Изобретение относится к оборудованию для промьшшенности строительных материалов и может быть использовано при изготовлении архитектурных изделий различного профиля.
Цель изобретения- расширение тех- нологических возможностей станка, позволяющего кроме распиловки и окантовки изделий из камня, производить продольно-профильную обработку, шли- фование и полирование плоских гори- зоптально и наклонно расположенных поверхностей.
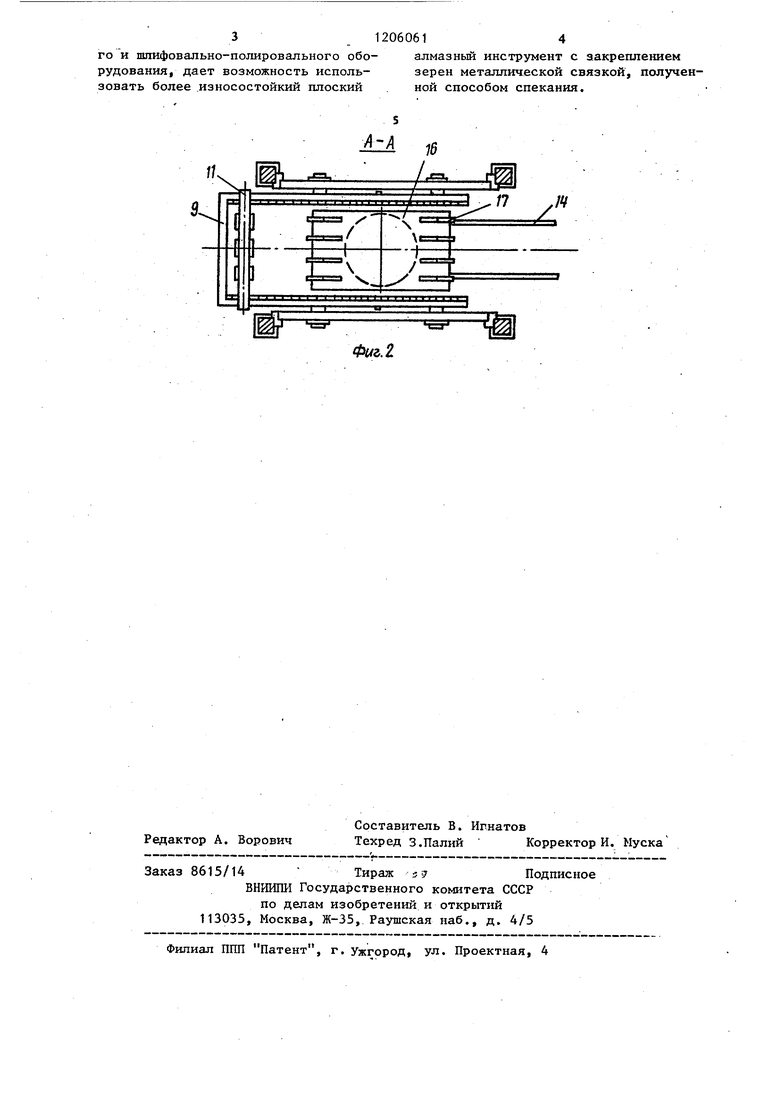
На фиг. 1 изображена схема общего вида станка; на фиг. 2 - разрез А-Д па фиг. 1.
Станок состоит из колонн 1 в сборе с установленным на них приводом 2 подачи суппортов 3, на которых распо- лолсены суппортные балки 4 с пильной рамой 5, связанной шатунами б с приводом 7 возвратно-поступательного движения. Б нижней части колонн находятся суппортные балки 8 П-образ- ной рамы 9, опирающиеся па кронштей- ны.10, а в крайнем положении, блюкнем к главному приводу станка, на раме 9 установлена :поперечная трав,ерса 11 с заядамными планками 12 и закреп- ленпым алмазным инструментом 13./На рельсах 1А установлена тележка 15 с |1оворотной платформой 16, имеющей фиксаторы 17 изделия.
Полный пикл технологических операций обработки крупнопр.офильных изделий на станке вътолняют следующим образом.
В рабочую зону станка (фиг. 2) по рельсам 14 до упора подают тележку 15 .па которой блок камня установлен на; которой блок камня установлен на поворотной платформе 16 и закреплен фиксаторами 17, которые могут перемещаться в пазах поворотной платформы. За- тем в пильной раме 5 устанавливают алмазные полосовые пилы, включают привод 7 возратио-поступательного движения, систему охлаждения (не показана) и привод 2 подачи и производят операции распиловки и окантовки заготовки.
Для выполнения операций профильной обработки, шлифования и полирования пильную раму 5 отключают, для чего ее поднимают в крайнее верхнее поло- 55 жение и фиксируют на колоннах 1 суппортные балки 4, отсоединяют суппорты 3 и шатуны 6, предварительно свя
5
0 5 0
; ,
5
0
5
зав их монтажными звеньями, включают привод 2 подачи и шатуны 6 на суппортах 3 опускают в нижнее положение, где шатуны соединяют с П-образной рамой 9, а суппорты - с суппортными балками 8. На траверсе 11 в зажимных планках 12 крепят профильньй инструмент (не показан) и, включив привод 2 подачи, устанавливают П-образную раму 9 в рабочее положение. Включают привод 7 .возратно-поступательного движения и производят профильную обработку.
