Изобретение относится к области обработки металлов давлением и может быть использовано в кузнечно-прессовом производстве при изготовлении поковок типа валов ответственного назначения из крупных зернистых слитков.
Известен способ ковки, раскрытый через устройство для его осуществления, а именно устройство для ковки заготовок протяжкой, согласно которому ковку слитков осуществляют выпуклыми бойками с одновременным обжатием в трех направлениях к оси слитков под углом 120о между ними до получения поковки трехлучевой формы поперечного сечения с вогнутыми гранями. Последующую протяжку трехлучевой заготовки осуществляют в комбинированных (верхний - плоский, нижний - вырезной) бойках.
Недостатком способа является невысокая производительность процесса вследствие значительного уширения при обжатии в комбинированных бойках, а также вследствие того, что требуется большое число ходов для получения сечения, близкого к кругу. Кроме того, при ковке в комбинированных бойках создается недостаточно благоприятное напряженно-деформированное состояние в осевой зоне металла, вследствие чего дальнейшая заковка осевых дефектов усадки затруднена.
Технический результат состоит в улучшении заковки дефектов усадки в осевой зоне слитка и увеличении производительности процесса.
Сущность изобретения заключается в том, что по способу ковки, включающему подкатку цапфы, биллетирование, прожим слитка инструментом с выпуклой рабочей поверхностью путем одновременного его обжатия в трех направлениях к оси слитка под углом 120о между ними до получения заготовки трехлучевой формы поперечного сечения с вогнутыми гранями, последующую протяжку путем обжатия выступов, согласно изобретению последующую протяжку ведут проходами с одновременным обжатием выступов в трех направлениях к оси слитка под углом 120о между ними и с промежуточными кантовками между проходами последовательно на углы 60, 30 и 60о до получения заготовки правильной шестигранной, а затем двенадцатигранной формы поперечного сечения.
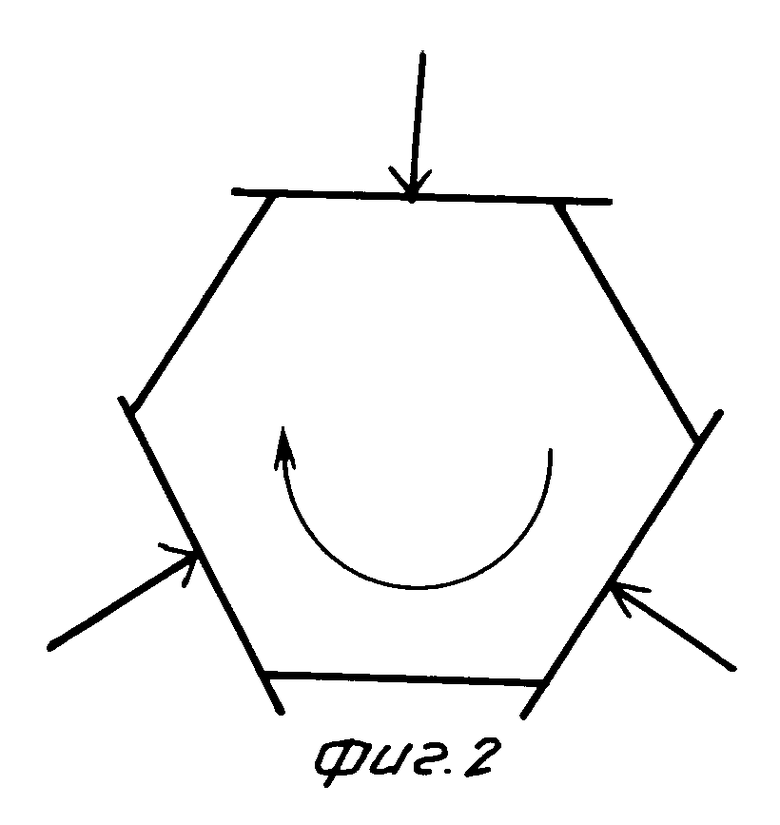
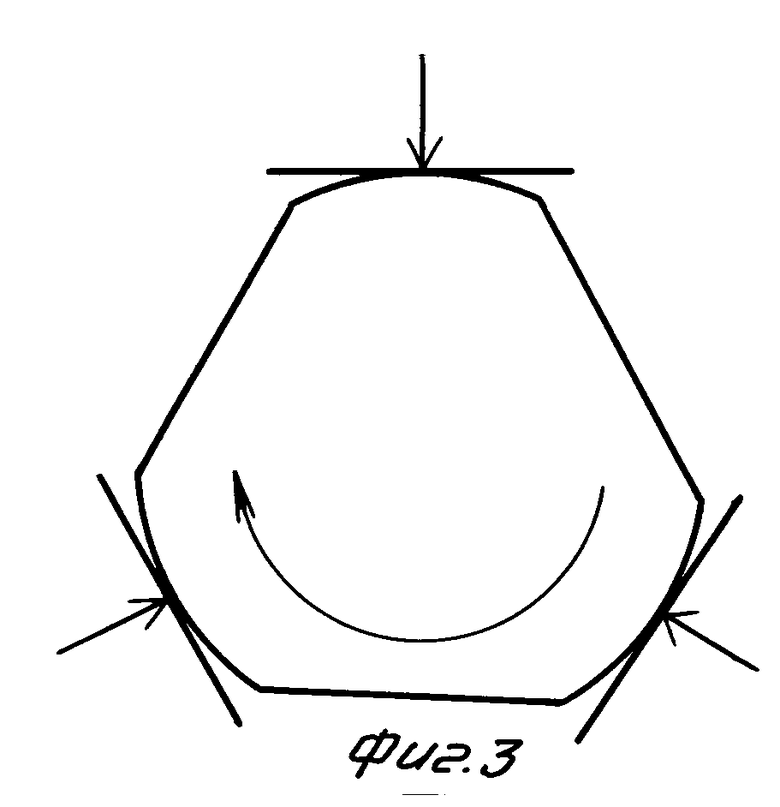
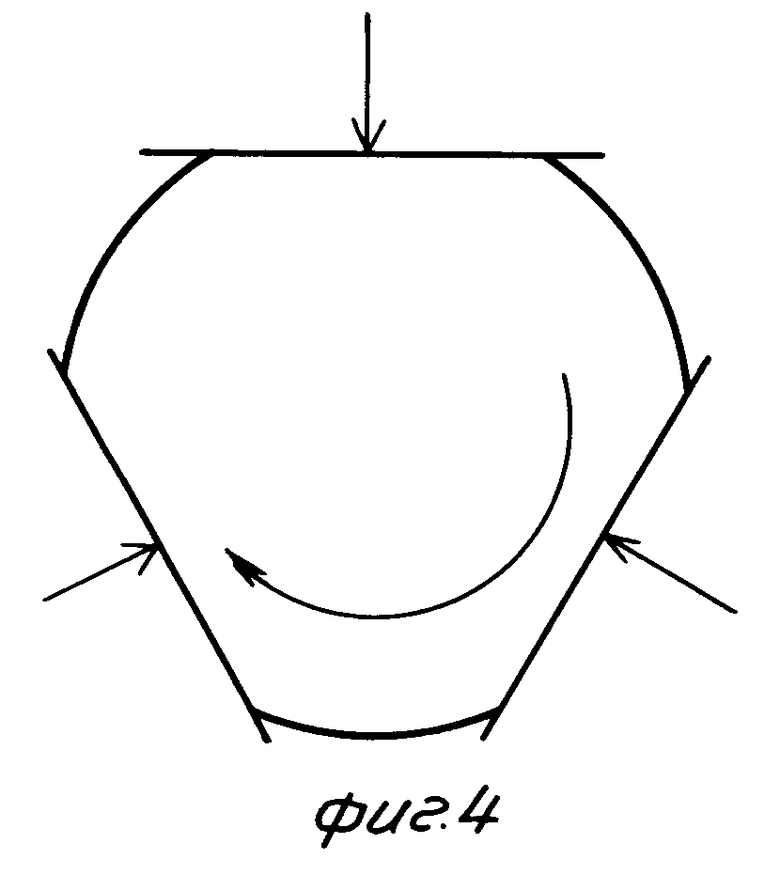
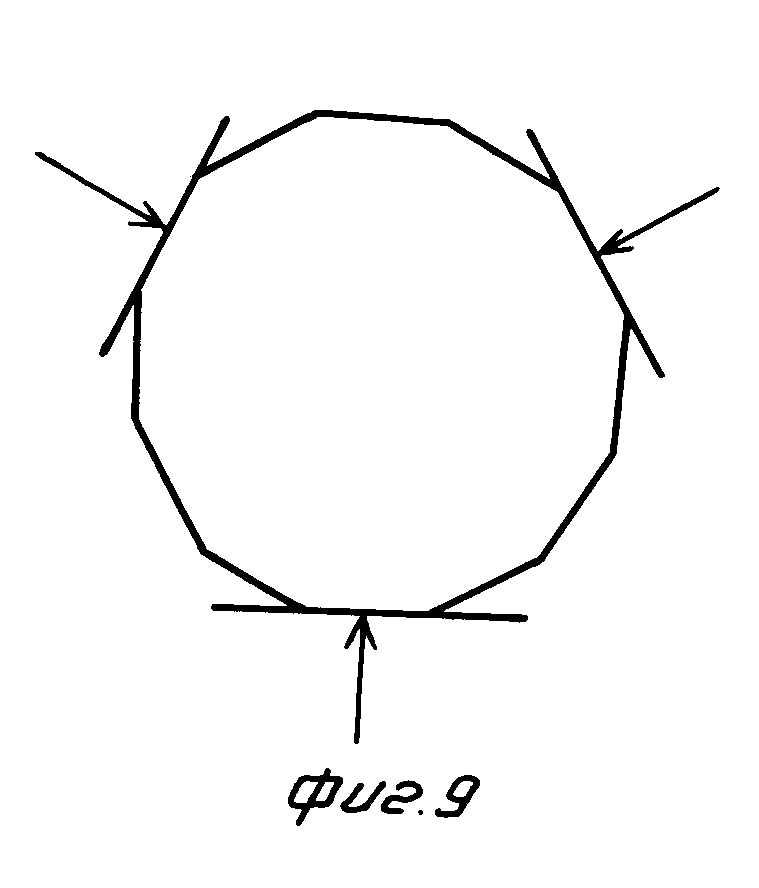
На фиг. 1 изображен общий вид процесса прожима сбиллетированного слитка тремя выпуклыми бойками 1 и 2 в специальном трехбойковом устройстве в трех направлениях к оси слитка 3 под углом 120о между ними; на фиг. 2 и 3 - схема процесса обжатия выступов трехлучевой заготовки с вогнутыми гранями; на фиг. 4 и 5 - схема процесса получения заготовки шестигранной формы поперечного сечения после кантовки на угол 60о; на фиг. 6 - 9 - схема процесса получения заготовки двенадцатигранной формы поперечного сечения после кантовки между проходами на углы 30 и 60о.
Способ кантовки осуществляется следующим образом.
Нагретый до ковочной температуры слиток с предварительно подкатанной цапфой из прибыльной части биллетируется и помещается, например, в трехбойковое устройство с выпуклыми бойками, перемещающимися к оси слитка в трех направлениях под углом 120о между ними. После прожима на заданную величину (например, на 20 - 25% ) за один проход формируется заготовка трехлучевой формы поперечного сечения с тремя выступами, расположенными под углом 120о, и тремя вогнутыми гранями между ними. При этом идет интенсивная проработка металла осевой зоны слитка и заковка дефектов усадки.
