Изобретение относится к технологи ческим процессам сварки, в частности к KOHtaKTHoft стьковой сварке концов i многопррволочных проводов и много- кабелей с наконечниками для обеспечения их последующего электро- нонтажй;; и может быть использовано в электротехнической и приборостроительной промьшшеиности, где к качеству сварных соединений предъявляются повьшенные требования, такие как минимальная величина переходного электрического сопротивления сварных пвов высокая механическая прочность свар- Hbtx соединений.
Целью изобретения является- повышение качества сварного соединения мнагопроволочногЬ провода с нйконеч- инк6м, обеспечение механической прочности и надежности электрического контакта при минимальном омическом сопротивлении.
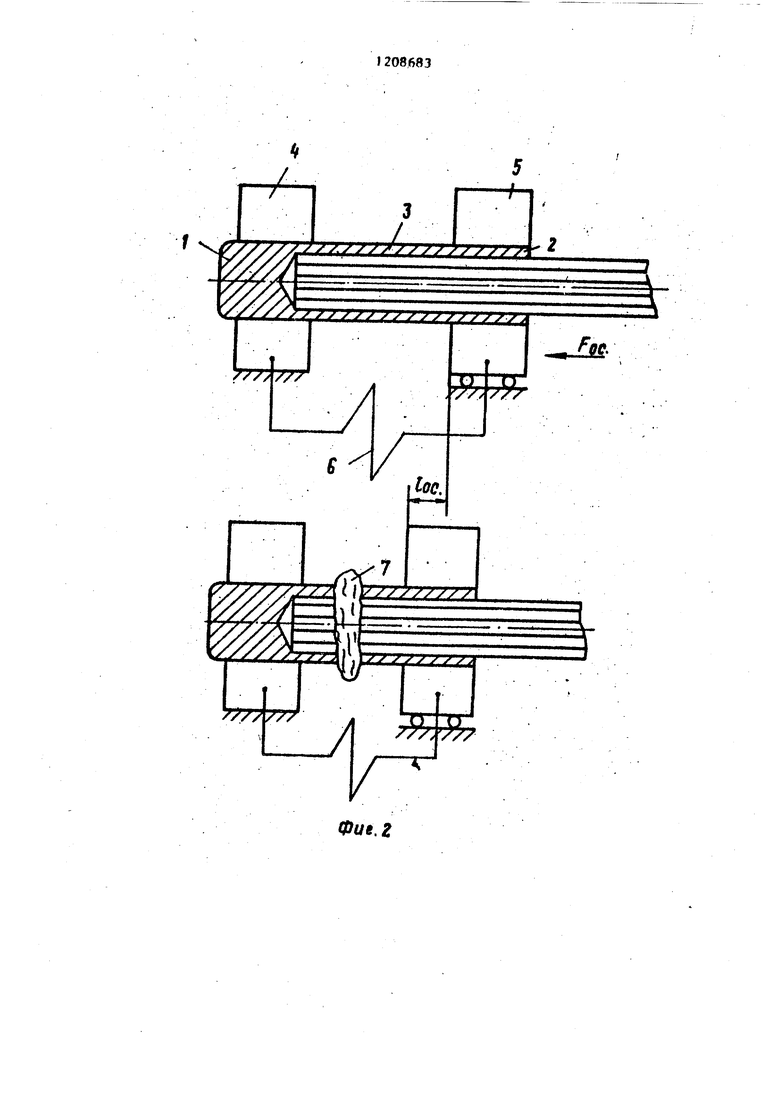
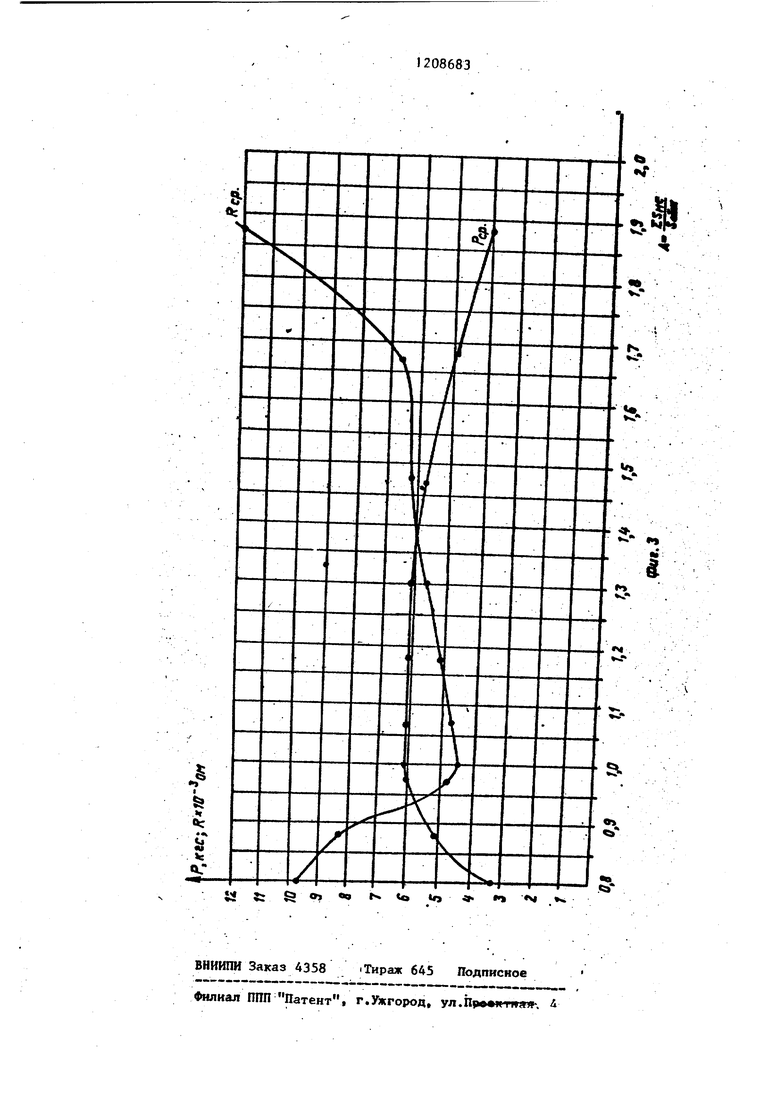
На фиг. 1 схематически показано поперечное сечение хвостовика наконечника с размещенньмн в нем провод- никами до (а) и после (б) обжатия; на фиг. 2 - свариваемые детали в то- коподврдящих зажимах сварочной машины до (а) и после (б) сварки; на фиг; 3 - графическая зависимость параметров сварных соединений от степени обжатия собранных под сварку элементов.
Способ осуществляется следующим образом (см. фиг. 1 и 2).
