k s /xxx xxxxxx yx/XJ Жs ч v
J
Изобретение относится к обработке труб давлением и может быть использовано при соединениях трубчатых элементов, не допускающих термического воздействия, например стальных трубопроводов, имеющих внутри полиэтиленовый рукав.
Целью изобретения является увеличение степени деформации и расширение технологических возможностей.
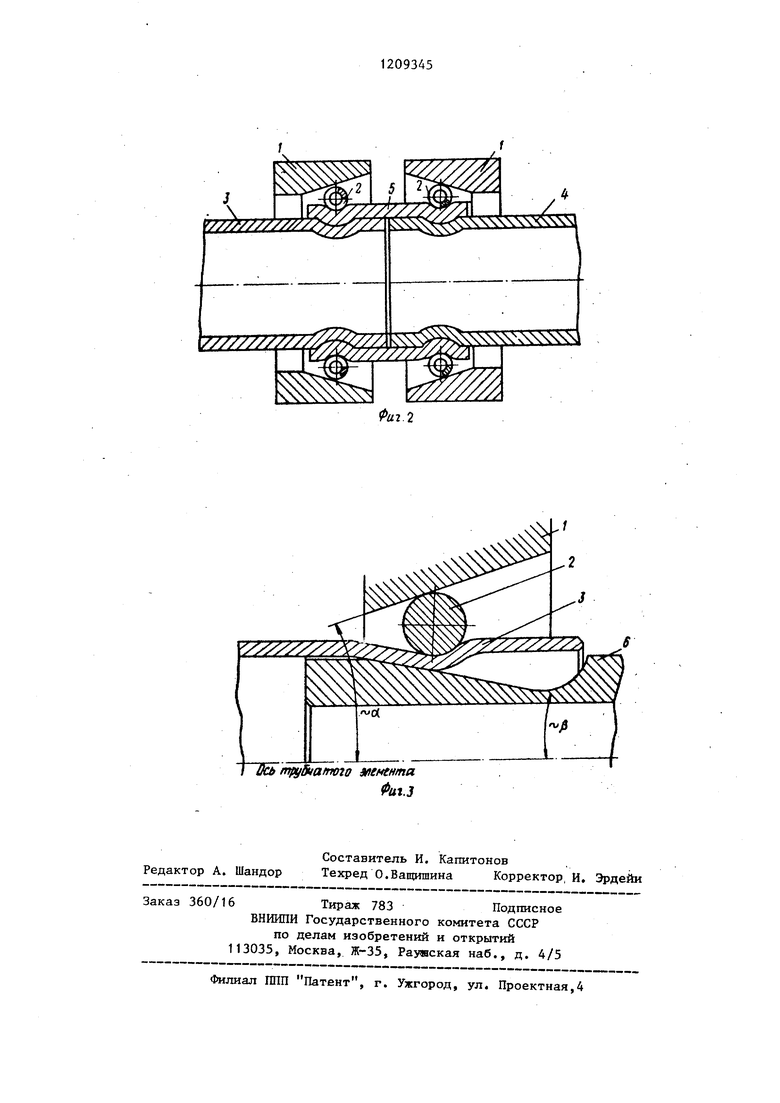
На фиг. 1 и 2 изображено схематически устройство для осуществления способа в начале и в конце рабочего хода; на фиг.З - то же, для случая соединения трубы с ниппелем, имеющим коническую поверхность.
Устройство содержит две матрицы
1с формирующими поверхностями,
,привод матриц (не показан) и тело
2качения. В качестве примера соединения рассматриваются концы соединяемых труб .3 и 4 с помощью муфты 5,
Деформация обжимом или раздачей осуществляется путем размещения тел
2качения между формирующей.поверхностью матрицы 1 и трубчатым элементом 3 и поступательным перемещением трубчатого элемента (или матрицы) вдоль оси, при этом тела 2 качения, контактируя одновременно с поверхностью матрицы 1 и поверхностью трубчатого элемента 3, перекатываются по ним без скольжения
и перемещают деформируемый материал по радиусу (изгибают на величину, соответствующую уклону формирующей поверхности матрицы при соединении
Способ осуществляется следующим образом.
