Изобретение относится к измерительной технике и может быть использовано при измерении содержания связующего в ленте, протягиваемой через пропиточную ванну и укладываемой на вращающуюся он- 1)авку.
Целью изобретения является повышение точности измерения.
Предлагаемое изобретение за счет учета переменной скорости движения материала позволяет определять количество нанесенного связующего на один и тот же участок ленты, а также за счет установки датчиков натяжения на участках до и после узла пропитки, при измерении количества связующего обеспечивает учет влияния изменения натяжения ленты на количество связующего. Неучет этого в известном устройстве ведет к тому, что измерение частот колебаний fi и - производится для различных образцов ;1епт1з1. Это приводит к появлению одной из составляющих систематической погрешности, возникающ.ей при он- ределении нанесенного па ленту количества связующего.
Для устранения этой составляющей систематической norpeiunocTH в предлагаемое устройство введен датчик скорости движения материала. Интегрируя сигнал, пропорциональный скорости движения, и сравнивая его с сигналом, соответствующим расстоянию от узла измерения частоты колебаний ненронитанного образца до узла измерения частоты колебаний образца с нанесенным Fia него связуюгцим, можно добиться устранения этой HorpeHJHocTH.
На фиг. представлена структурная схема предлагаемого устройства; на фиг. 2 и 3 - структурные схемы соответственно устройства управления и вь числительного блока; па фиг. 4 - диаграммы погрешности измерения количества нанесенного связующего для известного и предлагаемого изобретений.
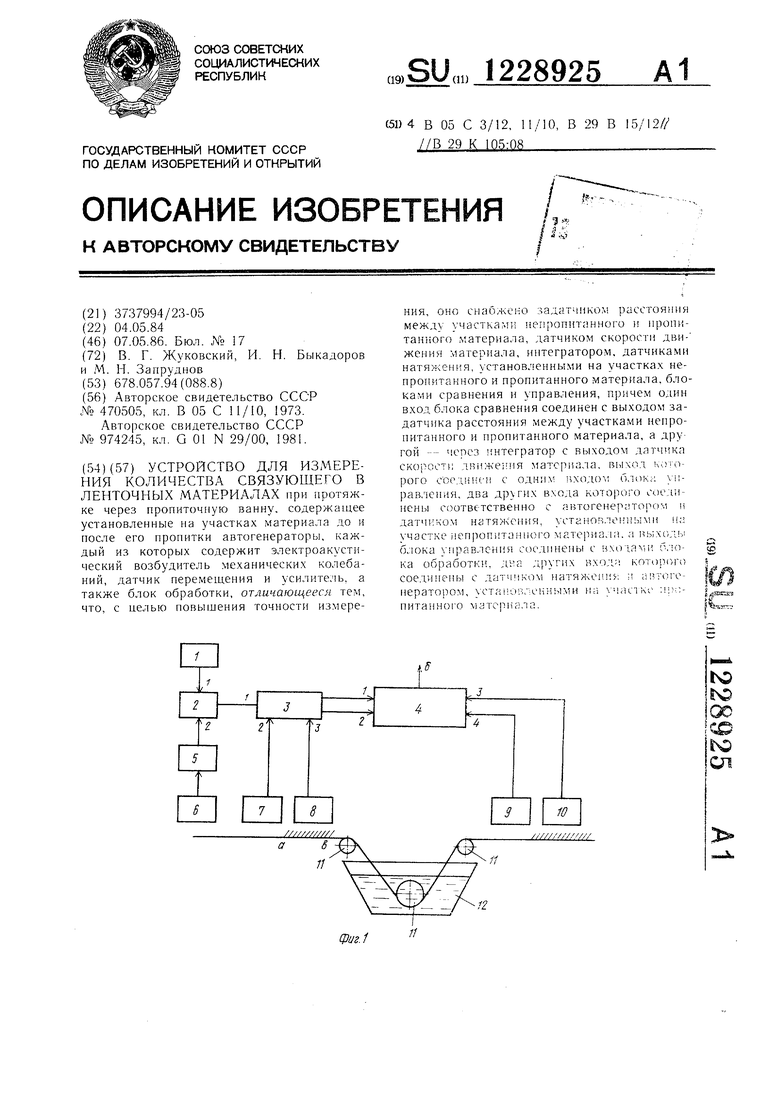
Устройство содержит задатчик 1 расстояния между участками пенропитанного и пропитанного материалов, на которых производится измерение частот колебаний, выходом подключенный к первому входу блока 2 сравнения. Блок 2 сравнения подсосдипен к управляющему входу блока 3 управления, который выходами связан с первым и вго- рым входами блока 4 обработки.