Хвостовик ,наконечника , име11Э1цего до обжатия площадь поперечного сечения Бц с размещенными в нем проводами 2, имеющими общую площадь попереч ного сечения , перед сваркой равномерно обжимают п о поверхности ъ ра диальном Направлении так, чтобы пло щадь поперечного сечения сборки 3 собранных под сварку элементов после обжатия двух площадей
При размещении деталей в токопрд- водящих заж}{мах сварочной машины сборк.у 3 собранных под сварку ЭJrIeмeн тов устанавливают как в зажиме Л так ив зажиме 5. Оба эажнма поджато друг tc другу усилием осадки F, Под действием сварочного тока, подаваемого от траксфорнатора б, происхо дит разогрев сборки 3 собранных под ipeainty элементов в средней ее части (раепо11Ьжеииой между зажимами). Ког была равна сумме этих
- о
0
5 ,
да температура достигает сварочной, равной или близкой к температуре плавления, под действием происходит совместное деформирование (осадка на величину хвостовика наконечника с зажатыми в нем проводами, т.е. сборки 3, в процессе ко торого и образуется сварное соединение 7. .
Так, например, была произведена сварка оплетки кабеля КШЭП-К (ТУ 16-505.955-76), состоящая из 48 алюминиевых проводников диаметром по 0,)5 мм с наконечником из Амц, имевшим до обжатия наружный диаметр 2,3 мм, внутренний - 1,45 мм. Сварка выполнялась на стыковой машине МС-403 как показано на фиг. 2.
