Изобретение относится к электрической контактной стыковой сварке сопротивлением многопроволочных гибких проводов. Известен способ контактной стыковой сварки сопротивлением многопроВолочных гибких проводов, включающий установку деталей в токоподводящих зажимах, нагрев их сварочным током и совместное.деформирование их усилием осадки. Сварка в этом слу чае происходит за счет расплавления и, совместного деформирования обоих проводов. При этом между гильзой с проводами и токоведущими частями обо их- зажимов, зажимающих свариваемые провода, оставляют зазорыj необходимые для смещения проводов относитель но гильз в процессе деформирования осадки 1 . Известный способ не обеспечивает стабильного получения доброкачественных соединений многопроволочных проводов с наконечниками, имеющими в хвостовике отверстие, куда перед сваркой вставляется провод, хотя стенки этого отверстия и могут служить формующей гильзой при сварке.Это происходит потому, что для обеспечения осадки при сварке известным способом за счет расплавления проводов и спла вления их с наконечником приходится устанавливать зазор между торцом хвостовика и токоведущей частью зажима с приводом, превышающий величину осадки. Под действием усилия осад ки гибкий провод теряет устойчивость в этом зазоре. Усилие осадки не полностью прикладывается к контакту деталей. Качество соединений резко падает. целью изобретения является повышение качества сварного соединения многопроволочных проводов с наконечниками, хвостовики которых имеют отверстие для провода. Поставленная цель достигается тем что согласно способу контактной сты ковой сварки сопротивлением многопроволочных гибких проводов с наконечниками, хвостовики которых име ют отверстие для размещения провода включающему установку деталей в ток подводящих зажимах, разогрев детале до температуры плавления сварочным током и совместное деформирование, их усилием осадки, провод устанавли вают в отверстие хвостовика наконеч ника, торец которого в процессе сва ки поджимают к токоподводящему зажиму с проводом. , На фиг. 1 схематически показано расположение свариваемых деталей в сварочной машине, , исходное перед сваркой состояниеJ на фиг. 2 - то же, после св.арки. В исходном состоянии наконечник 1 зажимается в зажиме 2. Вплотную к торцу наконечника 1 поджимается второй зажим 3, в котором зажат провод 4. Зажимы подняты друг к другу усилием осадки. Под действием сварочного тока ICP , подаваемого от трансформатора 5, разогревается прежде всего хвостовик наконечника в промежутке между зажимами. В средней его части, определяемой условиями теплоотвода в губки и тело деталей, температура достигается сварочной (равной или весьма близкой к температуре плавления7, часть сварочного тока течет и по проводу. Так как теплоотвод в тело провода значительно меньше, чем теплоотвод в тело наконечника, этой части тока оказываемся достаточной Для разогрева до сварочных температур средней части участка провода, нахолбЬцегося в канале наконечники. Под действием FQCT происходит совместное деформирование с расплавлением хвостовика со вставленным в него проводом в месте наибольшего их нагрева, в процессе которого образуется соединение. В частности, к наконечникам наружным диаметром 4 мм с отверстием диаметром 2,8 мм приваривались многожильные провода сечением 1,5 мм . Сварка проводилась на машине для сварки сопротивлением типа МС-403. Сварка велась на режиме: исходное расстояние между зажимами 6 мм, усилие осадки 5ОН, осадка под током 3 мм, вторичное напряжение сварочного трансформатора 1,5В, сварочный ток 4800 А. Механические испытания на разрыв показали, что прочность сварного со- , единения составляет не менее 90.% от прочности провода. Технико-экономический эффект достигается за счет обеспечения возможности приварки многожильных гибких проводов к наконечникам с высокик; качеством и стабильностью свойств соединений и повышения за счет этого надежности электрического монтажа.
m т
toe.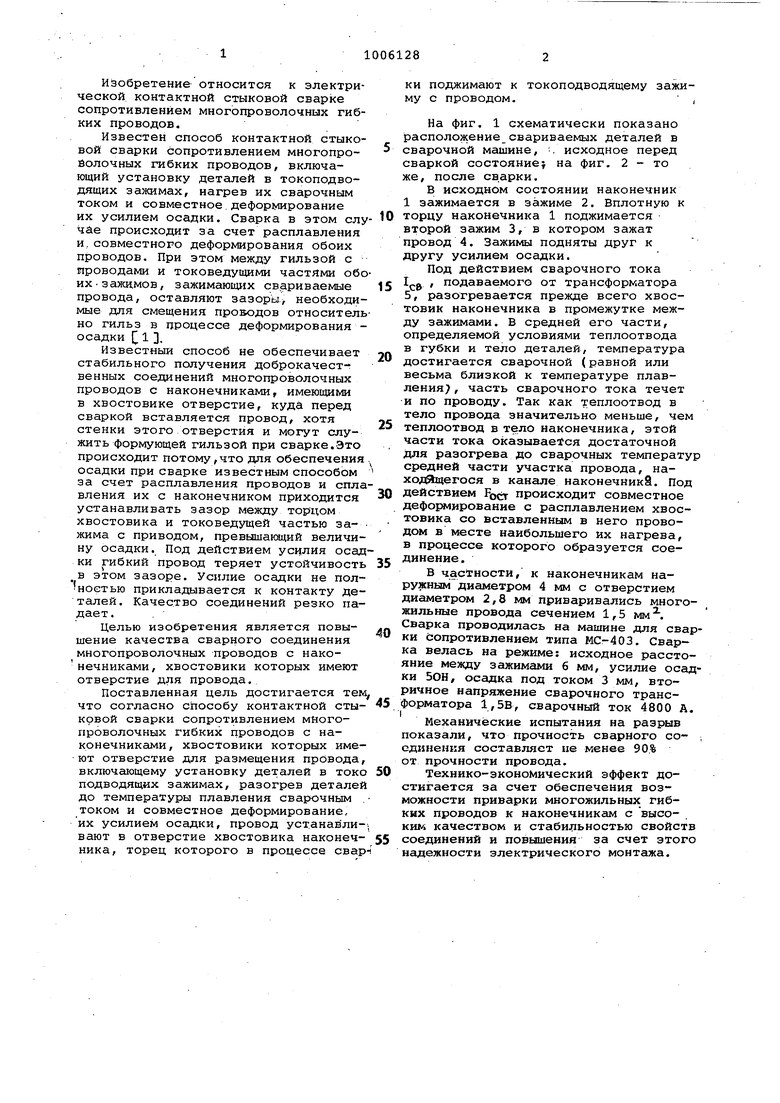
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки наконечника с многожильным проводом | 1990 |
|
SU1757821A1 |
| Способ контактной стыковой сварки эмалированных проводников с наконечниками | 1986 |
|
SU1450236A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1611634A1 |
| Машина для контактной стыковой сварки сопротивлением | 1977 |
|
SU640825A1 |
СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ СОПРОТИВЛЕНИЕМ многопроволочных гибких проводов включающий установку деталей в токоподводящих зажимг1Х( разогре-в деталей до температуры плавления сварочным током и совместное деформирование их усилием осадки, отличающийся leif, что, с целью повышения качества сварного соединения, при сварке многопроволочных гибких проводов с наконечниками, хвостовики которых име-. ют отверстие для размещения провода, провод устанавливают в отверстие хвостовика наконечника, торец которого в процессе сварки поджимают к токоподводящемузажиму с проводом. (П С Х
| f | |||
| Фурсов В,А | |||
| Усовершенствование сварки проводов электроконтактным нагревом | |||
| - Сварочное производство, 1966, 3, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
