2.Способ по П.1, о тли чающийся тем, что намотку фольги осуществляют в защитной среде.
3.Устройство для намотки фольги, содержащее разматыватели фольги и пленки с тормозами, подаюш;.1е
и прижимные ролики и моталку с приводным барабаном, отличающееся тем, что, с целью повышения качества намотки и увеличения выхода годного, приясимные
Изобретение относится к обработке металлов давлением и может быть использовано для получения качественных рулонов фольги из легкоплавких, например, щелочных металхгов.
Целью изобретения является по- вьшение качества намотки фольгой и увеличение выхода годной фольги из легкоплавких металлов.
На чертеже представлена схема осуществления способа.
На схеме обозначе:-ш металлическая полоса 1, подающий ролик 2, раз матыватель 3 полимерной пленки 4, прижимные ролики с антистатическим полимерным покрытием 5, барабан моталки 6 и пружинное устройство 7.
Пример 1 .:Смотку фольги осущствляют на вакуумном прокатном стане 155 после прокатки заготовки лития в фольгу толщиной 0,2 мм в вакууме 1,3 10 Па при 25°С. Для осуществления безокислительных условий смотки моталку помещают в камеру вакуумного прокатного стана со стороны приемной Форкамеры, Барабан моталки, подающие и гфижим- ные ролики изготовлены из стали. Процесс смотки фольги лития оказался невозможен вследствие полного налипания фольги на подающие ролики и оковывания фольгой их поверхности.
После нанесения защитного покрытия на ролики и барабан моталки снова осуществляют намотку фольги. При разматывании фольги оказалось, что все витки на моталке сварились
ролики выполнены с антистатическим покрытием, а подающие ролики и барабан моталки выполнены с покрытием из материалов с полярностью одного знака, при этом прижимные ролики установлень: с возможнастью взаимодействия с разматывателем пленки.
4. Устройство по п.3, о т л и- чающееся тем, что прижимны ролики подпружинены в радиальном направлении.
о
5
0
между собой, вследствие чего разматывание фольги приводит к ее постоянным разрывам.
Пример 2. На том же вакуумном прокатном стане осуществляют намотку фольги на моталку. Поверхности роликов и барабан моталки имеют защитное полимерное покрытие .Смотку ведут с подачей полиэтиленовой пшенки толщиной 0,1 мм с отдельно установленного в вакуумной камере разматывателя между витками фольги на барабане моталки. Процесс намотки протекает нормально, разматывание фольги осуществляется легко. Однако вызывает затруднения намотка первого витка фольги из-за отставания переднего конца пленки от поверхности фольги и попадания его в за- зоры между прижимными роликами. Кроме того, рулон получаегся неплотным из-за отсутствия прилипания пленки к поверхности фольги, а фольги - к поверхности барабана моталки. Полимерная пленка в процессе ее подачи гфилипает передним концом к при- сим15ым роликам.
П р и м е р, 3. На том же оборудовании, что и в примере 2, производят смотку фольги лития в рулон после .прокатки. При этом покрытия бараба- моталки подающего ролика вы- по 1няют из полимеров одной полярно- cin - винипласта и капролона, которые при трении о металлы заряжаются электроположительно. На поверхность прижимных роликов наносят покрытие из электропроводящей полимерной
3 - 12093304
композиции П2ЭС-12, а разматыватель рулон с высокой плотностью витков.