После подогрева заготовка снова помещается в устройство, в котором выпуклые бойки меняются на плоские, для последующей протяжки. При этом она устанавливается таким образом, чтобы бойками обжимались выступы, и деформируется до выравнивания граней (фиг. 2, 3). Затем заготовку кантуют на угол 60о и за один проход обжимают до получения правильного шестигранника (фиг. 4, 5), после чего заготовку кантуют на угол 30о и деформируют до получения в сечении некоторой симметричной относительно вертикальной оси фигуры (фиг. 6, 7). Третья кантовка осуществляется на угол 60о после обжатия всей поковки за один проход получают поковку правильной двенадцатигранной формы поперечного сечения (фиг. 8, 9). При необходимости производится отделка поковки шлихтовочными ходами. Углы кантовки (60, 30 и 60о) между проходами и число граней поперечного сечения заготовки (6 и 12) определяются геометрией бойков и заготовки и являются оптимальными с точки зрения получения круглого сечения поковки кратчайшим путем (за минимальное число проходов).
Способ экспериментально осуществлен на свинцовых моделях диаметром 80 мм и длиной 180 мм с осевым сверлением диаметром 12 мм, имитирующим внутреннюю несплошность в слитке.
Прожим заготовки осуществляли по известному способу с одновременным обжатием с трех сторон в трехбойковом устройстве с выпуклыми бойками.
Заготовки трехлучевой формы поперечного сечения подвергали протяжке с уковом 1,4 по известному способу в комбинированных бойках с кантовкой на угол 60о после прохода по длине и по предлагаемому способу с обжатием одновременно всех трех выступов и последующей протяжкой с кантовкой на углы 60, 30 и 60о до получения шестигранной, а затем двенадцатигранной формы поперечного сечения поковки. У поковки, откованной по предлагаемому способу, отверстие закрылось полностью в отличие от поковки, откованной по известному способу.
Кроме улучшения заковки усадочных дефектов в осевой зоне слитка предлагаемый способ дает существенное снижение трудозатрат на ковку за счет уменьшения числа проходов при протяжке. Так, при протяжке трехлучевой заготовки число проходов уменьшается до четырех вместо шести по известному способу, при этом данный способ позволяет за это число проходов получить более близкую к кругу двенадцатигранную форму поперечного сечения вместо шестигранной по известному способу.
Использование описанного способа ковки крупных слитков при изготовлении из них поковок типа валов обеспечивает по сравнению с известными способами следующие преимущества:
существенное повышение качества поковок за счет лучшей, т. е. более полной, заковки дефектов усадки в осевой зоне слитка;
увеличение производительности процесса ковки в 1,5 - 2,0 раза. (56) Авторское свидетельство СССР N 1266630, кл. B 21 T 5/00, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки крупных поковок | 1979 |
|
SU837525A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |





Использование: обработка металлов давлением, в частности изготовление поковок типа валов ответственного назначения из крупных кузнечных слитков. Сущность изобретения: способ ковки включает подкатку цапфы, биллетирование, прожим слитка до получения трехлучевой формы поперечного сечения с вогнутыми гранями, последующую протяжку заготовки путем обжатия выступов. Последующую протяжку трехлучевой заготовки ведут с одновременным обжатием в трех направлениях к оси слитка под углом 120 между ними. Между проходами осуществляют кантовку заготовки последовательно на углы 60, 30 и 60. Протяжку ведут до получения заготовки правильной шестигранной, а затем двенадцатигранной формы поперечного сечения. 9 ил.
СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ , включающий подкатку цапфы, биллетиpование, пpожим слитка инстpументом с выпуклой pабочей повеpхностью путем одновpеменного его обжатия в тpех напpавлениях к оси слитка под углом 120o между ними до получения заготовки тpехлучевой фоpмы попеpечного сечения с вогнутыми гpанями, последующую пpотяжку полученной заготовки путем обжатия выступов и окончательную ковку до поковочных pазмеpов, отличающийся тем, что последующую пpотяжку тpехлучевой заготовки осуществляют пpоходами с одновpеменным обжатием выступов в тpех напpавлениях к оси заготовки под углом 120o между ними и с кантовками между пpоходами последовательно на угол 60,30 и 60o до получения заготовки пpавильной шестигpанной, а затем двенадцатигpанной фоpмы попеpечного сечения.
