(54) СИСТЕМА УПРАВЛЕНИЯ КОМПЛЕКСОМ НАГРЕВАТЕЛЬНАЯ ПЕЧЬ - СОРТОВОЙ ПРОКАТНЫЙ СТАН
I
Изобретение относится к производству проката и может быть использовано на непрерывных прокатных станах.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является система управления комплексом нагревательная печьпрокатный стан, реализующая способ управления режимом работы прокатных станов, содержащая нагревательную (или несколько) печь, прокатные станы с устройствами регулирования, устройство управления -выдачей заготовок из печи с блоком коррекции режима выдачи заготовок ГП
Однако в этой системе агрегаты комплекса нагревательная печь - стан работает несогласованно. При отклонениях тока свободной прокатки от заданного в результате изменения сопротивления деформации, вызванного изменением температуры заготовки, прокатка ведется с перерасходом энергии на передел.
Цель изобретения - уменьшение расхода энергии на передел.
Эта цель достигается тем, что система дополнительно содержит функциональный блок, на входы которого подключены датчик тока привода первой клети и задатчик .тока свободной прокатки привода первой клети. Выходы функционального блока подключены на входы регуляторов температуры в печи, на вход устройства группового регулирования скорости приводов клетей и на .вход устройства управления выдачей заготовок из печи.
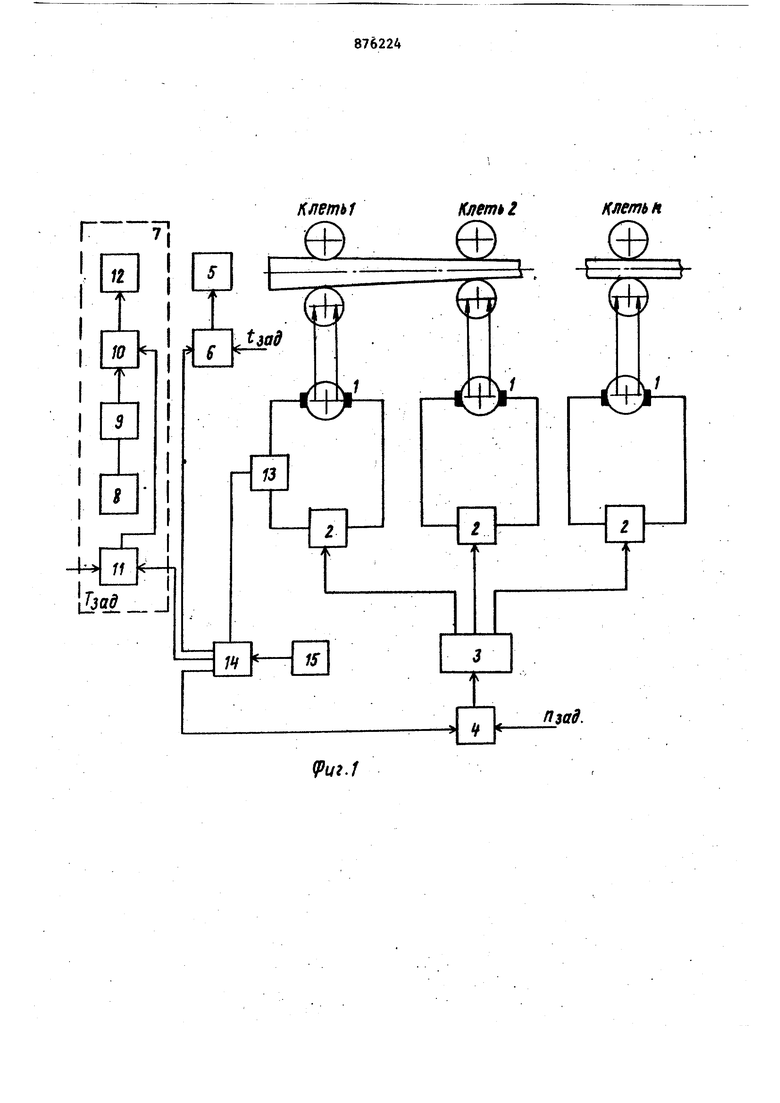
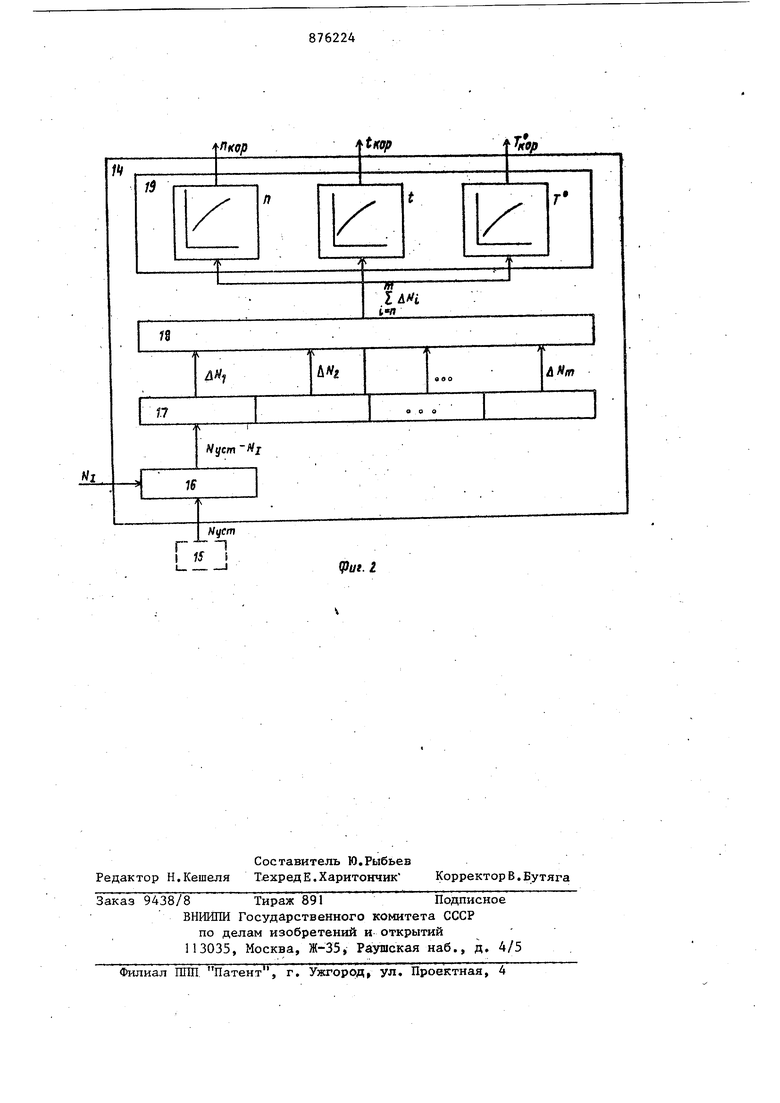
Током свободной прокатки можно считать статический ток главного привода при прокатке без натяжения, которая является характерной для про изводства сортового проката. Ток свободной прокатки определяется сопротивлением деформации прокатываемого металла, которое при неизмененных входном сечении заготовки и марке стали зависит от температуры. 3 На фиг. показана блок-схема cHCTeMiiij на фиг. 2 - блок-схема функ ционального блока. Система содержит двигатели 1 прокатных клетей, подсистемы 2 управления электроприводами клетей, связанные с устройством 3 группового регулирования скорости двигателей прокат ных клетей. На вход устройства 3 гру пового регулирования подключен блок 4 коррекции скорости прокатки. На вход устройства 5 управления вьщачей заготовок из печи подключен блок 6 коррекции интенсивности вьщачи заго товок из печи. Подсистема 7 регулирования температуры металла в нагревательной печи содержит датчик 8 температуры в печи, выход которого через потенци-. ометр 9 подключен на один из входов регулятора 10 температуры в печи. Выход блока 11 коррекции температуры в печи подключен.