Изобретение относится к металлообработке, а именно к обработке деталей поверхностным пластическим деформированием.
Известен раскати к пля упрочняющей обработки детали методов ППД, содержащий корпус, снабженный вн /фенней полостью и расположенными на нем дисками, торцы которых обращены друг к другу п образует кольцезую камеру расширения, служащую для размещения в ней демпфирующих шаров, связанную с вн/т- ренней полостью корпуса соплами, выполненными на наружной поверхности тангенциапьно к окружности перемещения
титров демпфирующих чров (авт. сч М 512043).
Конструкция да; norj инструмента не обеспечивает тоебуемепэ качества мовеох- ностм отверстий диаметром енее 30 мм.
Наиболее б из тм по тэхничегкой сущ- fiocTi и достигаемому результат/ к пред латаемом у изобое О -ткз ч лястс игструме -г, у хоторо о г по ышегич производительное , г.с интенсификации процесса, отверстЕ1ч в,- пспнены в кольцах под углом к диаметр1 расположения цент ров деформирую элементов, при этом ось отверст и acsic issa к диаметру ,сл
Г1,
I f
,
ложения центров деформирующих элементов относительно оси инструмента.
Недостатком этого инструмемз также является то, что им невозможно качественно обработать поверхности отверстий диаметром менее 30 мм. Указанный недостаток обусловлен тем, что при уменьшении диаметра обрабатываемого отверстия приходится уменьшать и диаметр осевого канала 8 инструменте, а этот приводит к падению мощности струй воздух, воздействующих на деформирующие элементы, не обеспечивается постоянство шероховатости по всей длине втулки, если на обрабатываемой поверхности имеются выточки для подачи смазки или масляные карманы,
Целью изобретения является расширение технологических возможностей за счет обработки отверстий малого диаметра 18.,.30 мм.
Поставленная цель достигается тем, что в известном инструменте для упрочняющей обработки внутренних цилиндрических поверхностей, содержащий корпус с размещенным на нем диском, кольцевую камеру расширения и свободно размещенные в ней деформирующие элементы, при этом в корпусе выполнен центральный осевой канал для подвода агента, соединенный радиальными отверстиями и соплами с камерой расширения, причем оси сопел расположены под углом к диаметральной плоскости расположения центров деформирующих эле- ментоп, согласно изобретению сопла выполнены в торцовой части корпуса, причем торец диска, обращенный к камере рас- шпрения выполнен с уклоном к оси инструмента, не превышающим 10°, ч оси отверстий сопел на торцевой части корпуса выполнены под углом к диаметральной плоскости расположения центров деформирующих элементов в плоскости, проходящей через ось сопел перпендикулярно к плоскости, касательной к окружности расположения вышеуказанных центров. Кроме того. оси отверстий сопел смещены к оси инструмента относительно окружности расположения центров деформирующих элементов на величину, не превышающую радиус деформирующего элемента, а радиальные отверстия выполнены под углом 45.,.80° к оси инструмента.
Для доказательства наличия существенных признаков в предложенном инструменте констатируем следующее:
анализ известных технических решений из патентных документов и научно-технической литературы показал, что существующим пневмоцентробежным инструментом не обеспечивается требуемое качество обрабатываемой поверхности отверстий диаметром 18...30 мм из-за низкой мощности, развиваемой приводом, Привод имеет максимальную мощность тогда, когда приведенная скорость на выходе Я 0.2/см, Особенности выбора параметров трубопровода пневмомашин, обусловлены гидравлическими характеристиками подводящей системы. Тогда приведенный расход
д(Л)йО,3.
Уравнение неразрывности для выходного сечения шланга FUI ( центрального канала в корпусе инструмента) и критического сечения сопл Fc имеет вид
Fc Fuj.q (Я).
Из этого уравнения следует, что максимальную мощность привод развивает тогда,
когда площэдь сопл в инструменте составляет 0,3 площади центрального канала в
корпусе инструмента, а такое соотношение
у существующих конструкций пневмораскатников при обработке поверхностей отверстий диаметром 18...30 мм практически обеспечить невозможно.
Исходя из этих соображений центральный канал в корпусе инструмента выполняется соизмеримым с диаметром
обрабатываемого отверстия, а функцию второго диска выполняет непосредственно торец корпуса, в котором имеются сопла, выполненные под углом к диаметру расположения центров деформирующих элементов. По авт. св. № 841938 интенсификация процесса обработки выполняется за счет подачи рабочего агента через отверстия в дисках, образующих кольцевые камеры. По
оси этих отверстий имеют угол наклона лишь в одной плоскости, способствующей увеличению скорости вращения деформирующих элементов, а, следовательно, и центробежных сил, Но при обработке отверстий
диаметром 18...30 мм этого недостаточно для обеспечения требуемого качества обработанных поверхностей. При обработке поверхностей малого диаметра значительно уменьшается удельное давление деформи0 рующих элементов на обрабатываемую поверхность из-за уменьшения их массы (из конструктивных сообщений шары имеют меньший радиус) и окружной скорости. Окружная скорость определяется по за5 висимости
V О) -у- J
где ft - угловая скорость шара, D - диаметр обрабатываемого отверстия, d - диаметр шара.
