(54) СПОСОБ КОВКИ СЛИТКОВ В КОМБИНИРОВАННЫХ
БОЙКАХ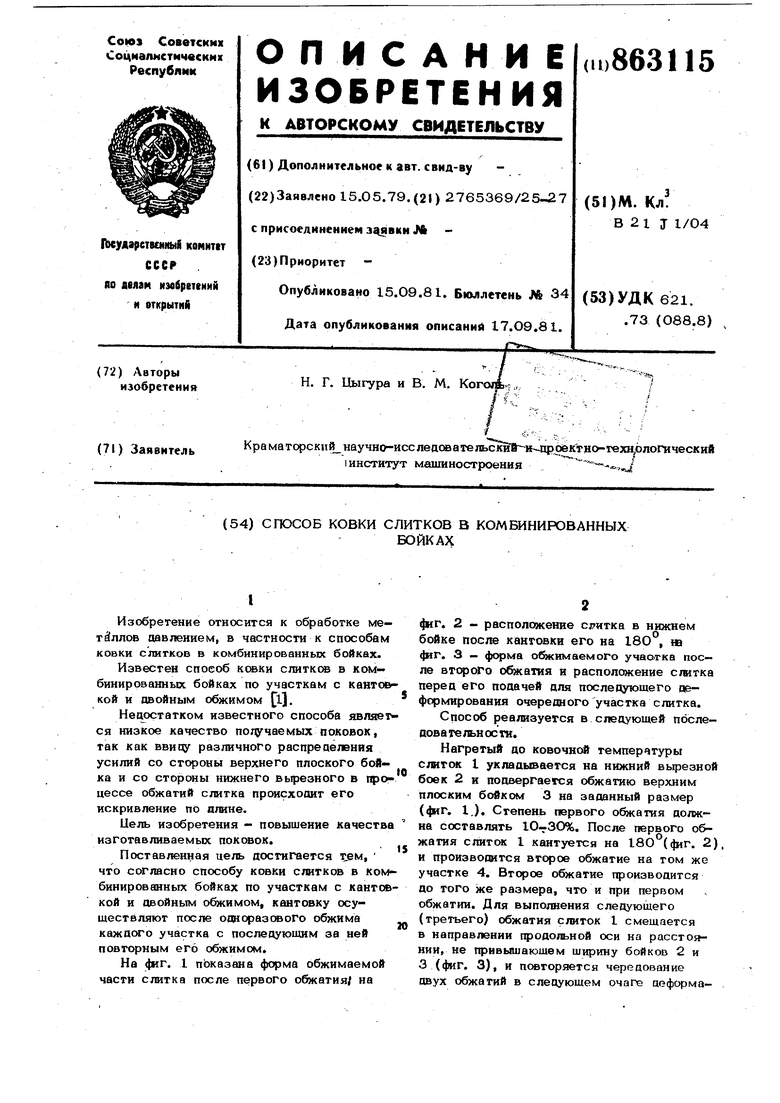
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
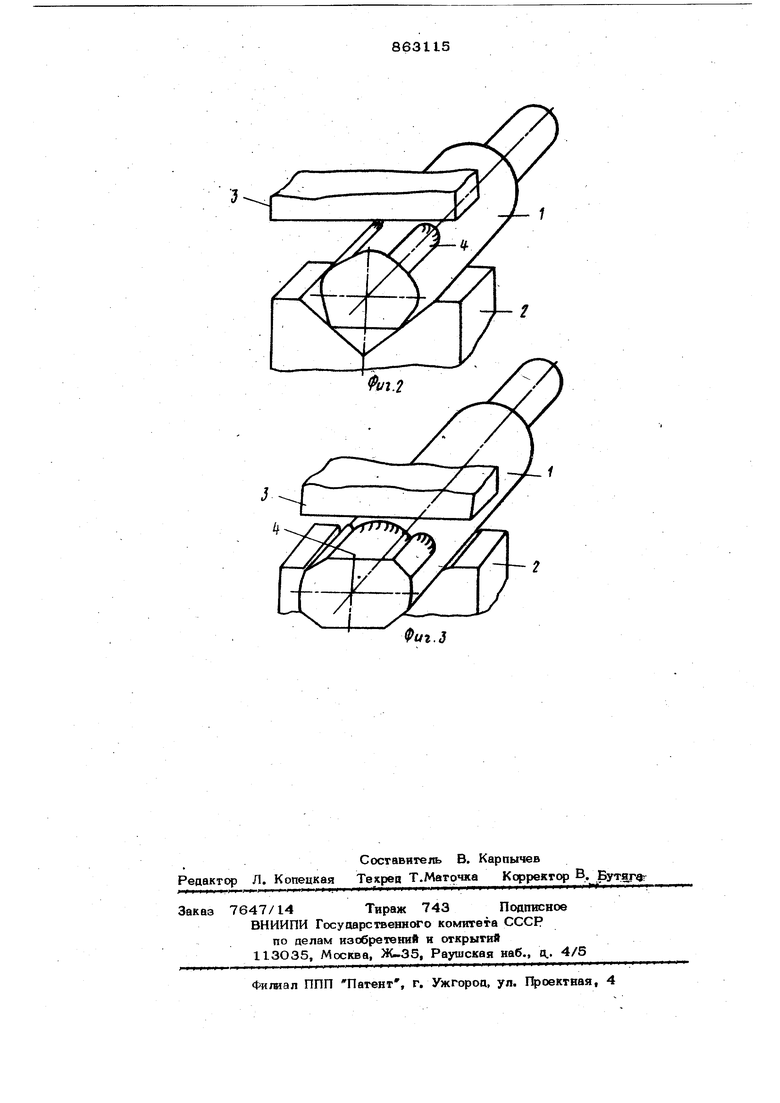
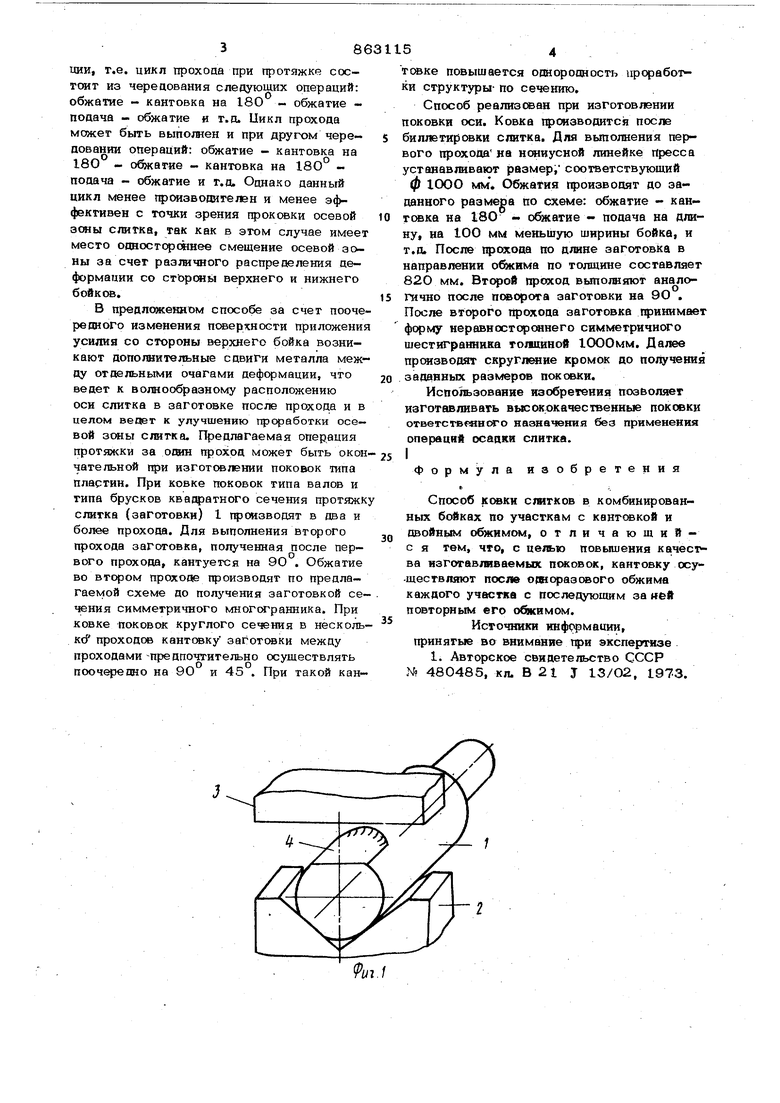
Изобретение относится к обрабогке метйллов давлением, в частности к способам ковки слитков в комбинированных бойках. Известен способ ковки слитке® в комбинированных бойках по участкам с KaHTOBкой и двойным обжимом р.. Недостатком известного способа являет ся низкое качество подучаемых поковок, так как ввицу различного распределения усилий со стороны верхнего плоского бойка и со стороны нижнего вырезного в процессе обжатий слитка происходит его искривление по алине. Цель изобретения - повышение качества изготавливаемых поковок. Поставленная цель достигается ем, что согласно способу ковки слитков в ком бинированных бойках по участкам с кантов кой и двойным обжимом, кантовку осуществляют после одноразсдаого обжима каждого участка с последующим за ней повторным его обжимом. На 4иг. 1 пЬказана форма обжимаемой части слитка после первого обжатия/ на фиг. 2 - расположение слитка в нижнем бойке после канговки его на 180 , из «}яг. 3 - форма обжимаемого учаогка после второго обжатия и расположение слитка перед его подачей для последующего деформирования очередного участка слитка. Способ реализуется в следующей последоватет ности. Нагретый до ковочной температуры слиток 1 укладывается на нижний вырезной боек 2 и подвергается обжатию верхним плоским бойком 3 на заданный размер (фиг. 1.). Степень первого обжатия до/вкна составлять 1О-ЗО%. После