2. Инструмент по п.1, отличающийся тем, что отверстия- сопла для подвода рабочего агента к лопаткам одного из колец выполнены противоположно направленными отверстиям-соплам для подвода рабочего . агента к противоположному кольцу.
i
Изобретение относится к металлообработке,, а именно к обработке деталей .поверхностным пластическим деформированием.
Цель изобретения - повьшение про- изводительности и стойкости деформи- рзпощих шаров путем уменьшения их. скольжения.
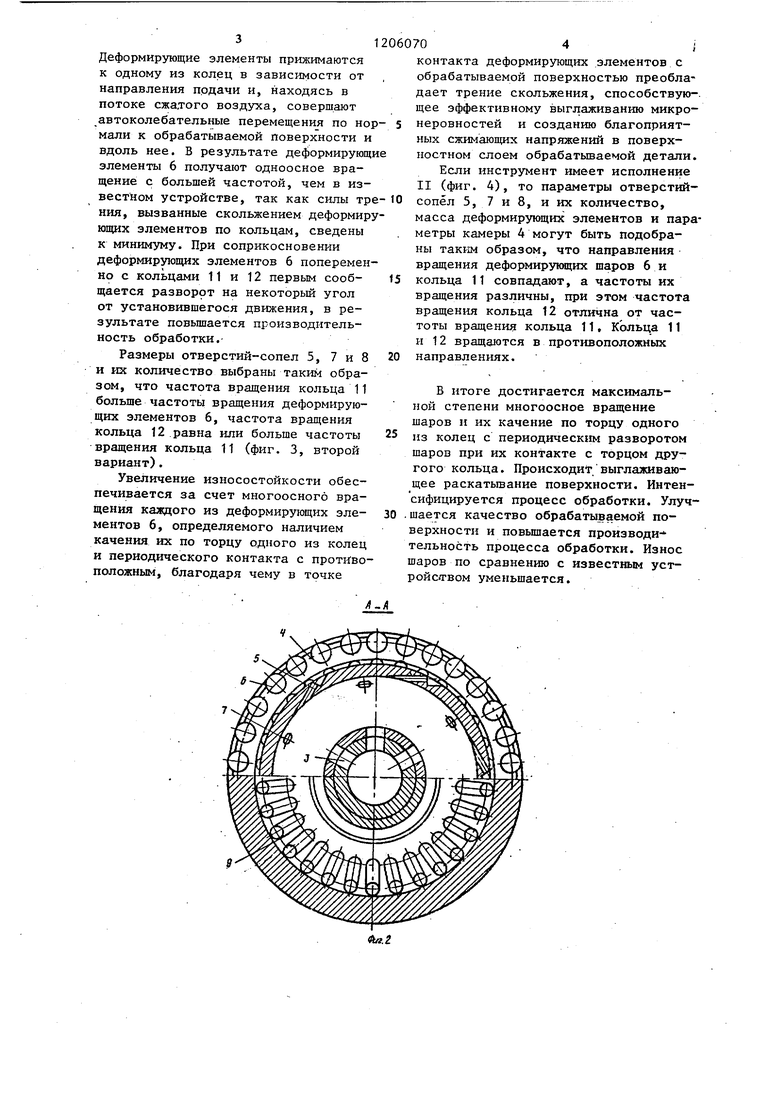
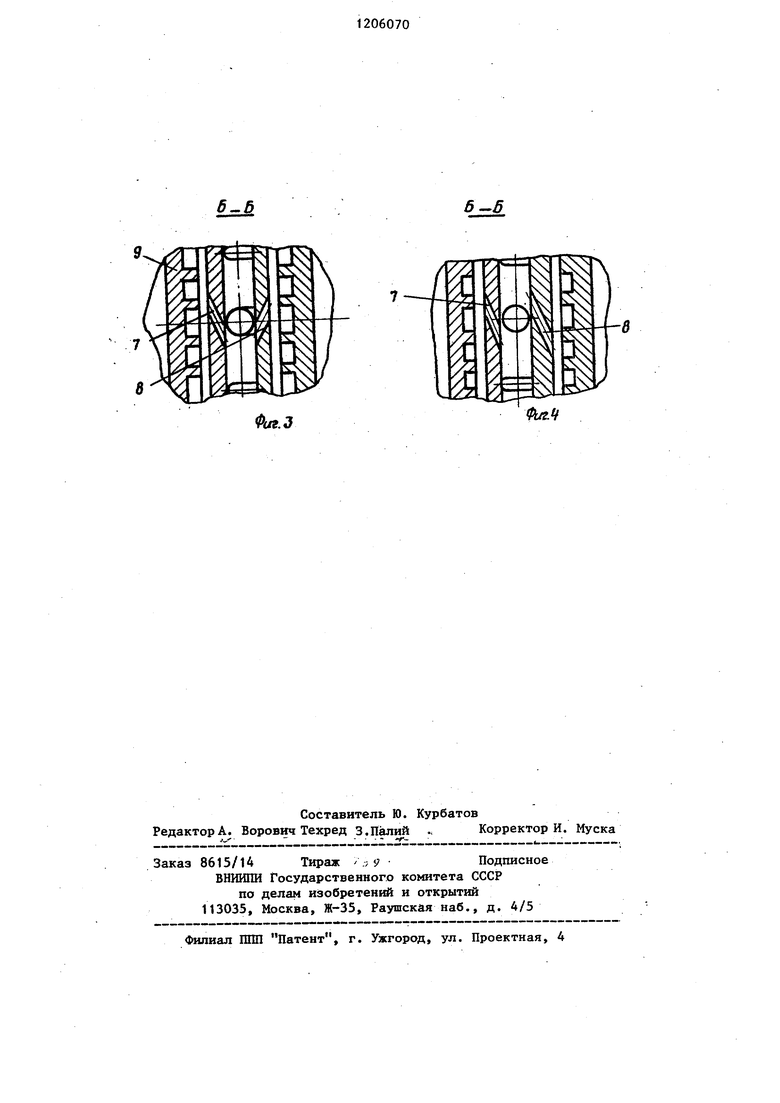
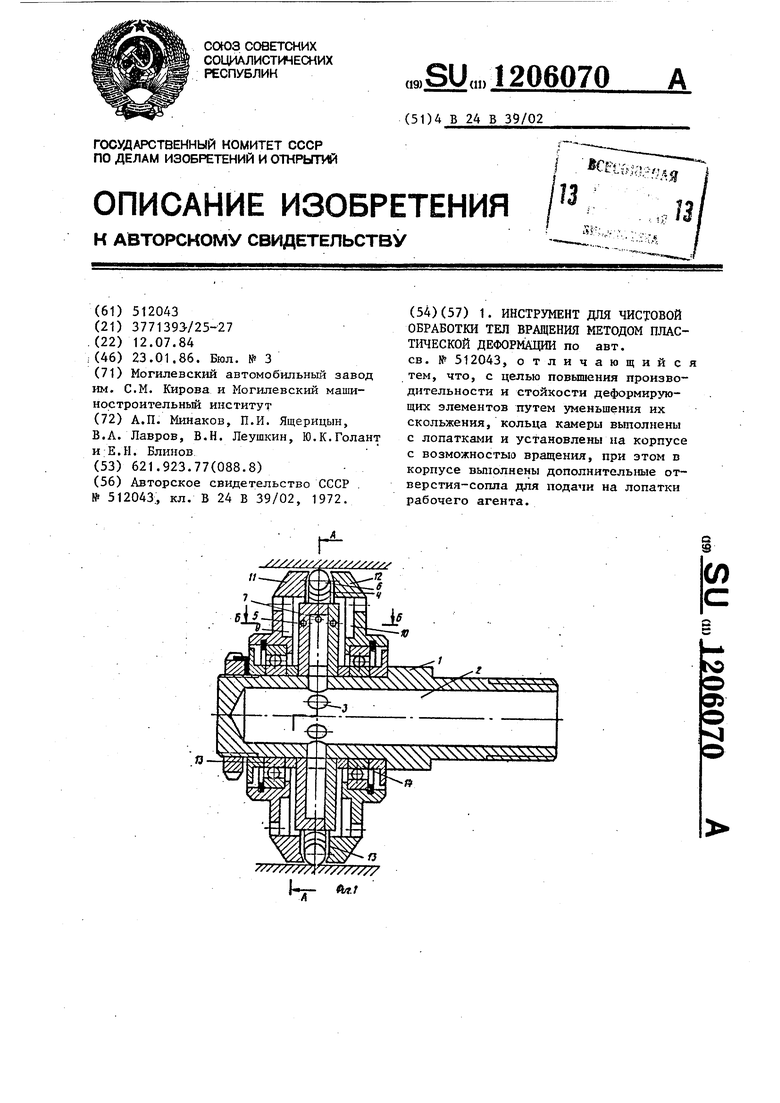
На фиг. 1 йредставлен инструмент в разрезе} на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (исполнение I); на фиг. 4 - то же, исполнение II.
Инструмент содержит корпус 1, выполненньй сборным, с осевым кана- лом 2 и радиально расположенными отверстиями 3 для подвода рабочего агента в полость кольцевой камеры 4, направляемого посредством отверстий- сопел 5 на деформирующие элементы 6, свободно помещенные в кольцевой, камере 4, и посредством отверстий-сопел 7 и 8 - соответственно на лопатки 9 и 10 колец 11 и 12, установленных на корпусе Невозможностью враще ния на подшипниках 13 и 14 относите льло продольной оси корпуса 1.
Инструмент может иметь два исполнения; I - отверстия-сопла, предназначенные для подачи рабочего агента на лопатки каждого кольца, направленные в одну сторону; и II - отверстия сопла, предназначенные для подачи рабочего агента на лопатки каждого из колец, направлены в противоположные стороны.
При этом в случае необходимости диски могут вращаться под действием струй сжатого воздуха, направляемого отверстиями-соплами 7 и 8 в одну (фиг. 3) или в разные (фиг. 4) стороны, что определяется конкретными условиями обработки. Например, при
3. Инструмент по. пп.1 и 2, о т - личающийся тем, что часть каждого кольца, предназначейная для контакта с деформирующими элементами, выполнена из материала с большим коэффициентом трения, например из резины.
5
0
5 0 5
о
5
двухпроходной обработке, когда вначале перемещение деформирующих элементов 6 относительно обрабатываемой поверхности в осевом направлении осуществляет одно кольцо, и при обратном движении - другое, направление вращения каждого из колец в отдельности должно совпадать с направлением .вращения деформирующих элементов. Частота вращения колец и деформирующих элементов устанавливается за счет подбора диаметра отверстий-сопел 5, 7 и 8 и их количества.
Части поверхности колец 11 и 12 армированы в зоне движения деформи-. рующих элементов материалом с большим коэффициентом трения, например резиной. Армированная поверхность представляет .собой кольцо 12, деформирующие элементы 6 уже не скользят, а перекатываются по резине - торцу кольца, Б результате эффект сглажийания микронеровностей обрабатываемой поверхности увеличивается. Наличие возможности разнонаправленного вращения колец 11 и 12 обеспечивает эффект закручивания дефор- мирук)щих элементов при их осциллирующем перемещении между торцами колец в процессе обработки, что благоприятно влияет на равномерность износа деформирующих элементов и на производительность процесса обработки. Подбирая размеры отверстий-сопел 5,7 и 8 и их количество, возможно осуществить многовариантное вьшол- нeниe инструмента ; Размеры отверс: тий-сопел 5, 7 и- 8 и их количество выбраны таким образом, что осущест- .вляется однонаправленное вращение деформирующих элементов 6 и колец 1.1 и 12, при этом частоты их вращения совпадают (фиг. 3, первьш вариант).
Деформирующие элементы прижимаются к одному из колец в зависимости от направления подачи и, находясь в потоке сжатого воздуха, совершают автоколебательные перемещения по нор Мали к обрабатываемой поверхности и вдоль нее. В результате деформирующи элементы 6 получают одноосное вращение с большей частотой, чем в известном устройстве, так как силы тре НИН, вызванные скольжением деформирующих элементов по кольцам, сведены к минимуму. При соприкосновении деформирующих элементов 6 попеременно с кольцами 11 и 12 первым сооб- щается разворот на некоторый угол от установившегося движения, в результате повьшгается производительность обработки.
Размеры отверстий-сопел 5, 7 и 8 и их количество выбраны таким образом, что частота вращения кольца 11 больше частоты вращения деформирующих элементов 6, частота вращения кольца 12 равна или больше частоты вращения кольца 11 (фиг. 3, второй вариант).
Увеличение износостойкости обеспечивается за счет многоосного вращения калщого из деформирующих эле- ментов 6, определяемого наличием качения их по торцу одного из колец и периодического контакта с противоположным, благодаря чему в точке
А
контакта деформирующих элементов с обрабатываемой поверхностью преобладает трение скольжения, способствую- щее эффективному выглаживанию микронеровностей и созданию благоприятных сжимающих напряжений в поверхностном слоем обрабатываемой детали Если инструмент имеет исполнение II (фиг. 4), то параметры отверстий- сопел 5, 7 и 8, и их количество, масса деформирующих элементов и параметры камеры 4 могут быть подобраны таким образом, что направления вращения деформирующих шаров 6 и кольца 11 совпадают, а частоты их вращения различны, при этом частота вращения кольца 12 отлична от частоты вращения кольца 11. Кольца 11 и 12 вращаются в противоположных направлениях.
Б итоге достигается максимальной степени многоосное вращение шаров и их качение по торцу одного из колец с периодическим разворотом шаров при их контакте с торцом другого кольца. Происходит выглаживающее раскатьшание поверхности. Интенсифицируется процесс обработки. Улуч .шается качество обрабатываемой поверхности и повьшается производи- тельность процесса обработки. Износ шаров по сравнению с известным устройством уменьшается.
L:
Фиг.З
Фм.Ц
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочняющей обра-бОТКи ВНуТРЕННиХ цилиНдРичЕСКиХпОВЕРХНОСТЕй | 1978 |
|
SU841938A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1989 |
|
SU1687421A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1983 |
|
SU1074703A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1989 |
|
SU1761452A1 |
| Инструмент для обработки цилиндрических отверстий методом пластической деформации | 1987 |
|
SU1488182A1 |
| Инструмент для упрочняюще-чистовой обработки внутренних цилиндрических поверхностей | 1986 |
|
SU1323352A1 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1986 |
|
SU1470494A2 |
| Инструмент для чистовой и упрочняющей обработки тел вращения | 1976 |
|
SU707785A1 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1982 |
|
SU1038203A2 |
| Инструмент для обработки поверхностным пластическим деформированием | 1988 |
|
SU1699760A1 |
Составитель Ю. Курбатов
Редактор А. Ворович Техред 3.Палий
- .... ,f.
Заказ 8615/14 Тираж .; Подписное ВНИИПИ Государственного комитета СССР
по делам изобретен и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная,
Корректор И. My ска
| Авторское свидетельство СССР | |||
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1972 |
|
SU512043A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