пленки устанавливают на место верх-При последующем разматывании рулонего подающего ролика. Формированиена пленка легко удаляется с поверхперворо витка на барабане моталкиности фольги. При сматывании иидет успешно. Ппенка и фольга на 5 Разматывании рулона подающий ролик
выходе из подающих роликов слипа-(приводной) поджимается пружинным
ются и подаются на барабан моталкиустройством к разматывателю пленки,
как одно целое. Это обеспечивает ка-скорость его вращения синхронизируется
чественную смотку фольги лития всо скоростью вращения барабана мотелки.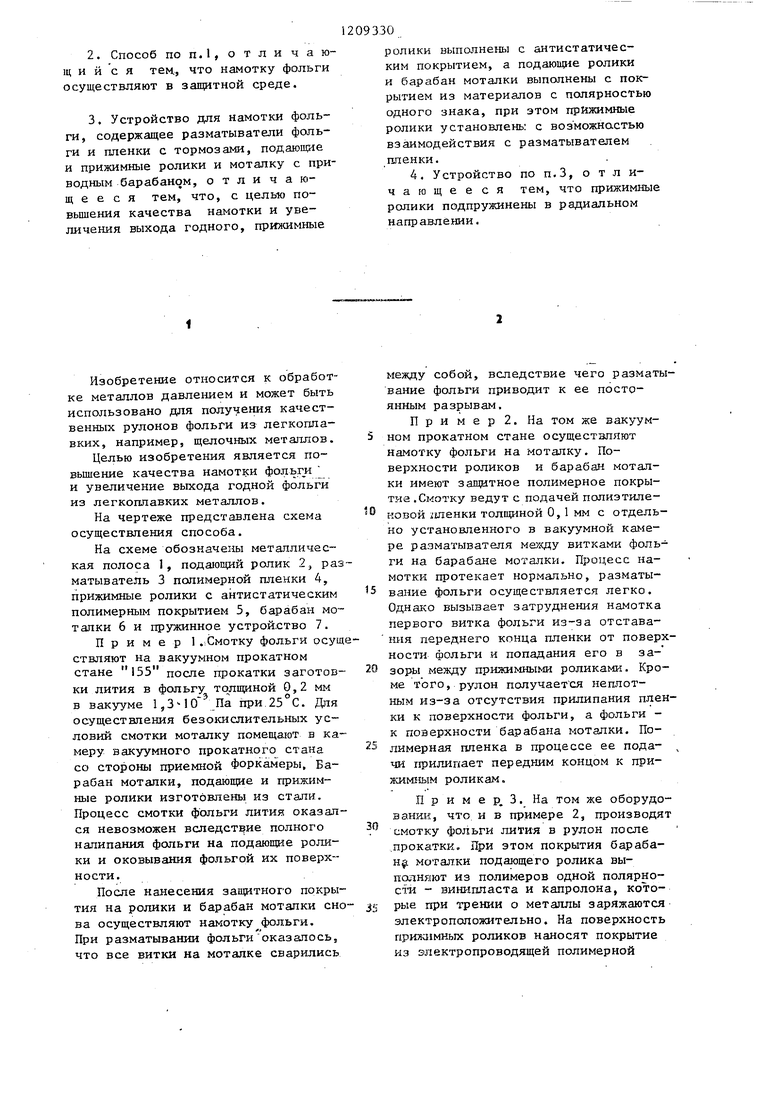
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ РАЗЖИМНОГО БАРАБАНА МОТАЛКИ | 2008 |
|
RU2431533C1 |
| Способ определения плотности рулона в процессе смотки | 1990 |
|
SU1804930A1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2264876C1 |
| Разматыватель рулонов полосы консольного типа | 1990 |
|
SU1764735A1 |
| Натяжное устройство стана холодной прокатки сдвоенной полосы | 1978 |
|
SU880537A1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| УСТРОЙСТВО ДЛЯ СМОТКИ В РУЛОНЫ ПОЛОСОВОЙ СТАЛИ | 1994 |
|
RU2082518C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСЫ ОТ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ К МОТАЛКАМ | 1996 |
|
RU2094138C1 |
1.Способ намотки фольги, преиму7 щественно из щелочных металлов, включающий намотку фольги в рулон с натяжением на барабан моталки с подачей пленки между витками рулона,о тли ч ающий ся тем, что, с целью повьшения качества намотки и увеличения выхода годного, намотку фольги осуществляют на барабан моталки с покрытием на его поверхности, при этом поляр- ность материалов фольги и покрытия барабана одного знака. (Л CZ ND о со со 00 о
| Черняк Ci,H | |||
| и др | |||
| Производство фольги,- М.: Металлургия, 1968, с | |||
| Паровоз с приспособлением для автоматического регулирования подвода и распределения топлива в его топке | 1919 |
|
SU272A1 |
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