Муфта 5, на которой установлены по концам тела 2 качения, в виде спирали (получившей наименование торо- спиральный элемент ТСЭ) надевается на один из соединяемых концов труб
3или 4. Затем муфта 5 надвигается на место соединения. Включается привод матриц 1, которые перемещаются поступательно по оси соединения навстречу друг другу.
В момент контакта матрицы I с ТСЭ начинается их перекатывание по формирующим поверхностям матрицы, но так как эти поверхности начинаю
093452
сужаться, ТСЭ, перекатываясь по трубам, сдавливают их, перемещая деформируемую массу радиально, при этом расстояние между соседними
5 витками ТСЭ сокращается. С достижением заданной величины деформации муфты матрицы отводятся с ТСЭ передвигаются к следующему соединению, снимаются и устанавливаются на сле10 дующую муфту.
Для обеспечения надежности соединения схватывающий и охватываемый элементы должны иметь разную упругость, в данном примере материал
5 муфты должен иметь меньшую упругость, чем материал соединяемых труб 3 и 4, что может быть достигнуто, например для стали, отжигом муфты 5.
20 При соединении трубы 3 с ниппелем 6 надежность соединения достигается также тем, что уклон формирующей поверхности матрицы (о(,У выполняется большим на 1-3 по
25 отношению к уклону обжимаемой поверхности ниппеля (), т.е. к -./ (фиг.З).
Если соотношение диаметра деформируемых трубчатых элементов и тол30 щины деформируемого слоя составляет 30:1 и менее (т.е. например 25:1), ТСЭ должен иметь повышенную прочность, что может быть достигнуто размещением внутри спирали цилинJ5 дрических роликов, на которые передается часть радиальной нагрузки, действующей на виток, после его сжатия.
Например, для деформации муфты
4Q диаметром 140 мм, при толщине деформируемых слоев 9 мм используется спираль внутренним диаметром 9,6 мм, а ролики применяются диаметром 9,4 мм.
45 Использование в качестве тел качения спирали замкнутой в.тор, обеспечивает синхронность движения тел качения (виток спирали) и автоматическое изменение расстояний
JJJ между ними в соответствии с формирующей поверхностью матрицы, одновременно тела качения жестко связаны друг с другом, при этом одно тело к,1чения переходит в другое, без дискретности.
аг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение труб с внутренним рукавом из термопласта | 1988 |
|
SU1539440A1 |
| Устройство для изменения диаметра трубчатых элементов "Самара | 1986 |
|
SU1433576A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ НА ТРУБАХ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2015 |
|
RU2644837C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С ВНУТРЕННЕЙ ГОРЛОВИНОЙ | 1994 |
|
RU2087232C1 |
| Резьбовое соединение нефтепромысловых труб с высоким сопротивлением сжатию и комбинированным нагрузкам (варианты) | 2017 |
|
RU2678785C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С ВНУТРЕННЕЙ ГОРЛОВИНОЙ | 1994 |
|
RU2087233C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087235C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087234C1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
1. Способ обжима или раздачи трубчатых элементов путем деформирования их телами качения, о тличающийся тем, что, с целью увеличения степени деформации, деформирование осуществляют локально по кольцевым участкам путем прогиба стенки одновременно по всему периметру поперечного сечения трубчатого элемента. 2.Устройство для обжима или раздачи трубчатых элементов, содержащее матрицу с конической формирующей поверхностью и размещенные S ней деформирующие элементы з виде спирали, замкнутой в тор. 3,Устройство по п.2, отличающееся тем, что, с целью расширения технологических возможностей путем обжима конических элементов, формирующая поверхность матрицы выполнена с конусностью, превышающей конусность элемента на 1-3°. i (Л /УТУ/Т/////////// / 
труВчагпто енента Фиг.З
.f
Редактор А. Шандор
Составитель И. Капитонов
Техред О.Ващишина Корректор, И, Эрдейи
Заказ 360/16 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Рауаская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная,4
| ОБЖИМНАЯ ГОЛОВКА | 0 |
|
SU232203A1 |