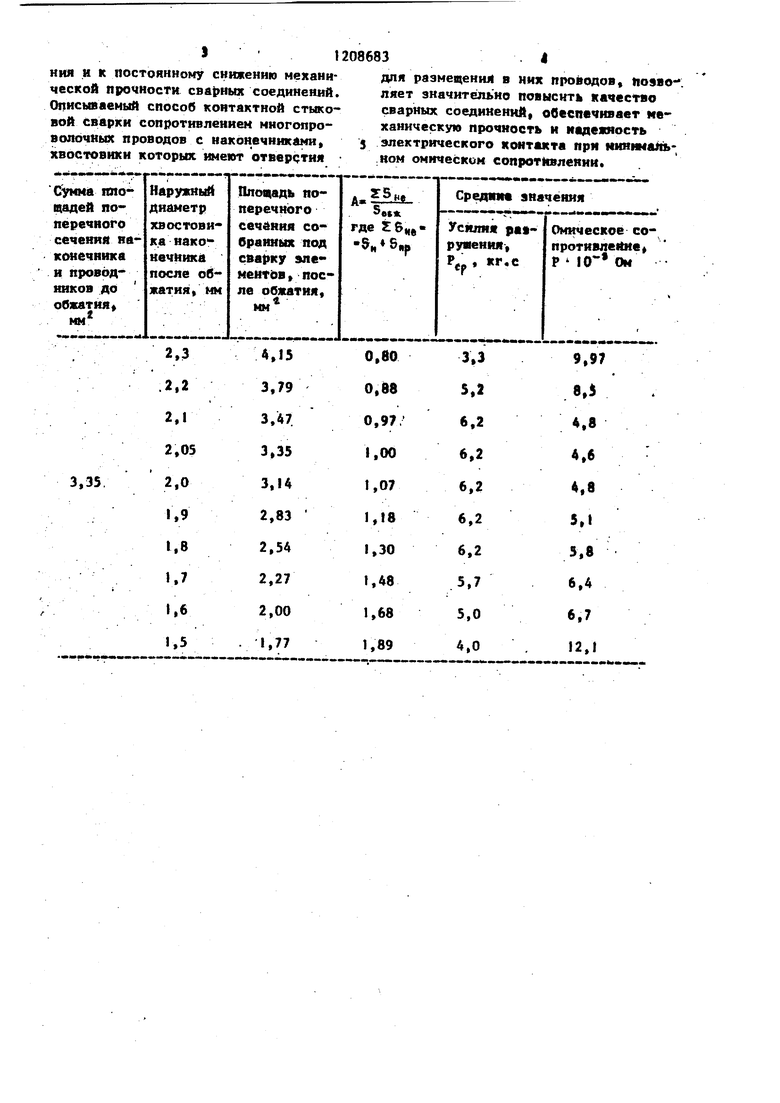
В таблице приведены величины элект - рического сопротивления и усилий раз-, рыва в осевом направлении сварных сое динений.
Степень обжатия характеризуется
.
соотношением А .Ш ;
вМ(
Состояние, когда между собранными под сварку элементами существуют воз- дущные зазоры (фиг. 1а), характеризуется величиной .
При площадь поперечного сече- ния собранных под сварку элементов (обжатых) равна сумме площадей попе-, речных сечений наконечника и проводников до обжатия.
При обжатие приводит к уменьшению общего поперечного сечения собранных под сварку элементов.
Как видно из графика,- приведенного на фиг. 3, оптимальная степень обжатия наконечника с раэмещенньм в нем.Проводом происходит при , так как в этом случае сварное соединение характеризуется минимальной 5 величиной омического сопротивления II максимальной механической прочное- - тью Сравной прочности основного ма- .териала-провода}.
При А в имеющиеся зазоры между ,Q собранньми под сва1жу элементами по- . падает грат, содержащий различного рода дефекты, который и ухудшает электрические и Механические характеристики сварных соединеннй.
При происходит уменьиение ов- щёго поперечного сечения собранных пап сварку элементов, что приводит К увеличению омического сопротяйле0
5
0
5 1208683,1
НИИ и к постоянному снижению мехаии- для раэмещенил в них проводов, позво- . ческой прочности сварных соединений. ляет значительно повысить xaqectBo (Жисываемый способ контактной стыко- сварных соединений обеспечивает ме вой сварки сопротивлением ниогопро- ханическую прочность и иадежность
5 электрического контакта при иииима - ном омическом сопротивлении.
волочных проводов с наконечниками, хвостовики которых имеют отверстия
Фик. Z
о « «te
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки эмалированных проводников с наконечниками | 1986 |
|
SU1450236A1 |
| Способ сварки наконечника с многожильным проводом | 1990 |
|
SU1757821A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| СПОСОБ СОЗДАНИЯ СОЕДИНЕНИЯ ДЛЯ СВЕРХПРОВОДЯЩЕГО КАБЕЛЯ | 2005 |
|
RU2335046C2 |
| АППАРАТ И СПОСОБ УПЛОТНИТЕЛЬНОЙ СВАРКИ | 2009 |
|
RU2533070C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДРОССЕЛЬ-ТРАНСФОРМАТОРОМ | 1997 |
|
RU2153991C2 |
| ЭЛЕКТРИЧЕСКОЕ КОНТАКТНОЕ СОЕДИНЕНИЕ И СПОСОБ СОЗДАНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТНОГО СОЕДИНЕНИЯ | 2009 |
|
RU2490763C2 |
| Способ контактной стыковой сварки сопротивлением | 1981 |
|
SU1006128A1 |
| Способ сварки концентрично расположенных цилиндрических деталей | 1984 |
|
SU1248745A1 |
| СБОРНЫЙ СВАРОЧНЫЙ ЭЛЕКТРОД | 2015 |
|
RU2680500C2 |

ВИНИЛИ Заказ 4358 iТираж 645 Подписное Филиал ППП Патент, г.Лкгород, ул.П е«нгяая-. Л
| Способ контактной стыковой сварки сопротивлением | 1981 |
|
SU1006128A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