К второму входу блока 2 сравнения через интегратор 5 подключен выход датчика 6 скорости движения материала.
Информационные входы (второй н третий) блока 3 управления связаны соответственно с выходами датчика 7 натяжения и автогенератора 8, установленных на участке ленты, где производится измерение, до узла нропитки. Находящиеся на участке ленты после узла пропитки датчик 9 натяжения и автогенератор 10 своими выходами подключены соответственно к третьему и четвертому входам блока 4 обработки. Лента
0
через направляющие ролики 1 1 проходит ванну 12, где осуществляется пронитка. Каждый автогенератор 8 или 10 включает в себя электроакустический возбудитель механических колебаний, датчик перемещения и усилитель.
Блок 3 управления .может быть выпол- неп в Е.иде структурной схемы, содержащей ключ 13, управляющим входом связанный с выходом блока 2 сравнения, а информационными входами - с выходами регистров 14 и 15, входы которых являются входами блока 3 управления. Выходы ключа 13 являются выходами блока 3 управлепия.
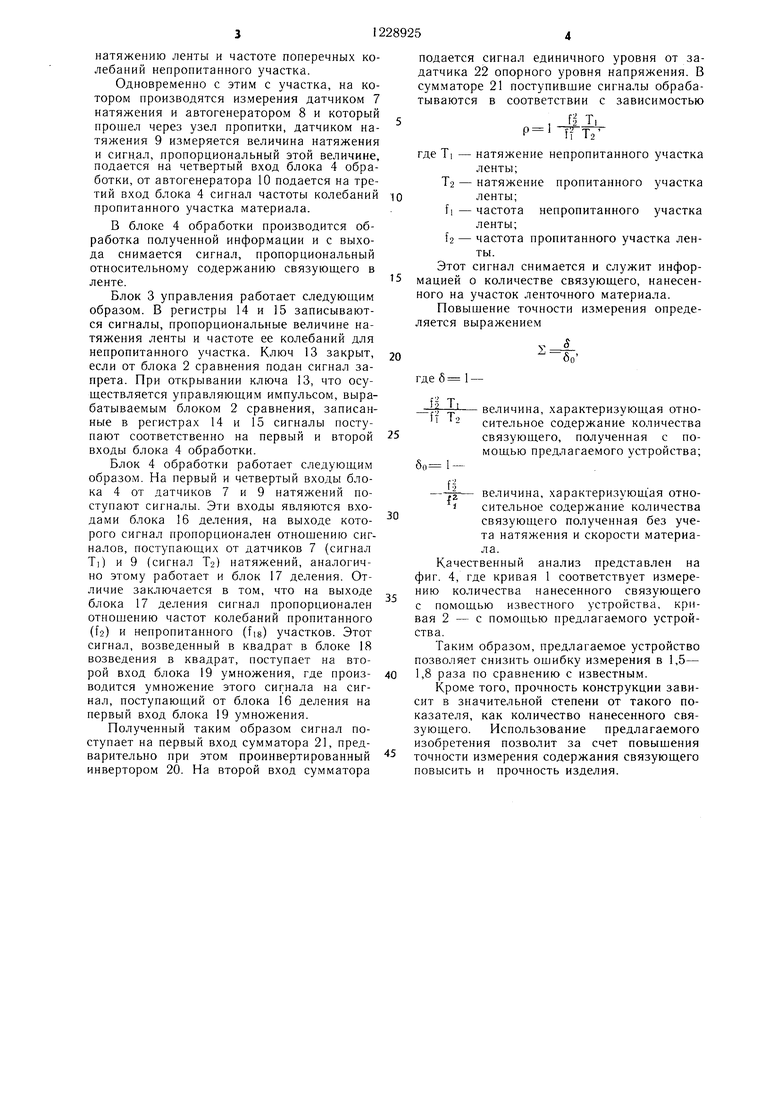
Блок 4 обработки может быть выполнен в виде структурной схемы, содержащей два блока 16 и 17 деления, при этом первый и четвертый входы блока 4 обработки являются входами блока 16 деления, а второй и третий входы блока обработки -- входами б.юка 17 деления. Выход блока 17 деления подключен к блоку 18 возведения в квадрат.