на второй вход регулятора 10. Выход регулятора 10 под ключен на вход исполнительного механизма 12. Bbixorf датчика 13. тока элек тропривода первой клети подключен на один из входов функционального блока 14, на второй вход которого подключен, задатчик 15 тока свободной прокатки. Выходы функционального бло ка l4 подключены на вход блоков 4, 6 и 1 коррекции скорости прокатки, интенсивности выдачи заготовок и тем пературы в печи. Работа системы осуществляется сле дующим образом. При работе комплекса в блоки 4, 6 и 11 задаются установки, соответственно, скорости прокатки , интенсивности вьщачи заготовок из печи температуры в печи Т.. При про катке заготовок, вьщанных из печи, в функциональном блоке 14 из полного тока двигателя, поступающего с датчика 3 3 тока электропривода перво клети, выделяется ток свободной прокатки. Разница между заданным током свободной прокатки с задатчика 15 и действительным током усредняется по партии заготовок и с выхода функционального блока 14 поступает на входы блоков 4, 6 и 11 коррекции. Блоки 4, 6 и И предназначены для алгебраического суммирования выходного сигнала, поступающего с одного из выходов блока 14, с сигналами задания соответственно , Цд, Т, и могут быть реализованы при помощи стандартного прибора КП-2. В зависимости от величины выходного сигнала блока 14 в блоке 4 корректируется заданная скорость прокатки HjQ, в блоке 6 - заданная интенсивность выдачи заготовок из печи -ЬаА ® блоке 11 - заданная температура в печи . Блок 14 содержит субблок 16 определения разности, выход которого подключен на вход субблока I7 сдвигающих регистров. Выходы субблока 17 подключены на вход сумматора 18, выход которого подключен на входы субблока -1 9 функциональных преобразователей скорости, времени и температуры, связанных с блоками 4, 6 и 11 коррекции скорости прокатки, интенсивности выдачи заготовок и температуры в печи. Работа блока осуществляется следующим образом. На один из входов субблока 16 задается установка N, тока свободной прокатки с задатчика 15. На второй вход субблока 16 поступает сигнал N, соответствующий току свободной прокатки, вьщеленному из полного тока двигателя, поступакмцего с N датчика 3 тока электропривода первой клети. В субблоке 16 происходит алгебраическое суммирование сигналов N и Nj. выраженных в числовых кодах .y.-N ., где - порядковый номер заготовки в данной партии. Разница поступает в субблок 17 m сдвигакяцих регистров, где m - количество заготовок, по которым производится усреднение тока нагрузки, который устанавливается экспериментально для коикретного комплекса нагревательная печь - стан. При прохождении заготовок через вилки 1 клети в .сумматоре 18 происходит алгебраическое суммирование д N +uNr}+.. .4-ДМ,; S А N,и этот сигиал CAN., полученный дпя m заготовок, поступает на вход субблока .19 функциональных преобразователей, в состав которого входят отдельные функциональные преобразователи, вырабатывающие сигналы корректирующих воздействий на скорость прокатки, интенсивность выдачи заготовок из печи, температуру в печи. Реализация определения корректирующих воздействий в функциональных преобразователях осуществляются по экспериментальным данным либо методом
включения опорных величин в соответствии с заданной комбинацией входного цифрового сигнала (в каждом крнкретном случае), либо путем использования набора типовых цифроаналоговых нелинейных блоков (ЦАНБ), .