Для выполнения операций плоского шлифования и полирования на траверсу 1 1 в заясимных планках 12 устанавливают плоский алмазньш инструмент 13. В1СЛЮЧИВ привод, .2 подачи, устанавливают П-образную раму 9 в рабочее положение, включают привод и подводят алмазный инструмент 13 к обрабатываемой поверхности. Включают систему охлаждения и производят шлифование и полирование. Пульт управления приводами станка не показан. 1
Для обработки наклонных поверхностей устанавливают плоский алмаз- ньй инструмент 13 на соответствующий угол наклона и закрепляют в зажимных планках .12. Повернув платформу 16, устанавливают обрабатываемую поверхность изделия в плоскость обработки, включают привод 7 и затем включают систему охлажд,ения. Алмазньш инструмент 13 является жесткой конструкцией, что дает возможность П-образную раму, выполнить облегченной конструкции, воспринимающей усилие резания и массу поперечной траверсы.При обработке длину ных изделий, . превьштающих ход пильной рамы, на П-обрааную раму 9 в соответствующие гнезда устанавливают несколько поперечных траверс 11, к которым крепят алмазный инструмент с про-л филем, в поперечном сечении обратным .заданному профилю детали, и производят обработку. Это. позволяет увеличить число двойных ходов П-образной рамы в 3-4 раза по отношению к пильной раме 5, а следовательно, производительно выполнить операции шлифования и полирования.
Возможность выполнения полного :цикла обработки крупнопрофильных изделий на модернизированном станке исключает операции транспортировки и.переустановки заготовки изделия, освобождает от эксплуатации фрезерно312060614
го и пшифовально-полировального обо- алмазный инструмент с закреплением рудования, дает возможность исполь- зерен металлической связкой, получен- зовать более .износостойкий плоский . ной способом спекания.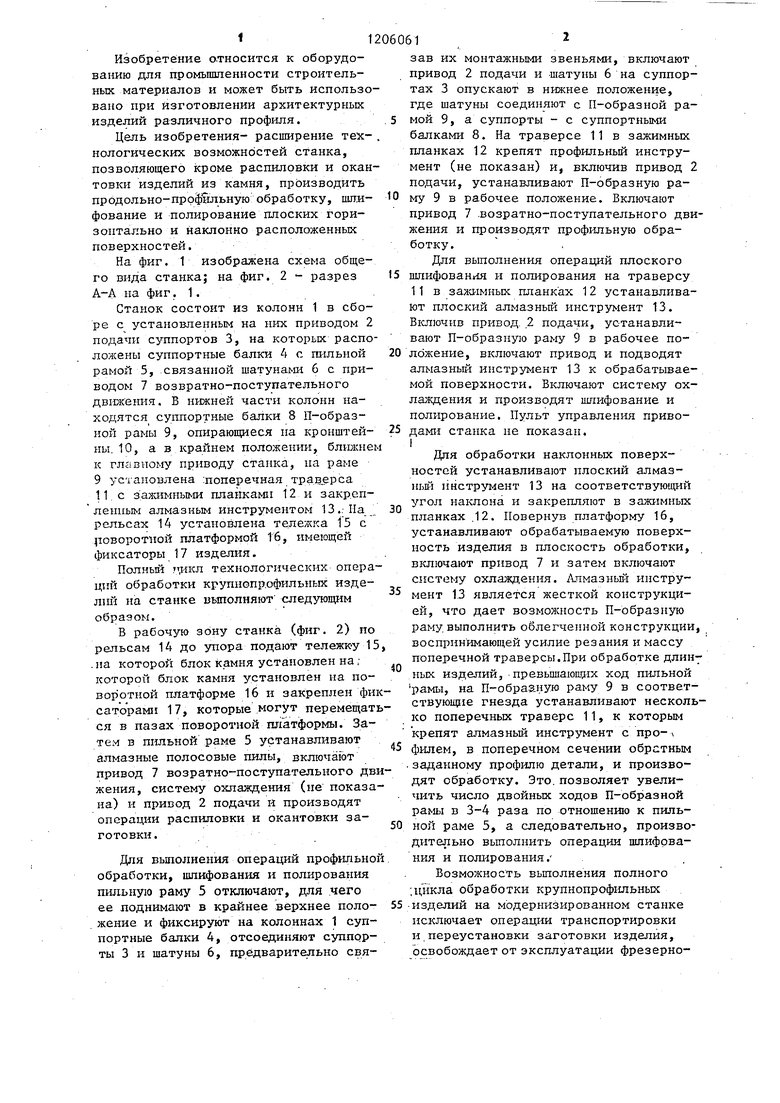
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки неметаллических материалов | 1987 |
|
SU1574468A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БЛОКОВ КАМНЯ | 1996 |
|
RU2097182C1 |
| Способ обработки камня | 1981 |
|
SU931390A1 |
| СТАНОК ДЛЯ РАСПИЛОВКИ ПРИРОДНОГО КАМНЯ | 1998 |
|
RU2150384C1 |
| Станок для распиловки блоков камня | 1976 |
|
SU695830A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ ИЗ ПРИРОДНОГО КАМНЯ | 1996 |
|
RU2104153C1 |
| Устройство распиловки камня алмазным канатом | 2021 |
|
RU2781967C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Станок для шлифования и полирования оптических деталей | 1985 |
|
SU1284794A1 |
А-А
Редактор А. Ворович
Заказ 8615/14 Тираж з Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фк&.г
Составитель В. Игнатов
Техред 3.Палий Корректор И, Муска
| Оборудование для добьми и обработки природного камня | |||
| Каталог- справочник, 1980, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