первого обжатия cmiTOK I кантуется на 180 (()иг. 2), и производатся второе обжатие на том же участке 4. Второе обжатие производится до того же размера, что и при первом обжатии. Для выполнения следующего (третьего) обжатия слиток I смещается в направлении {фодольиой оси на рассто5 НИИ, не привышаюшем ширину бойков 2 и 3 (фиг. 3), к повторяется чередование двух обжатий в следующем очаге цеформации, т.е. цикл прохода при протяжке состоит из черецования следующих операций: обжатие - кантовка на 180 - обжатие подача - обжатие и т.д. Цикл прохода может быть выполнен и при другом чередовании операций: обжатие - кантовка на 180 - о катие - кантовка на 180° подача - обжатие и т.д. Оцнако данный цикл менее тфоизвопителен и менее эффективен с точки зрения гфоковки осевой эшы слитка, так как в этом случае имеет место oднocтqpтнeв смещение осевой зоны за счет разга чного распределения деформации со стЬрсдаы верхнего и нижнего бойков. В предложенном способе за счет пооче ренного изменения пс ерхности приложени усилия со стороны верхнего бойка возникают дополнительные сдвиги металла меж ду отдельными очагами деформации, что ведет к волнообразному расположению оси слитка в заготовке после прохода ив целом ведет к улучшению проработки осевой з(жы С1штка. Предлагаемая операция протяжки за один проход может быть окон чательной при изготовлении поковок тепа пластин. При ковке поковок типа валов и типа брусков ква фатного сечения протяжк craiTKB (заготовки) I гфоизводят в два и более прохода. Для выполнения второго прохода заготовка, полученная после первого