Сигнал коррекции скорости выхода субблока 19 поступает на один из входов блока 4, где алгебраически суммируется с сигналом задания скорости . Скорректированное задание на скорость группы электродвигателей с выхода блока 4 поступают на вход блока 3 группового регулирования скорости. Сигнал коррекции по времени выхода субблока 19 поступает на один из входов блока 6 и, изменяя Чад корректирует темп выдачи заготовок из- печи.
Сигнал коррекции по температуре Т с выхода субблока 19 поступает на один из входов блока 11, где алгебраически суммируется с сигналом задания температуры . Скорректированное задание температуры с выхода блока 11 поступает на вход регулятора 10 температуры в печи. Величины скорректированных в блоках 4, 6 и 11 коррекции значений скорости прокатки, интенсивности вьщачи заготовок и температуры в печи поступают на входы, соответственно, устройства 3 группового регулирования скорости, устройства 5 управления выдачей заготовок из печи и регулятора 10 температуры в печи. Блок 3 представляет собой систему многосвязного регулирования скорости электродвигателей непрерывного прокатного стан
В блоке 10 алгебраически суммируются сигналы, выходящие с блока 9 и блока 11. Блок 10 может быть реализован на стандартном устройствеКП-2
При равенстве действительного и заданного блоков свободной прокатки система работает как обычная система поддержания заданной скорости прокатки и тепловой нагрузки печи. При отклонении тока свободной прокатки от заданного в результате изменения сопротивления деформации, вызванного изменением температуры заготовки, система управления автоматически изменяет уставки скорости прокатки . fl; блоке 4 коррекции скорости прокатки, уставки интенсивности выдачи заготовок блоке 6 коррекции интенсивности выдачи заготовок, уставки температуры в печи Т зад. в блоке 11 коррекции температуры в печи. Сувеличением тока свободной прокатки первой клети по сравнению с заданной скорость прокатки и интенсивность вьщачи заготовок уменьшается, а температура в печи повьшается. При уменьшении тока свободной прокатки первой клети по сравнению с заданным скорость прокатки и интенсивность выдачи заготовок увеличивается, а температура в печи понижается.
20
Формула изобретения
Система управления комплексом нагревательная печь - сортовой прокатный стан, содержащая регуляторы температуры в печах, устройство группового регулирования скорости приводов клетей, устройство управления вьщачей заготовок из печи, датчик тока привода первой клети , задатчик тока свободной прокатки привода первой клети, блок коррекции температуры в печи, блок коррекции скорости прокатки, блок коррекции интенсивности выдачи заготовок из печи, отличающаяся тем, что, с целью уменьшения потерь электрической и тепловой энергии, она дополнительно содержит функциональный блок, входы которого соединены с датчиком тока привода первой клети, задатчиком тока свободной прокатки привода первой клети, а выходы функционального блока через соответствующие блоки коррекции соединен со входами регуляторов температуры в печи, со входом устройства группового регулирования скорости клетей, со входом устройства управления вьщачей заготовок из печи.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 502669,кл. В 21 В 37/00, 1974. клеты
t/г./ Клетг КлстЫ1
I 15 i
(Put. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Система управления технологической линией прокатного комплекса | 1984 |
|
SU1202651A1 |
| Устройство для управления режимом нагрева многозонной печи | 1983 |
|
SU1137452A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Система стабилизации межклетевых натяжений проката на стане | 1982 |
|
SU1044360A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Способ регулирования ритма выдачи заготовок из печей и устройство для его осуществления | 1976 |
|
SU655447A1 |
| Способ управления темпом выдачи заготовок из печей | 1981 |
|
SU1028400A2 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |