Изобретение относится к области изготовления алмазно-абразивного инструмента.
Цель изобретения - повьшение стойкости круга путем обеспечения , фирования режущей кромки при образова НИИ на обрабатываемой поверхности мае ляных карманов,
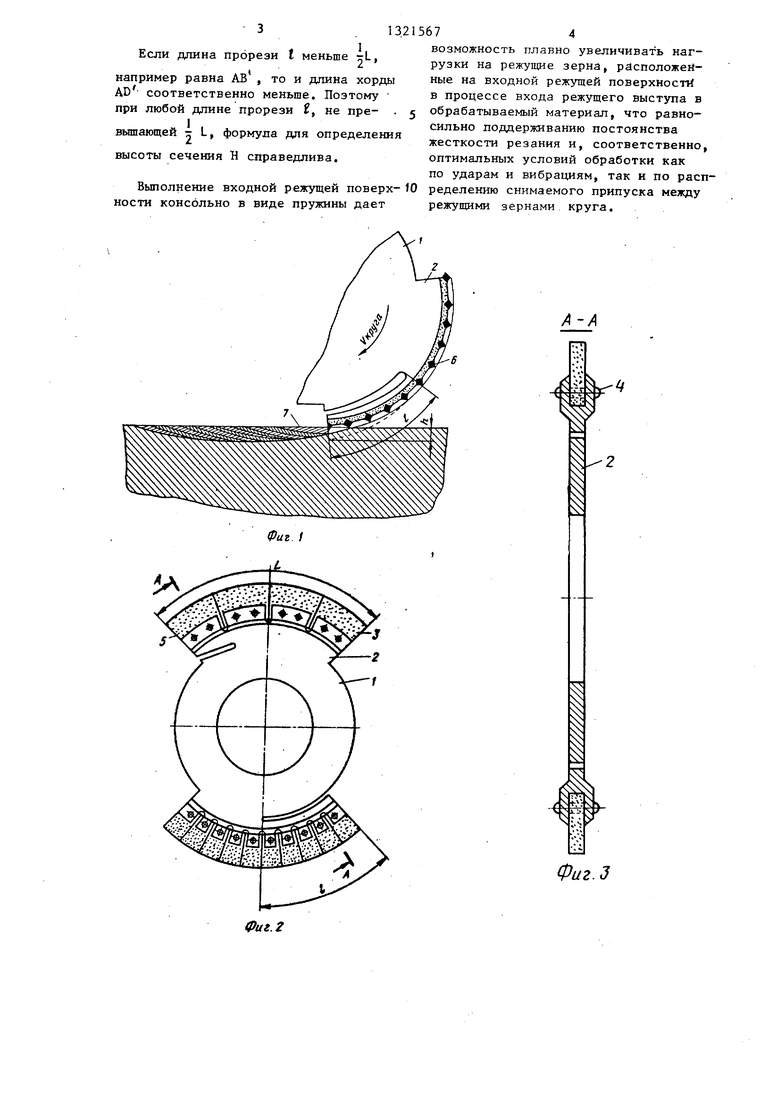
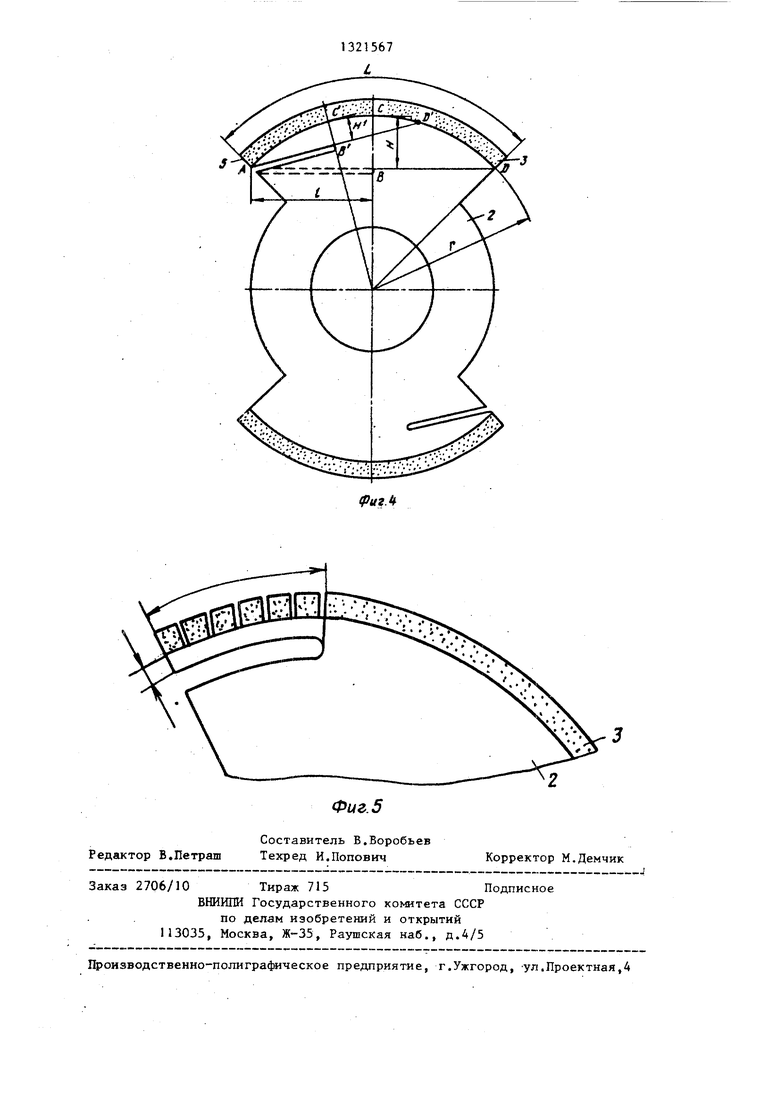
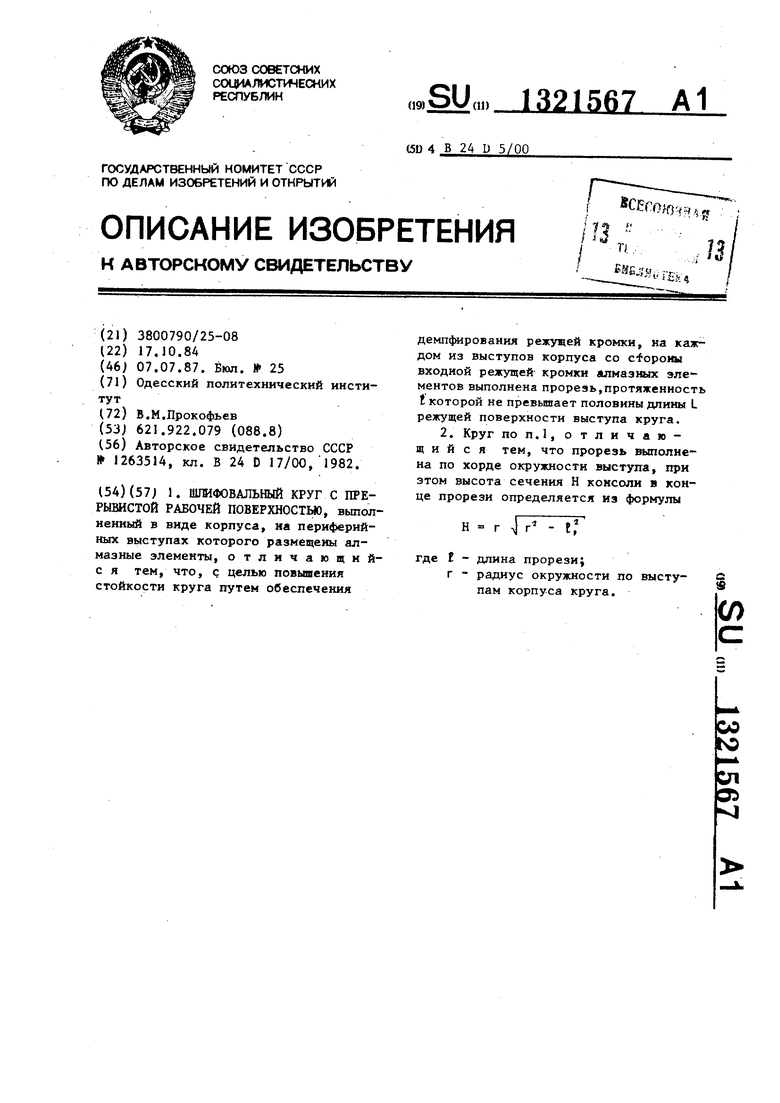
На фиг.1 показана схема распределения припуска при образовании масляного кармана между режущими зернами; на фиг,2 - прерывистый алмазный круг, режущие выступы которого набраны из отдельных сегментов; на фиг.З- сечение А-А на фиг.2 (алмазные или абразивные сегменты крепятся с помощью болтов между сжимаемыми щеками) ; на фиг.4 - схема расчета прорези по хорде окружности, проведенной по выступам корпуса; на фиг.5 - схема вьшолнения входной режущей поверхности алмазного круга, прорезь которого выполнена эквидистантно режущей поверхности, т.е. по дуге окружности а также прорези выполнены на режущей поверхности для устранения влияния жесткости алмазоносного слоя при деформации консоли (перемещении входной режущей поверхности).
Шлифовальный круг выполнен в виде корпуса 1, на выступах 2 которого размещены режущие элементы 3. Последние могут быть выполнены в виде.