Изобретение относится к обработке металлов давлением, а именно к способам ковки крупных сплошных поковок ответственного назначения, и может быть использовано в тяжелом и энергетическом машиностроении.
Целью изобретения является повы- качества изделий путем увеличения равномерности проработки металла по объему и предотвращения
смещения оси слитка.
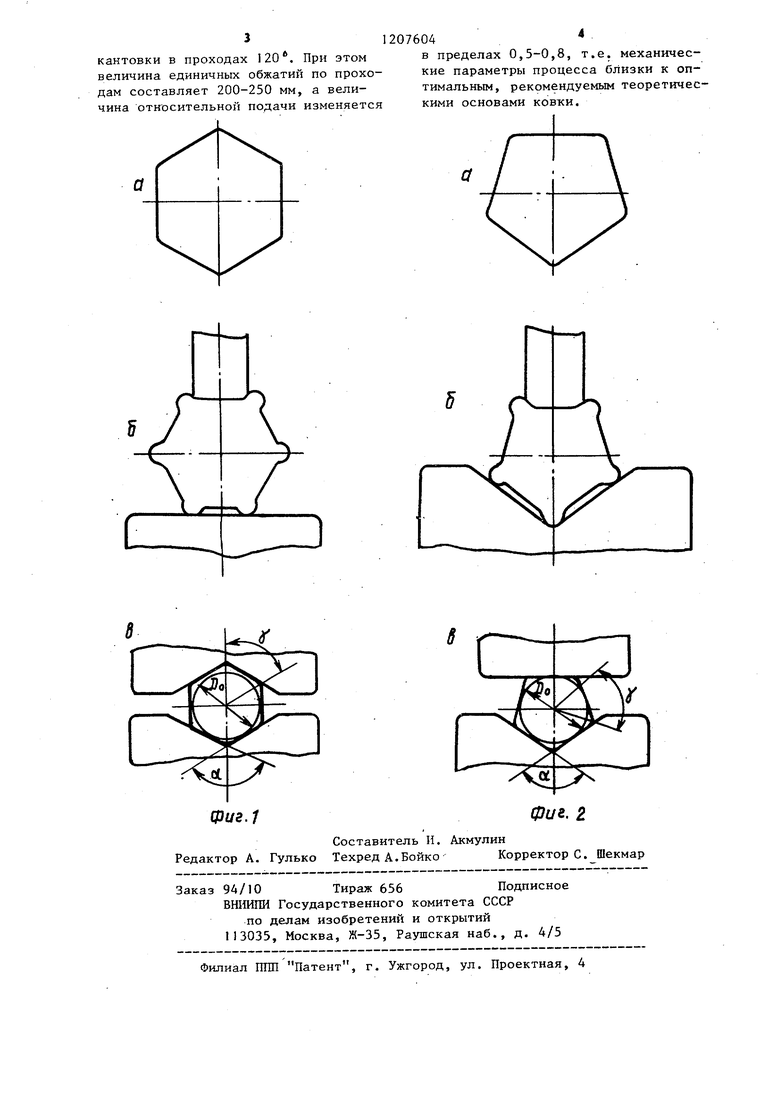
На фиг. Id представлено сечение заготовки после предварительной ковки слитка на шестиграннике при изготовлении вала в ромбических вырезных бойках; на фиг. 16- то же, посл прожима по граням; на фиг. 1 & - то же, при протяжке на окончательные размеры; на фиг. 2di - сечение заготовки после предварительной ковки слитка на пятигранник при изготовг- лении вала в ромбических комбинированных бойках; на фиг. 2v - то же, после прожима по граням; на фиг. 2& то же, при протяжке на окончательные размеры.
Способ осуществляют следующим образом.
,Слиток предварительно обжимают в вырезных ромбических бойках на сечение правильного многогранника с количеством граней 3-8 (фиг. И-2й) Затем полученную заготовку прожимают по граням многогранника бойком,непре- крывающум ширину последних (фиг. 1В -2 После этого осуществляют протяжку на окончательные размеры поковки через тот же правильный многогранник с количеством граней 3-8 (фиг. Ц- 2В). При этом как при предварительной ковке слитка, так и протяжке на окончательные размеры поковки должны выполняться следующие условия связи между углом выреза бойка о( и углом кантовки в проходах:
ot 180-360°/h; (180 -Л), где о( - угол выреза бойка, град.; 1 - угол кантовки, град.; К- натуральный ряд чисел 2, 3, ..., и т.д.
При этом предварительную ковку и протяжку в комбинированных ромбических бойках осуществляют через многогранник с нечетным количеством граней, а в вырезных ромбических - через многогранник с четным количеством граней.
Пример. .Вал ротора генератора массой 120 т диаметром по бочке
1400 мм при длине бочки 6000 мм и длине шеек по 3000 мм (диаметр шеек 800 мм/ изготавливают на прессе 12000 тс из слитка массой 205 т.
Сгшток в сечении 30-гранник. После ковки цапфы со стороны прибыли слитка производят предварительную ковку его на пятигранник в комбинированных ромбических бойках с углом
выреза
08 С.