Из этой зависимости следует, что чем меньше радиус отверстия обрабатываемой поверхности тем меньше окружная скорость деформирующих элементов, а следова- тельно, и удельное давление их на обрабатываемую поверхность. С целью увеличения радиальной составляющей силы действующей на обрабатываемую поверхность при контакте с ней деформирующих шаров ось сопл на торце корпуса расположена под углом у к продольной оси инструмента. Это позволяет увеличить радиальную составляющую сил деформирования, так как воздушный поток, действующий на шар, имеет направление от оси инструмента к периферии.
Оси выходных отверстий сопл смещены относительно диаметра расположения центров деформирующих элементов на величину, не превышающую радиус деформирующего элемента к оси инструмента. Такое смещение необходимо с целью увеличения радиальной составляющей сил деформирования. Так как оси сопл расположены под углом к продольной оси инструмента, то при расположении оси выходных отверстий сопл на линии центров деформирующих элементов воздушный поток будет действовать на деформирующий шар сверху и уменьшать тем самым радиальную составляющую сил деформирования, т.е. воздушный поток будет как бы отталкивать шары от обрабатывающей поверхности, и, при расположении оси отверстий сопл ниже диаметра центров деформирующих элементов на величину, превышающую радиус деформирующего элемента воздушный поток будет проходить ниже шаров и тем самым уменьшать скорость их вращения.
При рекомендуемом расположении оси выходных отверстий сопл воздушный поток будет воздействовать непосредственно на шары снизу и тем самым увеличивать радиальную составляющую сил деформирования, не снижая окружной скорости шаров.
Радиальные отверстия сопла выполне- ны под углом к оси инструмента, отличным от прямого.
При обработке отверстий малого диаметра, например, диаметром 18 мм, при применении деформирующих шаров 5 мм диаметр цилиндрической части корпуса, на которую устанавливается диск, образующий с торцом корпуса камеру расширения, будет всего 6 мм. Центральное отверстие в
нем в лучшем случае составляет 2 мм при толщине стенки также 2 мм. При выполнении а зтой цилиндрической части корпуса сопл диаметр которых не менее 1,5 мм сделает инструмент неработоспособным, ткк как площадь отверстий сопл (выходное отверстие) больше площади входного отверстия и, соответственно, в камере расширения не будет создаваться необходимого давления. Поэтому предлагаемое расположение радиальных отверстий сопл под углом позволяет соединить камеру расширения непосредственно с осевым каналом корпуса и сделать инструмент работоспособным.
Радиальные отверстия - сопла, исходя из конструктивных соображений, выполняют под углом к оси инструмента, отличным от прямого и находящимся в пределах 45...80°.
В связи с тем, что на деформирующие шары действуют потоки воздуха с одной стороны, они прижимаются к торцу диска, следовательно выполнение его под прямым углом к оси инструмента уменьшает радиальную составляющую сил, действующих на обрабатываемую поверхность. Поэтому торец диска, образующего кольцевую камеру расширения, выполнен под углом не превышающим 10° к оси инструмента в направлении воздействия воздушного потока с целью увеличения радиальной составляющей сил, действующих на обрабатываемую поверхность,
На основании изложенного следует, что предлагаемый инструмент обладает существенными отличиями, позволяющими достичь поставленную цель.
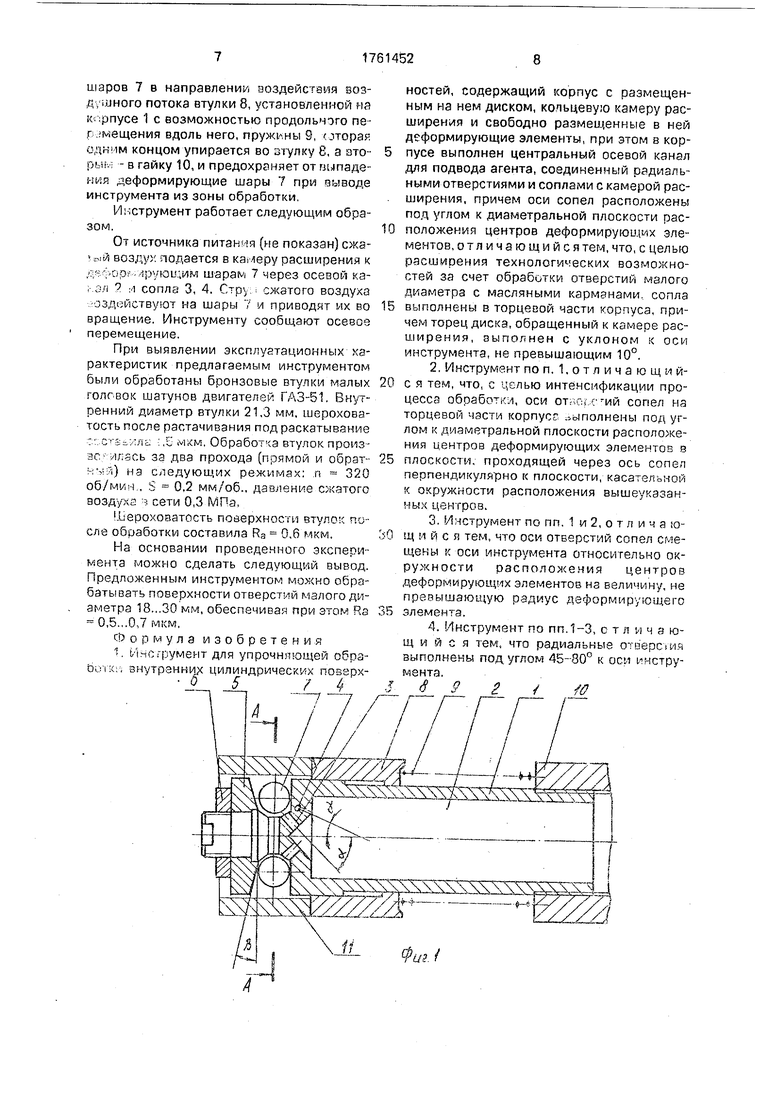
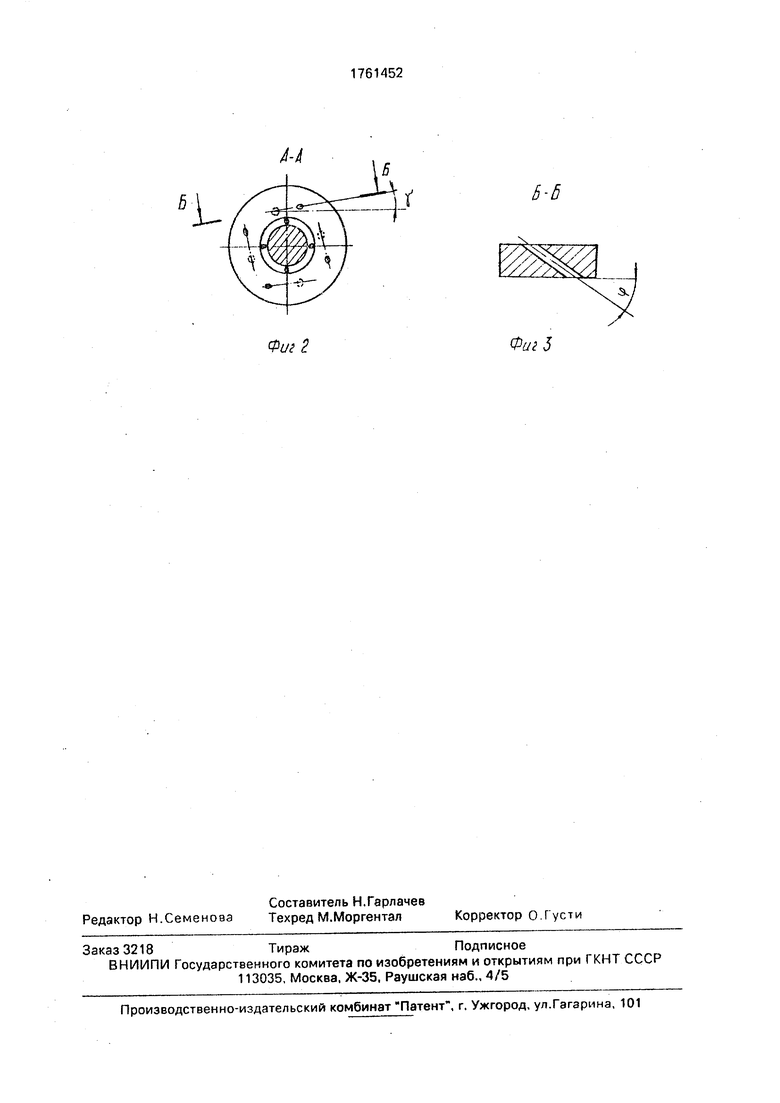
На фиг. 1 изображен инструмент, разрез: на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Инструмент состоит из корпуса 1, снабженного осевым каналом 2, радиальными отверстиями-соплами 3, расположенными под углом а к оси корпуса и соплами 4 на торцевой части корпуса 1, которые расположены под углом р к диаметру расположения центров деформирующих элементов в плоскости, проходящей через ось сопла и расположенной параллельно относител ю оси инструмента, а также под углом у в плоскости, расположенной перпендикулярно ей,диска 5, установленного на корпусе 1 и фиксируемого с помощью гайки 6, причем торец диска, образующего кольцевую камеру расширения, в которой свободно размещены деформирующие шары 7 выполнены под углом /3 к оси инструмента, исключающим самозаклинивание деформирующих
шаров 7 в направлении воздействия воз- ц,шного потока втулки 8, установленной на корпусе 1 с возможностью продольного пе- г ;мещения вдоль него, пружины 9, оторая одним концом упирается во зтулку 8, а это- р(.н. - в гайку 10, и предохраняет от ни падения деформирующие шары 7 при оыводе инструмента из зоны обработки.
Инструмент работает следующим образом.
От источника питания (не показан) сжа- тмЛ воздух подается е камеру расширения к /. -vop/. фуюи;им шарам 7 через осевой ка- . эл 1 : i сопла 3, 4. Crpv сжатого воздуха задействуют на шары 7 и приводят их во вращение. Инструменту сообщают осевое перемещение.
При выявлении эксплуатационных характеристик предлагаемым инструментом были обработаны бронзовые втулки малых голгвок шатунов двигателей ГАЗ-51, Внутренний диаметр втулки 21,3 мм, шероховатость после растачивания под раскатывание : tr Sx--/ii. ,С ivUM. Обработка втулок произ- зс / /:ась за два прохода (прямой и обрат- MV I) на следующих режимах: п 320 об/мин , S 0,2 мм/об., давление сжатого воздух -I сети 0,3 МПа,
Шероховатость поверхности втуло:с после обработки составила Ra 0,6 мкм.
На основании проведенного эксперимента можно сделать следующий вывод. Предложенным инструментом можно обрабатывать поверхности отверстий малого диаметра 18...30 мм, обеспечивая при этом На 0,5.,.0,7 мкм,
Формула изобретения
. 1/1 сп--умент для упрочняющей обра- ., внутренних цилиндрических поверх05/4
ностей, содержащий корпус с размещенным на нем диском, копьцевую камеру расширения и свободно размещенные в ней деформирующие элементы, при этом в корпусе выполнен центральный осевой канал для подвода агента, соединенный радиальными отверстиями и соплами с камерой расширения, причем оси сопел расположены под углом к диаметральной плоскости расположения центров деформирующих элементов, отлича ю щи и с ятем, что, с целью расширения технологических возможностей за счет обработки отверстий малого диаметра с масляными карманами, сопла выполнены в торцевой части корпуса, причем торец диска, обращенный к камере расширения, выполнен с уклоном к оси инструмента, не превышающим 10°.
2.Инструмент по п. 1, о т л и ч а ю щ и й- с я тем, что, с целью интенсификации процесса обработ/и, оси от,:, с-ий сопел на торцевой части корпус выполнены под углом к диаметральной плоскости расположения центров деформирующих элементов в плоскости, проходящей через ось сопел перпендикулярно к плоскости, касательной к окружности расположения вышеуказанных центров.
3.Инструмент по пп. 1 и 2, о т л и ч а га- щ и и с я тем, что оси отверстий сопел смещены к оси инструмента относительно окружности расположения центров деформирующих элементов нз величину, не превышающую радиус деформирующего элемента.
4.Инструмент по пп.1-3, с т л и ч а ю- щ и и с я тем, что радиальные отвергни выполнены под углом 45-80° к оси инструмента.
9 г / fff
в
6-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1989 |
|
SU1687421A1 |
| Инструмент для упрочняющей обра-бОТКи ВНуТРЕННиХ цилиНдРичЕСКиХпОВЕРХНОСТЕй | 1978 |
|
SU841938A1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОЙ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2002 |
|
RU2228823C1 |
| ИНСТУМЕНТ ИМПУЛЬСНО-УДАРНОГО ДЕЙСТВИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230633C1 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1984 |
|
SU1206070A2 |
| Инструмент для чистовой и упрочняющей обработки тел вращения методом пластической деформации | 1981 |
|
SU959992A2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2414341C2 |
Фиг 2
Фиг 5
| Инструмент для упрочняющей обра-бОТКи ВНуТРЕННиХ цилиНдРичЕСКиХпОВЕРХНОСТЕй | 1978 |
|
SU841938A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