Выходы блока 16 деления и блока 18 подключены соответственно к первому и второму входам блока 19 умножения, который своим выходом через инвертор 20 связан
5 с первым входом сумматора 21, на второй вход которого поступает сигнал от задат- чика 22 опорного напряжения, пропорциональный . Выход сумматора 21 яв.тя- ется В1з1ходом блока 4 обработки.
Предлагаемое устройство работает сле- д у ю щ и м обр а 3 о м.
Датчиком 7 натяжения измеряют натяжение ленты на участке до узла пропитки и З та величина запоминается в блоке 3 угфав.чения. На этот же блок 3 подается сигнал частоты ко.чебаний непропитанного участка, вызва1 ;ный действием электроакустического возбудителя механических колебаний аитогенератора 8, и также запоминается.
Одновременно датчиком 6 скорости из.ме0 ряется скорость движения ;1епты и а граторе 5 интегрируется. С выхода гратора 5 сигнал, пропорциональный чине нереме1н,ения ленты, подается т рой вход блока 2 сравнения, на пс|и5ЫЙ р.ход которого от задатчика 1 расстояния посту5 пает сигнал, пропорциональный пути. к()-;-о- рый проходит образец лент1 1 от участка установки автогенератора 8 до тановки автогенератора 10. В равенства этих си -калов на ч вход блока 3 управления посту: закрывающий это устройство. Ггсли сигиал, поступающий от ; , 1 расстояния, равен сигналу, подаваемому от nn i Ci paTO- ра 5, в б/юкс 2 сравнеш я щ-лрабатыаастся управляющий импульс, OTKObniaioiiLni - блок
;; 3 управлении. В рсзу.чьтнто эт;;го вый и второй nxoj.bi б,к;ки - «бг подаются запомне1П1ь;с z блоке о упра соответствс1П{о cnrna.iiji. пронорцмон
0
5
0
пер- 1йботки i. ieiiHH 1льпые
натяжению ленты и частоте поперечных колебаний непропитанного участка.
Одновременно с этим с участка, на котором производятся измерения датчиком 7 натяжения и автогенератором 8 и который прошел через узел пропитки, датчиком натяжения 9 измеряется величина натяжения и сигнал, пропорциональный этой величине подается на четвертый вход блока 4 обработки, от автогенератора 10 подается на третий вход блока 4 сигнал частоты колебаний пропитанного участка материала.
В блоке 4 обработки производится обработка полученной информации и с выхода снимается сигнал, пропорциональный относительному содержанию связующего в ленте.
Блок 3 управления работает следующим образом. В регистры 14 и 15 записываются сигналы, пропорциональные величине натяжения ленты и частоте ее колебаний для непропитанного участка. Ключ 13 закрыт, если от блока 2 сравнения подан сигнал запрета. При открывании ключа 13, что осуществляется управляющим импульсом, вырабатываемым блоком 2 сравнения, записанные в регистрах 14 и 15 сигналы поступают соответственно на первый и второй входы блока 4 обработки.
Блок 4 обработки работает следующим образом. На первый и четвертый входы блока 4 от датчиков 7 и 9 натяжений поступают сигналы. Эти входы являются входами блока 16 деления, на выходе кото- рого сигнал пропорционален отношению сигналов, поступающих от датчиков 7 (сигнал Т) и 9 (сигнал Т2) натяжений, аналогично этому работает и блок 17 деления. Отличие заключается в том, что на выходе блока 17 деления сигнал пропорционален отношению частот колебаний пропитанного (f2) и непропитанного (fis) участков. Этот сигнал, возведенный в квадрат в блоке 18 возведения в квадрат, поступает на второй вход блока 19 умножения, где произ- водится умножение этого сигнала на сигнал, поступающий от блока 16 деления на первый вход блока 19 умножения.