как отдельных ,сегментов, так и целого абразивоносного слоя. Отдельные сегменты закрепляются на корпусе 1 с помощью крепежных элементов 4, что дает возможность использования сегментов на недеформируемых связках, например керамических. Со стороны входной режущей кромки 5 на каждом выступе 2 корпуса 1 выполнена прорезь, обеспечивающая работу режущей кромки круга в режиме демпфирования. Прорези при этом могут быть выполнены как по хорде окружности, проведенной по выступам корпуса, так и по эквидистанте относительно режущей поверхности.
Дпя того, чтобы избежать отслаивания абразивной режущей части от ме- .. таллической на длине консоли по абразивной части выполняют радиальные прорези.
При работе шлифовального круга каждое из алмазных зерен 6, последовательно врезаясь в обрабатываемую поверхность, снимает слой 7, при
этом, как следует из фиг.1, за ;чет податливости входной режущей поверхности на величину h (глубину кармана) распределение припуска между ре5, жуищми зернами изменяется в сторону
более равномерного распределения меж- ду собой, т.е. схема распределения припуска приближается к обыкновенному шлифованию сплощным кругом, ког0 да припуск начинает срезаться с минимальной величины до максимальной. Входная режущая поверхность имеет вид консоли с переменным сечением и рассчитывается как балка, защемпен ная одним концом и имеющая переменное сечение, увеличивающееся