Изобретение относится к электрическому контактному соединению между зачищенным от изоляции алюминиевым проводником и подключенным к нему контактным элементом. Изобретение также относится к способу создания такого контактного соединения.
В особенности в автомобильной отрасли предпринимаются значительные усилия для экономии веса. Одним средством для этого является применение алюминиевых проводников вместо иначе обычно предусматривавшихся медных проводников. В той мере, в какой здесь упоминаются алюминиевые проводники, под этим будет пониматься, что проводники большей частью состоят из алюминия или алюминиевого сплава. Ввиду заметно меньшего удельного веса алюминия, можно достичь экономии веса.
Через контактный элемент обычно подключается предварительно собранный с этим контактным элементом алюминиевый проводник (алюминиевый кабель) к электрическому компоненту. При этом контактный элемент в особенности выполнен как так называемый кабельный наконечник, например, по типу винтового контактного элемента или штекерного контактного элемента, или иного контактного элемента для механически реверсивно разъемного контактного соединения.
Так как алюминий в соединении с кислородом воздуха образует окисный слой, который покрывает алюминиевый проводник и который имеет лишь незначительную проводимость, контактирование с алюминиевым проводником является проблематичным. Поэтому для надежного контактного соединения с по возможности минимальным контактным сопротивлением в области контактной площадки между алюминиевым проводником и контактным элементом следует избегать образования окисного слоя.
Поэтому в нынешних контактных соединениях с алюминиевыми проводниками используют специально приспособленные способы и специально выполненные контактные элементы.
В основе изобретения лежит задача обеспечить возможность надежного, а также долговременно стабильного контактирования между алюминиевым проводником и контактным элементом.
Эта задача в соответствии с изобретением решается посредством электрического контактного соединения между зачищенным от изоляции алюминиевым проводником и подключенным к нему контактным элементом, причем алюминиевый проводник сплошным образом (неразъемно) соединен с переходным элементом, и переходный элемент механически соединен контактным элементом, так что алюминиевый проводник посредством переходного элемента электрически контактирует с контактным элементом.
Существенным аспектом при этом является применение переходного элемента. С одной стороны, за счет сплошного соединения с алюминиевым проводником создается надежное и долговременно стабильное электрическое контактирование между переходным элементом и алюминиевым проводником. При этом переходный элемент состоит из отличающегося от алюминия материала, в частности, из меди или медного сплава. С помощью переходного элемента, поэтому, «имитируется» почти обычный медный проводник для выполнения контактного соединения с контактным элементом. Поэтому для контактного элемента можно вернуться к обычным контактным элементам и кабельным наконечникам, а также к обычным типам крепления проводника в этих контактных элементах. Поэтому, ввиду конфигурации переходного элемента, обычное механическое контактное соединение с контактным элементом является достаточным для реализации долговременно надежного электрического контактного соединения.
Согласно предпочтительному выполнению, контактное соединение является соединением обжимом, а контактный элемент - обжимным элементом. Соединения обжимом предпочтительно применяются для малых поперечных сечений проводника с площадью поперечного сечения проводника менее 10 мм2 и зарекомендовали себя как особенно надежные и простые в изготовлении. С помощью соединения обжимом нового типа с применением переходного элемента для контактирования с алюминиевым проводником создается модифицированное соединение обжимом, которое, с одной стороны, гарантирует надежное и долговременно стабильное контактное соединение, а с другой стороны, обеспечивает использование традиционных систем обжимных контактов. В целом, за счет таких мер возможно конструирование бортовой сети на алюминиевой основе с алюминиевыми кабелями с малыми поперечными сечениями проводника, причем - вплоть до применения переходного элемента - можно использовать традиционные технологии и контактные элементы.
При обжатии, то есть при выполнении соединения обжимом, так называемые обжимные кромки обжимного элемента механически деформируются, так что проводник в обжимном элементе зажат обжимными кромками. Для описываемого здесь соединения обжимом предпочтительным образом применяются стандартизованные обжимные элементы. Они, в частности, также являются лужеными, так что электрическое контактное соединение выполняется коррозионностойким.
