Изобретение относится к автоматизации прокатного производства и мо- жет быть применено для регулирования теплового режима нагревательно печи с целью экономии энергии.
Цель изобретения - снижение потребления тепловой энергии.
На.чертеже представлен пример реализации пр едлагаемого способа.
Заготовки нагреваются в нагревательной печи 1 и подаются для прокатки в клети 2, 3 и 4, каждая из которых снабжена блоками 5, 6 и 7 измерения среднеквадратичных токов
(моментов) I
1скв
lifcr
-Зскв
8, 9 и 10 измерения нагрузок М,,, Mg, M.J. В блоке 11 производится определение наиболее загруженной клети по максимуму отношения
блоками
где
2 AO«/J
1 ска АОП
допустимые по нагреву токи приводов клетей.
Для наиболее загруженной клети формируется сигнал - I ,оп выходе блока 11. В блоке 12 формируются сигналы на изменение температуры нагрейа заготовок, которые подаются в систему 13 регулирования температурного режима печи изменением подачи топлива. Регулирование прекращается при превышении хотя бы одной из нагрузок клетей М(, М, М, (моментов или усилий прокатки) заданных
максимальных значений М,,,, М, М или при достижении предельных величин заданного диапазона температур ... 1°та- нагрева металла по требованиям технологии прокатки.
Для включения влияния колебаний ритма прокатки отдельных за.готовок регулирования температурного режима в нагревательной печи производится с темпом, обеспечивающим с учетом постоянной времени нагрева установившуюся температуру заготовок в печи, что обеспечивается задатчйком интенсивности, установленным в блоке 12.
Для увеличения быстродействия в зоне больших рассогласований (значений разности токов) в блоке 12 предусмотрено формирование пропорциональной составляющей коррекции задания температурного режима печи, вьЬ числяемой по соотношению
At° Ко (
где предварительно заданы величины:
С - температурный коэффициент для ка.ждой марки стали; 1000
id
сопротивлением деформации металла в клетях (jjj и постоянной А размеров прокатываемого профиля.
Способ обеспечивает работу комплекса нагревательная печь - прокатный стан с минимальным расходом тепловой, энергии. .
)- Ts-коэффициент определяемьй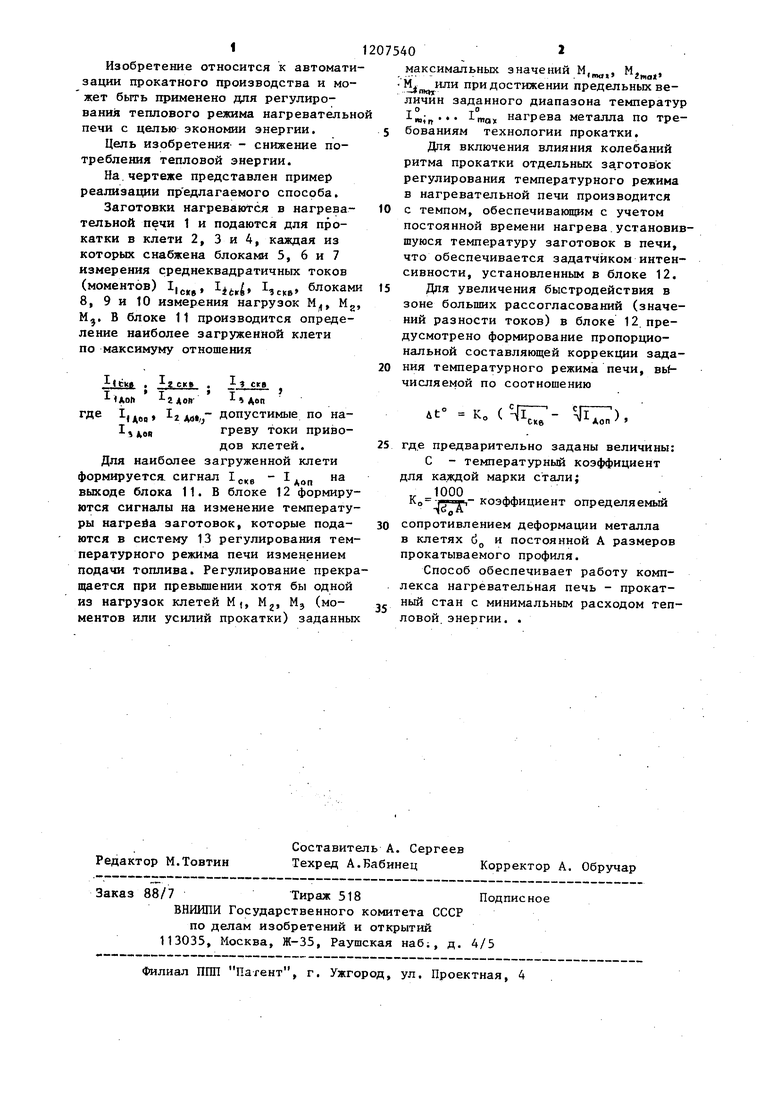
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования потребления энергии комплексом нагревательные печи - прокатный стан | 1989 |
|
SU1681993A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА И КАТАНКИ НА НЕПРЕРЫВНОМ СТАНЕ | 2001 |
|
RU2201819C1 |
| Устройство регулирования температуры подката для широкополосного стана горячей прокатки | 1987 |
|
SU1444003A1 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| СПОСОБ НАГРЕВА СТАЛЬНЫХ ЗАГОТОВОК ИЗ УГЛЕРОДИСТЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД ПРОКАТКУ | 2000 |
|
RU2184786C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ КОЛИЧЕСТВА ЗАГОТОВОК МЕЖДУ ПРИЕМНЫМ РОЛЬГАНГОМ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ И РОЛЬГАНГОМ КЛЕТИ СТАНА | 1995 |
|
RU2082997C1 |
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |

Редактор М.Товтин
Составитель А. Сергеев
Техред А.Бабинец Корректор А. Обручар
Заказ 88/7Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб;, д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
