.ти зерна, часть из которых быстро выкрашивается, затупляются, при этом рабочая поверхность сегмента быстро засаливается, что приводит к ухудшению режущих свойств круга в целом. Параметры вырезаемых масляных карманов получаются не стабильными. Цель изобретения - увеличение стойкости шлифовального круга, стаби лизирование условия резания, путем более равномерного распределения сни маемого припуска, между режущими зер нами. Поставленная цель достигается бл годаря тому, что в сегментном шлифо вальном круге,, снабженном механизмо радиального перемещения сегментов п средством фиксированного поворота центрального распорного кольца, шар нирно связанного с держателями абра зивных сегментов, крайние участки последних очерчены кривыми радиуса r-tR, где R - радиус сегмента на оси симметрии. 4 Радиус г, очерчипающий крайние частки сегмента, может быть опредеен по (Формуле -l R3lpY+R -2R(R-H) cos f/R,jx (R-H) . sin- ,l/R tR-HF+R-2RrR-HT cos 7R де H -Высота превышения режущей поерхности в точке симметрии сегмента ад его крайними точками; t - длина оловины рабочей поверхности абразивого сегмента. На фш. 1 изображен прерьгоистый сегментный круг, общий вид; на фиг. 2 схема получения масляного кармана в заготовке при работе известного сегментного круга; на фиг. 3 - схема работы предлагаемого инстрзгмента и распределение припуска, приходящегося на отдельные участки сегмента. Как показали результаты экспериментов, геометрия входной части абразивного сегмента продолжительное время поддерживается постоянной при условии, что крайние участки абразивных.сегментов очерчены кривой с радиусом г, меньшим, чем радиус R максимальный радиус сегмента. При этом масляный карман глубиной h и протяженностью S формируется поэтапно отдельными участками сегмента. Участки сегментов 1-4 последовательно снимают припуск соответственно с участков 5-8 изделия. . В случае же работы сегмента по известному изобретению на крайний участок 1 сегмента приходится до 80% припуска (участок 9) и лишь участок 4 окончательно формирует канавку-карман, снимая оставшийся припуск с участка 10. Таким образом, максимальная нагрузка приходится на крайний участок сегмента, что приводит сегмент к повышенному износу и нарушению геометрии получаемой канавки, Применение прерывистых абразивных кругов с.предлагаемой геометрией для нанесения масляных карманов, значительно улучшает условия резания, стабилизирует параметры масляных карманов, за счет исключения ударных вибраций, путем выравнивания .нагрузок на режущие зерна при вырезании масляных карманов. Стойкость круга при этом повышается. Круг работает в режиме самозатачивания, поддерживая иужную рабочую геометрию .до полного износа. Практически удалось устранить так называемый прира боточный период круга, т,е, тот период времени, который необходим для того, Чтобы образовался длительно Действующий рабочий профиль абразив иого сегмента.
Круг работает в режиме самозатачивания. За счет уменьшения числа
Г2635144
промежуточных правок Уменьшилось время на обслуживание круга в среднем на 10-15%, Шероховатость поверхности лунки кармана в зависимости от пара- 5 метров круга и его характеристик уменьшилась в среднем на 20-30%, Разброс параметров масляных карманов уменьшился на 50-80%,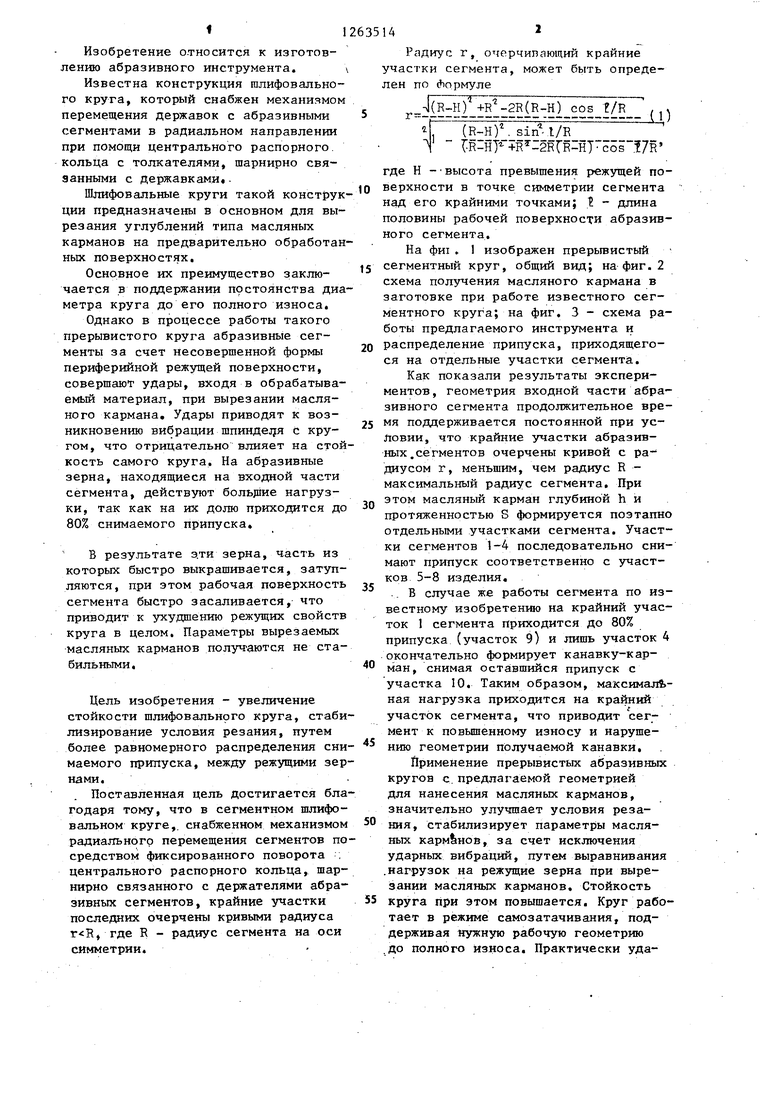
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный круг с прерывистой рабочей поверхностью | 1984 |
|
SU1321567A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Инструмент для шлифования со ступенчатой рабочей поверхностью | 1990 |
|
SU1805018A1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2582841C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| Способ шлифования | 1980 |
|
SU948620A1 |
| СПОСОБ ШЛИФОВАНИЯ ДЕТАЛЕЙ | 2013 |
|
RU2555322C2 |
| Шлифовальный круг | 1980 |
|
SU1204370A2 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
ШЛИФОВАЛЬНЫЙ КРУГ по авт. св. № 948649, о тлич ающи.йс я тем, что, с целью повышения стойкости круга путем обеспечения стабилизации условий резания, крайние участки абразивных сегментов очерчены кривыми радиусами , при этом -J(R-H)(R-H).cos E/R г |. (R-H) Bin l/R N 1Ё-ЁГ+Ё ЩЁ-ЁГсо5-17 где R - радиус сегмента на оси симметрии Н - высота превьппения режущей поверхности в точке симметрии сегмента над его крайними точками; а « I - длина половины рабочей поверхности абразивного сегмен«О та. Го
| Авторское свидетельство СССР | |||
| Шлифовальный круг | 1980 |
|
SU948649A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
