Изобретение относится к области неразрушающего контроля и может- быть использовано для измерения количества связующего в нитевидных материалах после их пропитки.
Цель изобретения - повьппение точности измерения количества связующего в нитевидных материалах путем учета скорости движения пропитываемой ленты.
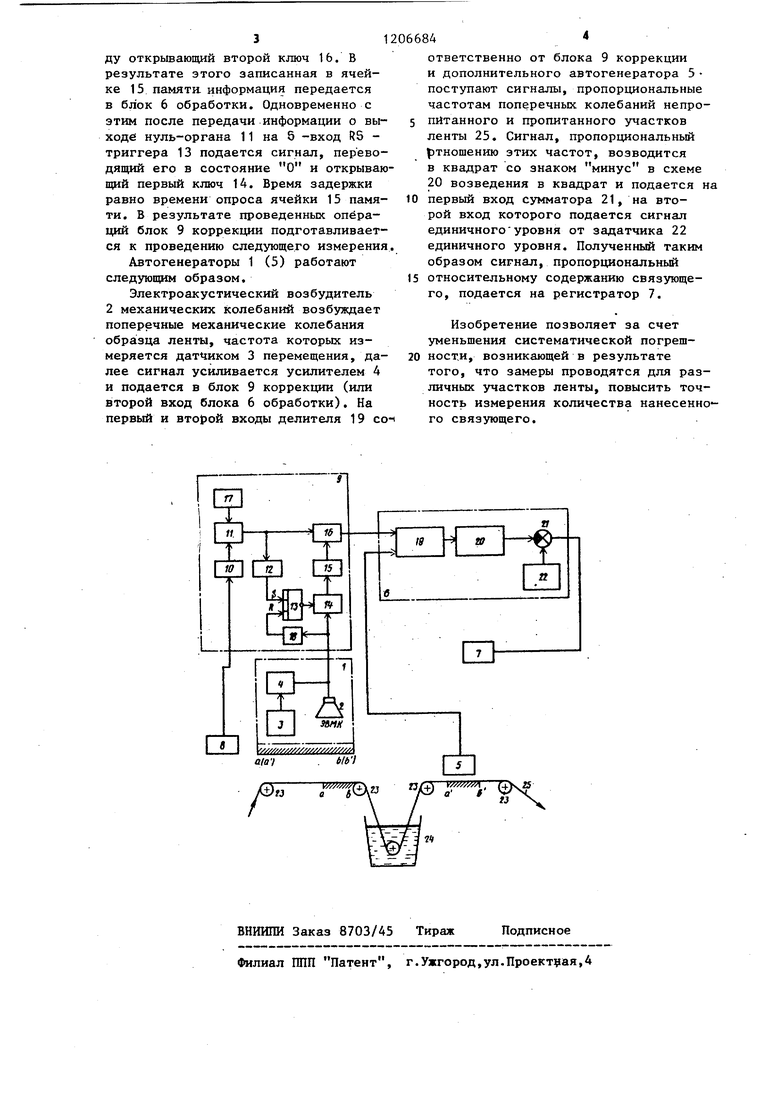
На чертеже представлена блок-схема предлагаемого устройства.
Устройство содержит автогенератор 1, снабженный электроакустическим возбудителем 2 механических колебаний, датчиком 3 перемещения и усилителем 4 дополнительный автогенератор 5, идентичньй автогенератору 1, предназначенный для размещения на участке материала (а Ь ) после пропитки, последовательно соединенные блок 6 обработки и регистратор 7, датчик 8 скорости, блок 9 коррекции, имеющий последовательно соединенные интегратор 10, нуль-орган 11,. первую линию 12 задержки, RC-триггер 13, первый ключ 14, ячейку 15 памяти и второй ключ 16, задатчик 17 базового расстояния, подключенный к второму входу нуль-органа 11, вторую линию 18 задержки, вход которой подключен .к выходу автогенератора 1, а выход кR-входу R5 -триггера 13. Выход нуль органа 11 подключен к второму входу второго ключа 16, а вход интегратора 10 подключен к выходу датчика 8 скорости. Блок 6 обработки вьшолнен из последовательно соединенных делителя 19, схемы 20 возведения в квадрат, сумматора 21 и задатчика 22 единичного интервала, выход которого соединен с вторым входом сумматора 21. Выход , сумматора 21 является выходом блока 6 обработки, а входы делителя 19 подключены к выходу второго ключа 16 и выходу, дополнительного автогенератора 5.
На чертеже показаны также направляющие ролики 23, пропиточная ванна 24 и пропитываемьй материал 25 (лента а , b - участок до пропитки, а Ь - участок после пропитки.
Устройство работает следующим образом.
Электроакустический возбудитель 2 механических колебаний, входящий в автогенератор 1, возбуждает поперечные механические колебания образца ленты 25, находящейся на участкеаЬ.