Полученный таким образом сигнал поступает на первый вход сумматора 21, предварительно при этом проинвертированный инвертором 20. На второй вход сумматора
подается сигнал единичного уровня от за- датчика 22 опорного уровня напряжения. В сумматоре 21 поступившие сигналы обрабатываются в соответствии с зависимостью
f Т
Р ТГту
где TI - натяжение непропитанного участка
ленты; Т2 - натяжение пропитанного участка
ленты; fi - частота непропитанного участка
ленты;
Iz - частота пропитанного участка ленты.
Этот сигнал снимается и служит информацией о количестве связующего, нанесенного на участок ленточного материала.
Повышение точности измерения определяется выражением
S
21
бо
величина, характеризующая относительное содержание количества связующего, полученная с помощью предлагаемого устройства;
величина, характеризующая относительное содержание количества связующего полученная без учета натяжения и скорости материала.
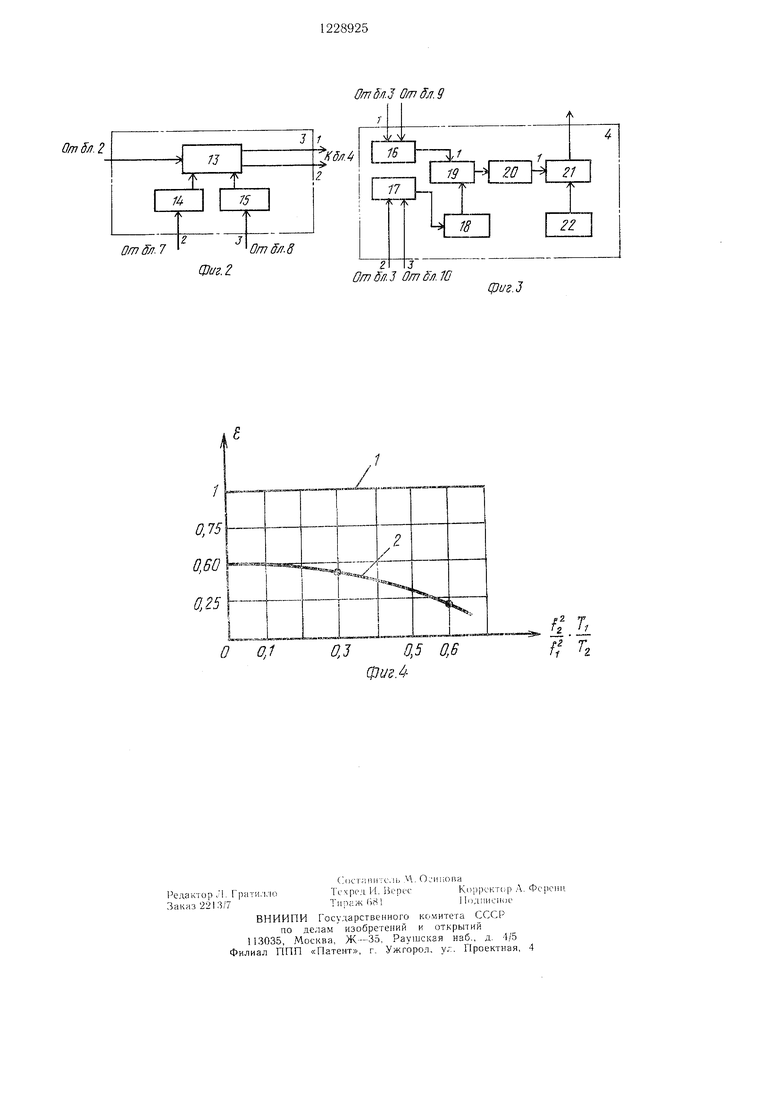
Качественный анализ представлен на фиг. 4, где кривая 1 соответствует измерению количества нанесенного связующего с помощью известного устройства, кривая 2 - с помощью предлагаемого устройства.
Таким образом, предлагаемое устройство позволяет снизить ошибку измерения в 1,5- 1,8 раза по сравнению с известным.
Кроме того, прочность конструкции зависит в значительной степени от такого показателя, как количество нанесенного связующего. Использование предлагаемого изобретения позволит за счет повышения точности измерения содержания связующего повысить и прочность изделия.
От 5л. 2
Кд/.
