Известные устройства для автоматической индукционной пайки или сварки различных изделий, выполненные с подвижными или поворотными столами и с подвижными паяльными или сварочными инструментами, не могут осуществлять пайку на трубчатых коллекторах корпусов форсунок с произвольным расстоянием между ними.
Отличительной особенностью описываемого устройства является применение следящей системы в виде двух копирующих роликов. Один из роликов предназначен для установки индуктора в рабочее положение при помощи пневмоцилиндра, а другой-для прекращения движения стола, путем отключения электромагнитной муфты.
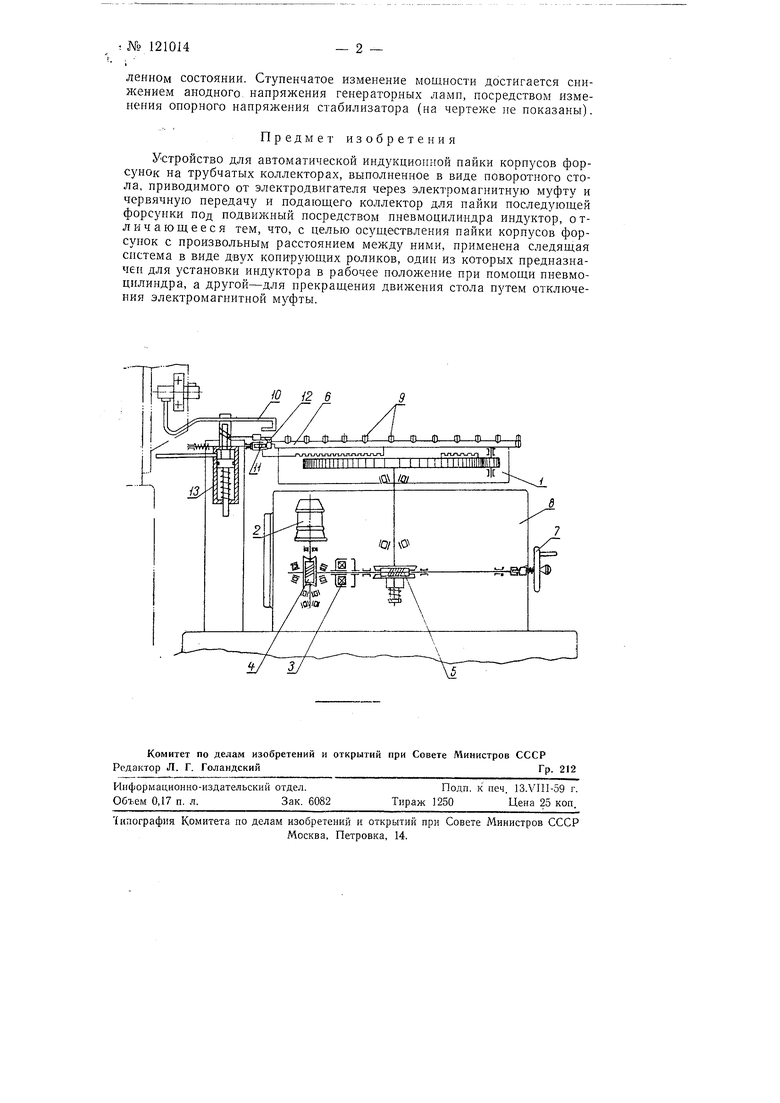
Устройство, выполненное таким образом, позволяет использовать его для автоматической индукционной пайки на трубчатых коллекторах корпусов форсунок с произвольным расстоянием между ними. На чертеже показана кинематическая схема устройства. Устройство выполнено в виде поворотного стола /, приводимого от электродвигателя 2 через электромагнитную муфту 3 и червячную передачу 4 н 5. Поворотный стол может, в зависимости от диаметра кольцевого трубчатого коллектора 6, подниматься или опускаться при помощи ручного привода 7, выведенного на станину 8.
Трубчатый коллектор 6 с корпусами форсунок 9, установленными с произвольным расстоянием, закрепляется на поворотном столе и через посредство следящей системы осуществляется автоматическая подача под подвижный индуктор 10 очередного корпуса форсунки. Следящая система выполнена в виде двух копирующих роликов П и 12. Ролик ;/ предназначен для установки индуктора в рабочее положение при помощи пневмоцилиндра J3, а ролик /2-для прекращения движения стола путем отключения электромагнитной муфты.
В устройстве применено ступенчатое изменение мощности с целью достижения выдержки установленного времени для припоя в расплавленном состоянии. Ступенчатое изменение мощности достигается снижением анодного, напряжения генераторных ламп, посредством изменения опорного напряжения стабилизатора (на чертеже пе показаны).
Предмет изобретения
Устройство для автоматической индукпиопной пайки корпусов форсунок на трубчатых коллекторах, выполненное в виде поворотного стола, приводимого от электродвигателя через электромагнитную муфту и червячную передачу и подающего коллектор для пайки последующей форсунки под подвижный посредством пневмоцилиндра индуктор, отличающееся тем, что, с целью осуществления пайки корпусов форсунок с произвольным расстоянием между ними, применена следящая система в виде двух конирующих роликов, один из которых предназначен для установки индуктора в рабочее положение при помощи пневмоцилиндра, а другой-для прекращения движения стола путем отключения электромагнитной муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вакуумной пайки изделий | 1972 |
|
SU564111A1 |
| Автомат для припайки концов секций обмоток к коллекторам электрических машин | 1959 |
|
SU130132A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| ПНЕВМАТИЧЕСКИЙ ЗАХЛЕСТЫВАТЕЛЬ ДЛЯ НАМОТКИ ПОЛОСЫ НА БАРАБАН МОТАЛКИ | 1992 |
|
RU2036033C1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| ГОЛОВКА ДЛЯ ПОВТОРНОГО ОКРАШИВАНИЯ КРЫШЕК СКРУГЛЕННОЙ ФОРМЫ | 2011 |
|
RU2559504C2 |
| Устройство для механической запрессовки колков пианино и роялей | 1959 |
|
SU127130A1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| Валковая автоматическая подача листового материала в прессах | 1931 |
|
SU27929A1 |