от начала прорези до ее конца. Вьшолненне прорези по хорде окружности дает то главное свойство конструкции консоль0 ной части входной режущей поверхности выступа, что сечение консоли всегда и гарантированно возрастает от начала прорези и до ее конца, т.е. любое сечение в середине прорези меньше высоты сечения Н в ее конце.
Поясним графически (фиг.4) вывод формулы
30
Н
E
Оптимальной схемой вырезания масляного кармана является та, когда первая половина режущей поверхности выступа вырезает первую половину кармана, а вторая - вторую половину кармана. ) Поэтому длина прорези t не должна превышать половины длины L режущей поверхности выступа.
При максимальном значении -L,
орда AD - 2АВ 2f. Высота сечения Н консоли сегмента в конце прорези подсчитывается по известной зависимости
45
50
Н г- f.- с
где с - длина хорды;
г - радиус окружности. Для рассматриваемого случая
Н г - - м)
Но так как AD 2Е, то
55
Н г - ji(r - itt После сокращений получим
Н г Если длина прорези t меньше rL,
возможность плавно увеличивать нагрузки на режущие зерна, расположенные на входной режущей поверхности в процессе входа режущего выступа в 5 обрабатываемый материал, что равносильно поддерживанию постоянства
например равна АВ , то и длина хорды AD соответственно меньше. Поэтому при любой длине прорези f, не пре- .