Согласно предпочтительному выполнению, переходный элемент является пленкой, в особенности из меди или медного сплава. За счет тонкого и, тем самым, легко деформируемого выполнения переходного элемента по типу пленки его можно без проблем ввести между алюминиевым проводником и контактным элементом, так что могут использоваться обычные контактные элементы. За счет легкой деформируемости переходный элемент особенно хорошо приспособлен для использования в соединении обжимом.
В отношении минимизации риска коррозии пленка предпочтительно содержит антикоррозийное покрытие. В частности, в качестве антикоррозийного покрытия используются электрически родственные алюминию материалы, такие как хром, никель и/или цинк или их сплавы.
Предпочтительным образом сплошное соединение между алюминиевым проводником и переходным элементом представляет собой сварное соединение. Тем самым создается неразъемное соединение, которое гарантирует надежное крепление переходного элемента на алюминиевом проводнике. Предпочтительными способами сварки, которые пригодны для этого применения, являются, например, ультразвуковая сварка, лазерная сварка и электросварка.
Предпочтительным образом алюминиевый проводник представляет собой многожильный проводник с несколькими многожильными проводами. Алюминиевый проводник в области контакта выполнен целесообразным способом уплощенным. За счет этого отдельные многожильные провода размещены с прилеганием друг к другу. Предпочтительным образом лишь несколько слоев многожильных проводов размещены один над другим. В частности, выполняется лишь один слой, так что каждый или почти каждый многожильный провод прилегает к переходному элементу и соединен с ним. За счет уплощения многожильные провода, таким образом, расположены в ряд рядом друг с другом и сварены с переходным элементом, так что контактная площадка между алюминиевым проводником и переходным элементом особенно велика.
Согласно предпочтительному выполнению, многожильные провода образуют при этом примерно U-образный контур, упорядочение в ряд многожильных проводов выполнено при этом изогнутым. За счет изогнутого выполнения при этом имитируется по существу внешний контур обычно применяемого проводника для соединения обжимом, так что внешний контур согласован с контуром стандартно применяемого обжимного элемента. За счет этого между переходным элементом и контактным элементом образуется максимально возможная контактная площадь. Предпочтительным образом при этом при выполнении сплошного соединения образуется изогнутый или U-образный контур, в особенности, при сваривании многожильного проводника с пленкой.
Для предотвращения коррозии электрического контактного соединения предпочтительным образом для уплотнения контактного соединения оно покрывается лаком. При этом лак охватывает контактную зону контактного элемента, в которой осуществляется электрическое контактирование и в которой находится алюминиевый проводник с переходным элементом, так что кислород воздуха не может достичь электрических контактных площадок.
Вышеуказанная задача также решается способом изготовления контактного соединения между зачищенным от изоляции алюминиевым проводником и подключенным к нему контактным элементом, при котором алюминиевый проводник сплошным образом соединяется с переходным элементом, особенно медной пленкой, и переходный элемент механически соединяется с контактным элементом, так что алюминиевый проводник посредством переходного элемента электрически контактирует с контактным элементом.
Преимущества, приведенные в отношении электрического контактного соединения, и предпочтительные выполнения по смыслу переносятся и на способ.
Предпочтительным образом алюминиевый проводник сначала соединяется с медной пленкой сплошным соединением, в особенности сваривается. Если алюминиевый проводник содержит несколько многожильных проводов, то они предпочтительно уплощены и на переходном элементе размещены рядом друг с другом таким образом, что они, в особенности, соединены с переходным элементом по типу U-образного контура. U-образный контур предпочтительно реализуется посредством формы сварочных электродов, на которые, таким образом, прижимаются в виде U-образного контура многожильный провод и пленка переходного элемента.
Для изготовления механического соединения между переходным элементом и контактным элементом на последующем втором этапе изготовления переходный элемент и алюминиевый проводник в области контактной зоны в контактном элементе зажимаются, а именно посредством обжатия. Положение переходного элемента - в зависимости от формы отдельных обжимных кромок обжимного элемента - позиционируется на основании контактного элемента или поверх проводника непосредственно под обжимными кромками. В качестве альтернативы, предусматривается полный охват многожильных проводов проводника переходным элементом для повышенной стабильности усилий удерживания в контактной зоне.