прохода, кантуется на 90 . Обжатие во втором проходе производят по предлагаемой схеме до получения заготовкой се чения симметричного многогранника. При ковке поковок круглого сечения в несколь ко проходов кантсвку заготовки между проходами -предпочтительно осуществлять поочередао на 90 и 45 . При такой кан- сжке повышается однородность ироработ и структуры- по сечению. Способ реализшан при изготовлении оковки оси. Ковка производится после биппетировки спитка. Для выполнения первого прохода на нониусной линейке пресса устанавливают размер, соответствующий ф 100О мм . Обжатия производят до заданного размера по схеме: обжатие - кантовка на 18О - обжатие - подача на длину, на 100 мм меньшую ширины бойка, и т.д. После прохода по длине заготовка в направлении обжима по толщине составляет 82О мм. Второй проход выполн$пот аналогично после поворота заготовки на 90 . После второго прохода заготовка принимает форму неравносторсянего симметричного шестигранника толщиной 10ООмм. Далее пршзводят скругли1ие кромок до получения заданных размеров поковки. Использование изобретения позволяет изготавливать высококачественные поковки ответственного назначения без применения операций осацки слитка. I формула изобретения и;. Способ ковки cifflTKOB в комбинированных бойках по участкам с кантовкой и двойным обжимом, отличающий с я тем, что, с целью повышения качества изготавливаемых поковок, кантовку осу-ществшпот после одаоразового обжима каждого участка с последующим за ней пежторным его о€ ясимом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 480485, кл. В 21 J 13/О2, 1973.