В этом же выносе, пос
ле смены верхнего плоского бойка на специальный с профилем рабочей поверхности в виде параболы, производят прожим его по граням пятигранни- ка со степенью деформации 7, 5%.. Во втором выносе осуществляют протяжку заготовки в комбинированных бойках (верхний плоский) с многогранника сечением 1800 мм на 1400 мм и последующей сбивкой граней многогран- , кика на круг 1400 мм. После этого производят разметку заготовки и предварительную ковку щеек на круг 1200 мм через пятигранник. Протяжку проводят по проходам с единичными обжатиями 200 мм и углом кантовки 144 .. В результате получен правиль- ньй пятигранник сечением 1400 мм. При ковке щеек ротора также производят ковку на правильный пятигранник. В третьем выносе производят протяжку левой шейки до размеров поковки через пятигранник сечением 800 мм, а в четвертом - правой шейки.
0
5
(1
5
П р и м е р 2. Изготавливают ступенчатый вал диаметром по бочке 2000 мм и шеек 1500 мм массой 150 т из слитка массой 235 т.
После ковки цапф слиток, имеющей 36 граней, протягивают в вырезных бойках на шестигранник сечением 2400 мм с углом кантовки в проходах 120 „ В том же выносе шестигранную заготовку устанавливают на плоскую плиту и специальньм бойком (параболическим) осуществляют прожим заготовки по граням на величину 100 мм с каждой. В тре тьем выносе проводят протяжку заготовки с шестигранника 2200 мм на круг 2000 мм через правильный шестигранник с диаметром вписанной окружности 2000 мм и углом кантовки в проходах 120.
В четвертом выносе осуществляют протяжку шеек до размеров поковки с шестигранника 2000 мм на круг 1500мм через шестигранник 1500 мм с углом
кантовки в проходах 120. При этом величина единичных обжатий по проходам составляет 200-250 мм, а величина относительной подачи изменяется
1207604
в пределах 0,5-0,8, т.е. механические параметры процесса близки к оптимальным, рекомендуемым теоретическими основами ковки.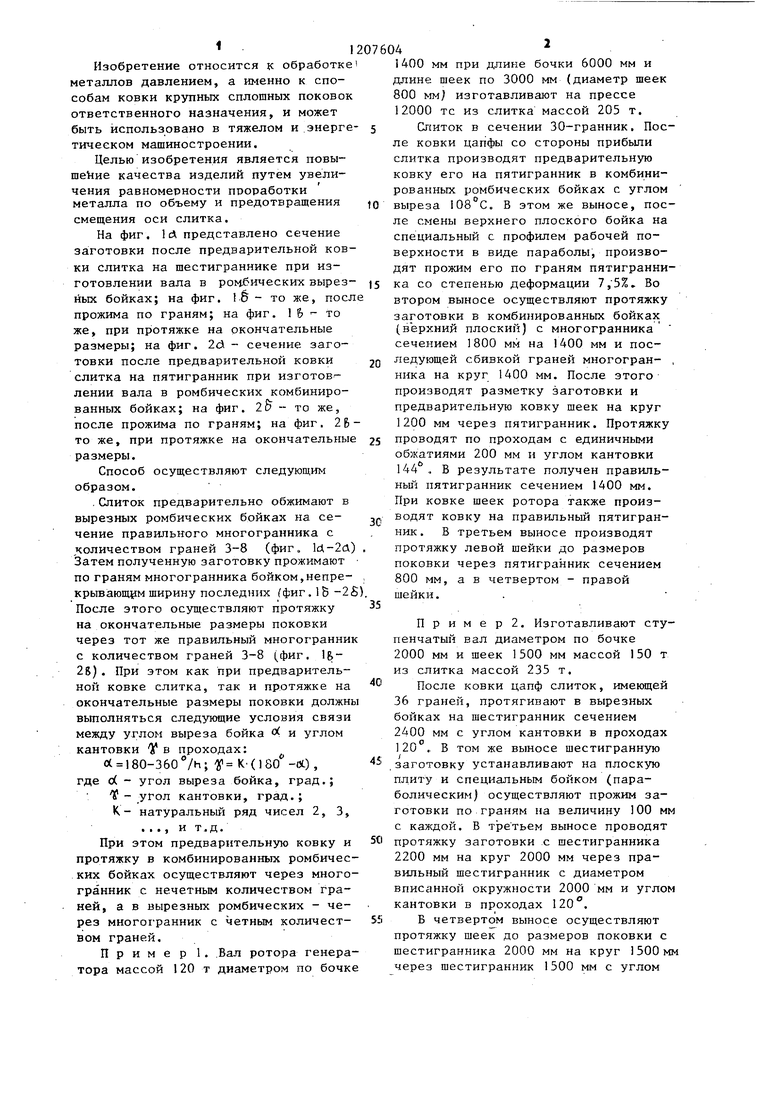
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| Способ изготовления поковок типа прокатных валков с осевым отверстием | 1990 |
|
SU1791071A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОДЕФОРМИРУЕМЫХ ПОКОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ | 2004 |
|
RU2258575C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |

фиг.1
Составитель И. Акмулин Редактор А. Гулько Техред А.Бойко Корректор С.Шекмар
Заказ 94/10 Тираж 656Подписное
ВШШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
фиг. 2
| Тюрин В.А | |||
| Теория и процессы ковки слитков на пресах | |||
| Машиностроение, 1979, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| МАШИНА ДЛЯ НАКЛЕИВАНИЯ ЭТИКЕТОВ НА БУТЫЛКИ | 1925 |
|
SU517A1 |