Наконец, предпочтительным образом при необходимости уплотнения на контактное соединение наносится лак таким образом, что слой лака охватывает контактное соединение в контактной зоне.
Способ изготовления такого электрического контактного соединения в особенности применим для алюминиевых проводников с малыми поперечными сечениями и обеспечивает использование систем обжимных контактов в бортовой сети на алюминиевой основе.
Пример выполнения изобретения более подробно описывается со ссылками на чертежи, на которых схематично и упрощенно показано следующее:
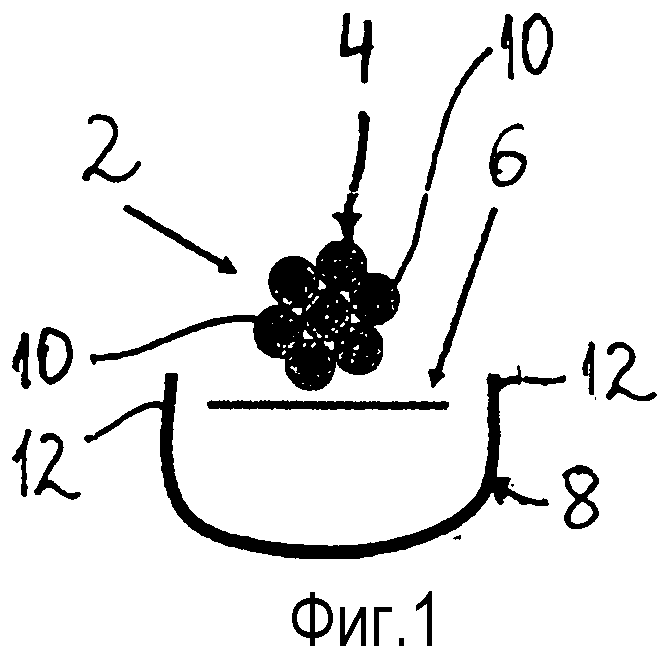
фиг.1 - компоненты электрического контактного соединения перед их сборкой,
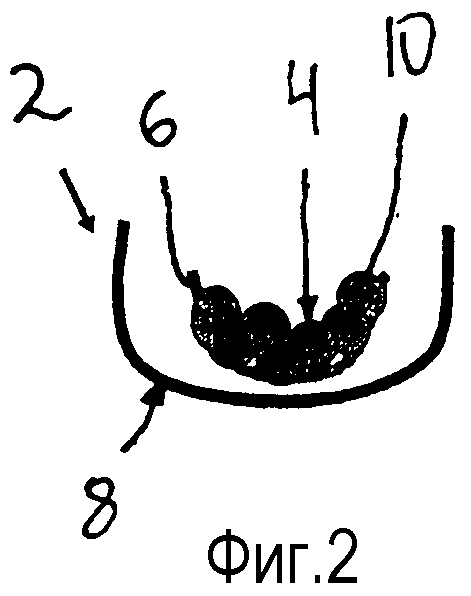
фиг.2 - компоненты электрического контактного соединения согласно фиг.1 после процесса сварки, и
фиг.3 - готовое контактное соединение.
На различных чертежах одинаковые ссылочные позиции имеют одинаковое значение.
Как можно видеть из фиг.1, электрическое контактное соединение 2 содержит, по существу, зачищенный от изоляции конец алюминиевого проводника 4, переходный элемент 6 и контактный элемент 8. Алюминиевый проводник 4 представляет собой многожильный проводник и имеет несколько многожильных проводов 10, которые вместе переплетены. Алюминиевый проводник 4 выполнен как алюминиевый кабель и содержит вне области контакта (не показанный) изолирующий материал. Переходный элемент 6 в показанном примере выполнения представляет собой медную пленку, которая имеет не показанное здесь антикоррозийное покрытие из хрома, никеля и/или цинка. В качестве контактного элемента 8 предусмотрен обжимной элемент, который имеет две обжимные кромки 12.
Для изготовления электрического контактного соединения 2 на первом этапе алюминиевый проводник 4 соединяется посредством сварки сплошным образом с медной пленкой 6. Подходящими способами сварки для этого применения являются, например, ультразвуковая сварка, лазерная сварка и электросварка.
Как можно видеть из фиг.2, отдельные многожильные проводники 10 уложены в ряд друг с другом, так что предпочтительным образом каждый из многожильных проводников 10 прилегает к медной пленке 6 и непосредственно сваривается с ней. Поэтому первоначально по существу круговой многожильный проводник 4 для образования сплошного соединения запрессовывается с медной пленкой 6 в плоскую геометрию поперечного сечения.
Предпочтительно отдельные многожильные проводники 10 принимают при этом контур, который в особенности согласован с изогнутым контуром контактного элемента 8.
Предпочтительным образом уплощение алюминиевого проводника 4, а также формирование его контура в U-образной форме осуществляется непосредственно в процессе сварки. U-образный контур, в частности, устанавливается посредством соответствующего контура сварочных электродов, которые прижимаются к алюминиевому проводнику 4 и медной пленке 6.
В данном примере выполнения предусмотрено, что медная пленка 6 также только U-образно прилегает к отдельным многожильным проводникам 10. Альтернативно также существует возможность, что медная пленка 6 алюминиевый проводник 4, например, полностью или почти полностью окружает, так что отдельные многожильные провода, например, с двух сторон соединены с медной пленкой 6. Если несколько рядов - например, 2 ряда/слоя - многожильных проводов 10 расположены друг над другом, то за счет окружающей конфигурации медной пленки 6 по меньшей мере повышается вероятность того, что каждый из отдельных многожильных проводников 10 сваривается с медной пленкой 6.
Сваривание осуществляется на первом этапе способа вне контактного элемента 8. За счет приваривания медной пленки 6 как переходного элемента при этом имитируется по существу обычный медный кабель. Поэтому для контактирования с контактным элементом 8 могут привлекаться обычные контактные элементы и способы для формирования контактного соединения. В данной форме выполнения предусмотрено соединение обжатием. Для этого подготовленный с медной пленкой 6 алюминиевый проводник 4 своим зачищенным от изоляции и содержащим медную пленку 6 концом вкладывается в контактный элемент 8.
На следующем этапе, который представлен на фиг.3, изготавливается соединение обжатием, при этом обжимные кромки 12 с помощью не показанного обжимного инструмента загибаются внутрь к алюминиевому проводнику 4, так что медная пленка 6 с алюминиевым проводником 4 зажимается в обжимном элементе 8 и тем самым возникает механическое соединение между переходным элементом 6 и обжимным элементом 8.
В данном примере выполнения медная пленка 6 ориентирована к закругленному основанию обжимного элемента 8. В качестве альтернативы, существует также возможность, что медная пленка 6 размещена в области обжимных кромок 12 или - как уже упоминалось выше - что медная пленка 6 проложена, охватывая многожильные провода 10, так что как основание, так и обжимные кромки 12 обжимного элемента 8 контактируют с медной пленкой 6.
С прикреплением контактного элемента 8 к алюминиевому кабелю образуется, таким образом, предварительно собранный кабель. При этом контактный элемент 8 в общем выполнен по типу кабельного наконечника, в котором в общем случае на его одном конце осуществляется зажимное крепление проводника, а другой его конец выполнен с возможностью винтового или штекерного соединения. Для этого данный другой конец выполнен, например, как ушко или вилка (резьбовое соединение) или по типу плоского штекерного разъема. Для зажимающего крепления конца проводника может, наряду с соединением обжимом, также предусматриваться соединение опрессовкой или плющением, при которых конец проводника сначала вкладывается в соответствующую гильзу контактного элемента и эта гильза затем с помощью опрессовочной цанги деформируется, так что выполняется кинематическое и силовое замыкание с зачищенным от изоляции концом проводника.
В целом, посредством описанного здесь контактного соединения с выполненным, в особенности, как пленка переходным элементом реализуется надежное и долговременно стабильное контактное соединение между алюминиевым проводником 4 и контактным элементом 8, который выполнен, например, из меди или медного сплава/латуни. Посредством переходного элемента 6 имитируется почти обычный медный провод, так что могут использоваться обычные контактные элементы, в частности, обжимные контактные элементы 8. Описанное здесь контактное соединение используется, в частности, в бортовой сети автомобиля, предпочтительно для малого поперечного сечения проводника, до 10 мм2. Посредством этой специальной технологии можно обычную систему обжимных контактов на основе меди в рамках такой бортовой сети надежным способом заменить на модифицированную систему обжимных контактов для алюминиевых проводников.
Перечень ссылочных позиций
2 электрическое контактное соединение
4 алюминиевый проводник
6 переходный элемент
8 контактный элемент
10 многожильный провод
12 обжимная кромка
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ КОНТАКТНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2533165C2 |
| ЭЛЕКТРИЧЕСКОЕ ОБЖИМНОЕ КОНТАКТНОЕ УСТРОЙСТВО | 2013 |
|
RU2643035C2 |
| СПОСОБ ОДНОВРЕМЕННОГО СРАЩИВАНИЯ ЖИЛ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ПОМОЩЬЮ МИКРОВЗРЫВА | 1999 |
|
RU2164461C2 |
| ЭЛЕКТРИЧЕСКИЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ | 2016 |
|
RU2642419C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБЛАСТИ КОНТАКТНЫХ УЧАСТКОВ ЭЛЕКТРИЧЕСКИХ ПРОВОДНЫХ СОЕДИНЕНИЙ | 2017 |
|
RU2734904C2 |
| Электрический контактный элемент | 1973 |
|
SU602137A3 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДНИКОВ ГИБКОГО СВЯЗАННОГО СОЕДИНИТЕЛЬНОГО (ЭКВИПОТЕНЦИАЛЬНОГО) СЛОЯ, А ТАКЖЕ ОБЖИМНЫЙ ИНСТРУМЕНТ, СОЕДИНИТЕЛИ И ЖГУТЫ, СНАБЖЕННЫЕ ТАКИМИ СОЕДИНИТЕЛЯМИ | 2013 |
|
RU2614152C2 |
| УСТРОЙСТВО ДЛЯ ОБЖИМНОГО СОЕДИНЕНИЯ ДВУХ МНОГОЖИЛЬНЫХ ПРОВОДОВ КОНТАКТНОЙ СЕТИ | 1990 |
|
RU2011567C1 |
| Способ соединения многожильных проводников | 1990 |
|
SU1749960A1 |
| ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2572592C2 |
Изобретение относится к электрическому контактному соединению между зачищенным от изоляции алюминиевым проводником и подключенным к нему контактным элементом, а также к способу создания такого контактного соединения. Техническим результатом является обеспечение возможности надежного и стабильного контактирования между алюминиевым проводником и контактным элементом. Алюминиевый проводник (4) сплошным образом соединен с переходным элементом (6), и переходный элемент (6) механически соединен с контактным элементом (8), так что алюминиевый проводник (4) посредством переходного элемента (6) электрически контактирует с контактным элементом (8). Способ изготовления контактного соединения включает соединение сплошным образом алюминиевого проводника (4) с выполненным как пленка переходным элементом (6), который механически соединяется с контактным элементом (8). Алюминиевый проводник уплощается, он содержит несколько многожильных проводов, которые соединяются с переходным элементом (6) с прилеганием друг к другу. 2 н. и 9 з.п. ф-лы, 3 ил.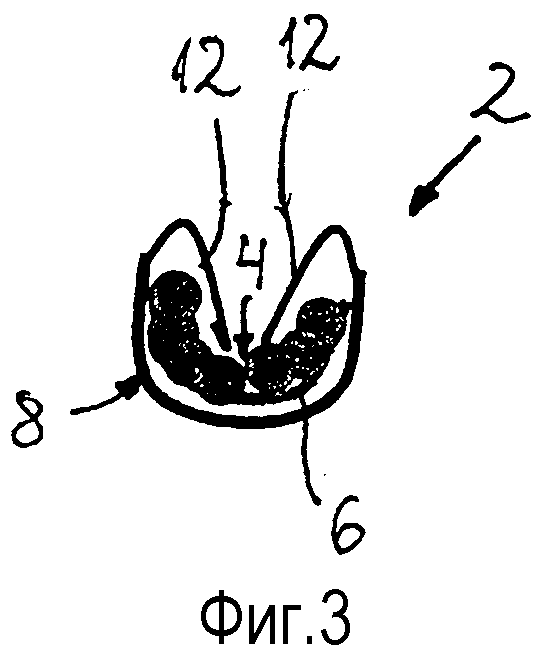