2066842
Сигнал, пропорциональньй частоте этих колебаний, поступает в блок 9 коррекции, куда поступает .также сигнал от датчика 8 скорости. По достиJ жению образца ленты 25, подвергнутого воздействию электроакустического возбудителя 2 механических колебаний автогенератора 1, от дополнительного автогенератора 5 подается сигнал на
10 второй вход блока 6 обработки, пропорциональный частоте колебаний пропитанного образца. Одновременно с этим блок 9 коррекции, где хранилась информация о частоте колебаний непроJ5 питанного образца ленты 25, подает это значение на первый вход блока 6 обработки.В последнем обрабатывается поступившая информация и сигнал, пропорциональный относительному содержа20 нию связующего, поступает в регистратор 7.
Блок 9 коррекции работает следующим образом.
, На вход интегратора 10 подается
25 сигнал, пропорциональный скорости
движения образца ленты 25. В результате интегрирования с выхода интегратора 10 на первый вход нуль-органа 11 поступает сигнал, пропорциональ-д ный расстоянию, пройденному образцом.
35
40
45
50
55
ленты 25, На второй вход нуль-органа 11 поступает сигнал от задатчика 17 базового расстояния. В случае равенства этих сигналов нуль-орган 11 по потенциальному входу открывает второй ключ 16, в противном случае он закрыт.
Одновременно с этим через синхрон- ньй ключ 14 в ячейку 15 памяти записывается сигнал, пропорциональный частоте механических колебаний непропитанного образца ленты 25, через промежуток времени, необходимый для такой записи. От второй линии 18 задержки на 9 -вход RS -триггера 13 подается сигнал, переводящий этот триггер в состояние 1, что ведет к закрыванию первого ключа 14. Этот узел (вторая линия 18 задержки, RS - триггер 13, первый ключ 14) необходим для того, чтобы обеспечить начало и конец работы блока 9 коррекции и чтобы измерение частот колебаний к производилось для одного и того же образца ленты 25.
По достижении образцом ленты 25, который подвергался измерению, участка а ) , нуль-органом 11 вырабатьша- ется сигнал, по потенциальному входу открьшающий второй ключ 16. В результате этого записанная в ячейке 15 памяти, информация передается в блок 6 обработки. Одновременно с этим после передачи информации о выходе нуль-органа 11 на S -вход R5 - триггера 13 подается сигнал, переводящий его в состояние О и открывающий первый ключ 14. Время задержки равно времени опроса ячейки 15 памяти. В результате проведенных операций блок 9 коррекции подготавливается к проведению следующего измерения
Автогенераторы 1 (5) работают следуюпщм образом.
Электроакустический возбудитель 2 механических колебаний возбуждает поперечные механические колебания ленты, частота которых измеряется датчиком 3 перемещения, далее сигиал усиливается усилителем 4 и подается в блок 9 коррекции (или второй вход блока 6 обработки). На первый и второй входы делителя 19 со
6684
ответственно от блока 9 коррекции и дополнительного автогенератора 5 поступают сигналы, пропорциональные частотам поперечных колебаний непро- 5 пйтанного и пропитанного участков ленты 25. Сигнал, пропорциональный ртношению этих частот, возводится
на
в квадрат со знаком минус в схеме 20 возведения в квадрат и подается
первый вход сумматора 21, на второй вход которого подается сигнал единичного уровня от задатчика 22 единичного уровня. Полученный таким образом сигнал, пропорциональный
относительному содержанию связующего, подается на регистратор 7.
Изобретение позволяет за счет уменьшения систематической погреш- ности, возникающей в результате
того, что замеры проводятся для различных участков ленты, повысить точность измерения количества нанесенно-- го связующего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения количества связующего в ленточных материалах | 1984 |
|
SU1206683A1 |
| Устройство для измерения количества связующего в ленточных материалах | 1984 |
|
SU1228925A1 |
| Устройство для бесконтактного измерения толщины перемещающихся листовых материалов и пластин | 1990 |
|
SU1739192A1 |
| Синхронно-синфазный электромагнитный вибропривод | 1980 |
|
SU964885A1 |
| Система автоматического управления поштучным редуцированием с натяжением на многоклетевом стане с индивидуальным электроприводом | 1985 |
|
SU1297959A1 |
| Устройство контроля скорости ленты конвейера | 1989 |
|
SU1752687A1 |
| Система автоматического управления процессом обжига абразивного инструмента на керамической связке в щелевой печи | 1982 |
|
SU1104344A1 |
| Устройство для измерения плотности и вязкости жидких сред | 1982 |
|
SU1092377A1 |
| Устройство для регулирования технологических параметров по заданной программе | 1983 |
|
SU1136121A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
aia i
ЫЬ 1
/Тл .
АУн в
ВНИИПИ Заказ 8703/45 Тираж Подписное Филиал ППП Патент, г.Ужгород,ул.Проектная,4
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Верхний многокамерный кессонный шлюз | 1919 |
|
SU347A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