ОтУлЛ От5/1.8
фиг. 2
Umдл. От бл.З
1
OmSn. Олпд лЛО
фиг.З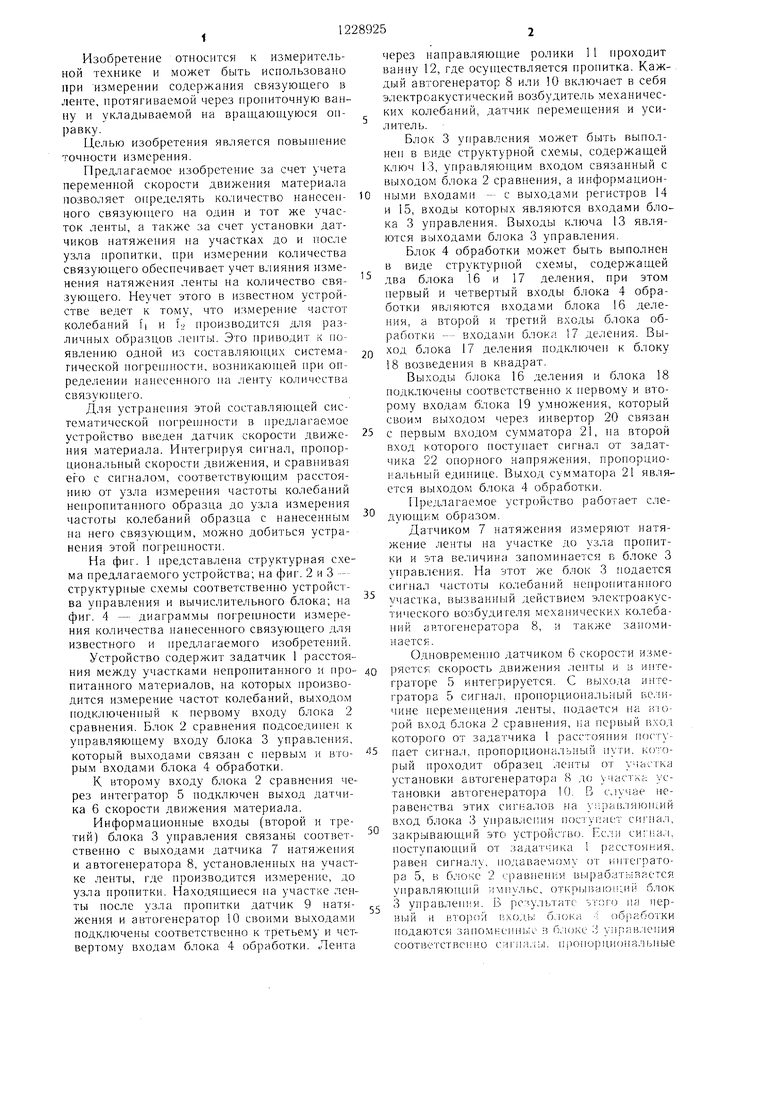
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения количества связующего в ленточных материалах | 1984 |
|
SU1206683A1 |
| Устройство для измерения количества связующего в нитевидных материалах | 1984 |
|
SU1206684A1 |
| Устройство для измерения количества связующего в нитевидных материалах | 1981 |
|
SU974245A1 |
| Устройство для измерения количества связующего в пропитанной ленте | 1984 |
|
SU1254367A1 |
| Система автоматического регулирования технологических параметров при намотке изделий из композиционных материалов | 1984 |
|
SU1198482A2 |
| Система автоматического регулирования технологических параметров при намотке изделий из композиционных материалов | 1982 |
|
SU1075241A1 |
| Устройство для измерения содержания связующего в длинномерном плоском армирующем материале | 1987 |
|
SU1518762A1 |
| Устройство для управления процессом пропитки движущегося материала связующим | 1977 |
|
SU719976A1 |
| Регулятор натяжения | 1981 |
|
SU979251A1 |
| Регулятор для объектов с транспортным запаздыванием | 1977 |
|
SU641394A1 |
О 0,10,30,5 0,6
фиг.// Гг
| Устройство для управления подачей связующего на движущийся стеклонаполнитель | 1973 |
|
SU470505A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для измерения количества связующего в нитевидных материалах | 1981 |
|
SU974245A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