1. Электрическое контактное соединение (2) между зачищенным от изоляции алюминиевым проводником (4) и подключенным к нему контактным элементом (8), причем алюминиевый проводник сплошным образом соединен с переходным элементом (6), выполненным из меди или медного сплава, и переходный элемент (6) механически соединен с контактным элементом (8), так что алюминиевый проводник (4) посредством переходного элемента (6) электрически контактирует с контактным элементом (8), причем переходный элемент (6) является пленкой, при этом алюминиевый проводник (4) представляет собой многожильный проводник с несколькими многожильными проводами (10), и алюминиевый проводник имеет отличающуюся от круговой формы уплощенную форму поперечного сечения такую, что отдельные многожильные провода (10) с примыканием друг к другу прилегают к переходному элементу (6).
2. Электрическое контактное соединение (2) по п.1, причем контактный элемент (8) является обжимным элементом.
3. Электрическое контактное соединение (2) по п.1 или 2, причем переходный элемент (6) содержит антикоррозийное покрытие, которое, в особенности, содержит хром, никель и/или цинк.
4. Электрическое контактное соединение (2) по п.1 или 2, причем сплошное соединение между алюминиевым проводником (4) и переходным элементом (6) представляет собой сварное соединение.
5. Электрическое контактное соединение (2) по п.1, причем многожильные провода (10) образуют U-образный контур.
6. Электрическое контактное соединение (2) по п.1 или 2, на которое для уплотнения нанесен лак.
7. Способ изготовления электрического контактного соединения (2) между зачищенным от изоляции алюминиевым проводником (4) и подключенным к нему контактным элементом (8), при котором алюминиевый проводник (4) сплошным образом соединяется с выполненным как пленка переходным элементом (6), особенно с медной пленкой, и переходный элемент (6) механически соединяется с контактным элементом (8), так что алюминиевый проводник (4) посредством переходного элемента (6) электрически контактирует с контактным элементом (8), причем алюминиевый проводник (4) содержит несколько многожильных проводов (10) и алюминиевый проводник (4) уплощается, так что отдельные многожильные провода (10) соединяются с переходным элементом (6) с прилеганием друг к другу.
8. Способ по п.7, в котором алюминиевый проводник (4) сваривается с переходным элементом (6).
9. Способ по п.7, в котором для изготовления механического соединения между переходным элементом (6) и контактным элементом (8), в особенности для изготовления соединения обжимом, контактный элемент (8) спрессовывается с алюминиевым проводником (4) с включением переходного элемента (6).
10. Способ по п.9, в котором многожильные провода (10) при выполнении сплошного соединения между алюминиевым проводником (4) и переходным элементом (6) приводятся в U-образный контур.
11. Способ по любому из пп.7-10, в котором для уплотнения на контактное соединение (2) наносится лак.
| DE 10223397 A1, 24.12.2003 | |||
| Узел разъемного электрического соединения | 1978 |
|
SU714549A1 |
| Способ изготовления кабельных наконечников из биметаллического материала | 1989 |
|
SU1686543A1 |
| ЭЛЕКТРОТЕХНИЧЕСКОЕ СОЕДИНИТЕЛЬНОЕ ИЗДЕЛИЕ | 1996 |
|
RU2096877C1 |
| GB 790744 A, 12.02.1958 | |||
| Приспособление для очистки пара при нефтяном отоплении | 1929 |
|
SU18863A1 |
| ЕР 1953770 A1, 06.08.2008. | |||