вышающей г L, формула для определения
2жесткости резания и, соответственно,
высоты сечения Н справедлива.оптимальных условий обработки как
по ударам и вибрациям, так и по распВыполнение входной режущей поверх- 10 ределению снимаемого припуска между ности консольно в виде пружины дает режущими зернами круга.
13215674
возможность плавно увеличивать нагрузки на режущие зерна, расположенные на входной режущей поверхности в процессе входа режущего выступа в 5 обрабатываемый материал, что равносильно поддерживанию постоянства
ы .
ия
А-А
Фиг.З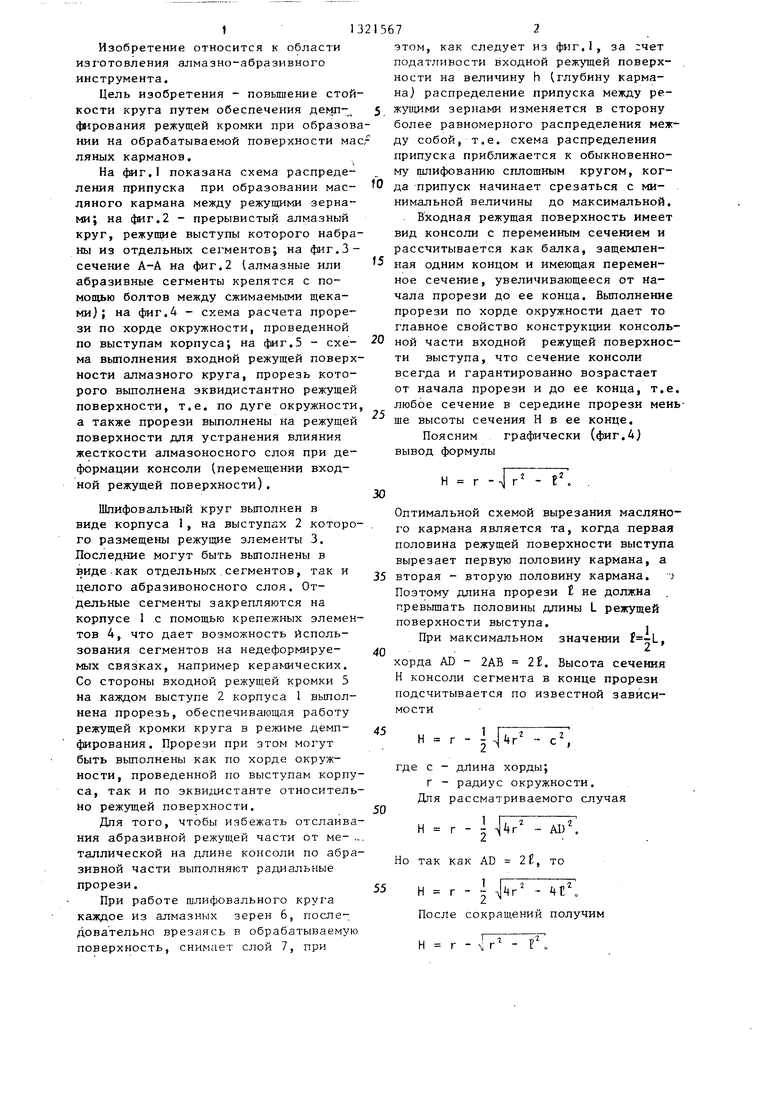
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| Шлифовальный круг | 1982 |
|
SU1263514A2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146605C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
Редактор В.Петраш
Фцг.5
Составитель В.Воробьев Техред И.Попович
Заказ 2706/10 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор М.Демчик
| Шлифовальный круг | 1982 |
|
SU1263514A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
