Изобретение относится к машиностроению, в частности к устройствам, предназначенным для упрочнения и восстановления поверхностей деталей, например, железнодорожного транспорта, а именно боковых рам, надрессорных балок, корпусов букс тележек грузового вагона и т.д.
Известна установка для индукционной наплавки (А.с. SU 761184, М.кл. В 22 К 13/00, В 23 Р 6/00, опубл. 07.09.80. Б.И. №33) [1], в которой для повышения надежности работы и производительности индукционной наплавкой плоских деталей используется планшайба (поворотный стол), несущая захваты, выполнена в виде отдельных, установленных с зазором друг относительно друга секторов с гнездами (ложементами) для размещения наплавляемых деталей. В установке использован щелевой индуктор, между витками которого при вращении стола проходит упрочняемая деталь с шихтой, насыпанной дозатором с заслонкой. Под действием высокочастотного электромагнитного поля шихта расплавляется на поверхности детали и тем самым ее упрочняет. Описанная установка позволяет автоматизировать процесс наплавки только плоских деталей ограниченного размера по толщине (высоте).
По мере развития индукционной наплавки были разработаны односторонние индукторы взамен щелевых, использование которых позволило упрочнять крупногабаритные детали, например (RU №2026610 С1, 6 МПК Н 05 В 6/00, В 22 В 19/00, опубл. 09.01.95) [2].
Для индукционной наплавки крупногабаритных деталей односторонним индуктором был разработан манипулятор для индукционной наплавки (RU №2101152 C1, 6 МПК В 23 К 37/04, 13/00, опубл. 10.01.98, Бюл.3) [3].
Известный манипулятор содержит тележку для перемещения изделия под односторонним индуктором, ручной вращатель, состоящий из планшайбы (поворотного стола), привода поворота планшайбы и механизм подъема и поворота планшайбы. На тележке с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях установлена каретка с поворотным столом, стойками, жестко закрепленными на поворотном столе, ползунами и ложементом для вращателя.
Однако использование описанного манипулятора не позволяет автоматизировать процесс насыпки шихты на упрочняемую поверхность и процесс наплавки. Это обусловлено тем, что для упрочнения сложных поверхностей, например, зубьев автосцепки, для которых установка предназначена, зазор “индуктор-деталь” устанавливался вручную, путем подвода рукоятками подъема, наклона и поворота планшайбы с деталью, и затем визуально корректировался для поддержания оптимальной величины, обеспечивающей равномерный прогрев упрочняемой поверхности.
Наиболее близким по технической сущности к заявляемому изобретению техническим решением является установка для упрочнения индукционной наплавкой (RU №2154562 C1, 7 МПК В 23 К 13/01, 37/04, B 22 D 19/10, опубл. 20.08.2000, Бюл.№23) [4], принимаемая за прототип.
Установка-прототип включает высокочастотный генератор с односторонним индуктором, позволяющим упрочнять крупногабаритные объемные детали, поворотный стол с ложементами для изделий, жестко закрепленный на вертикальной оси, нижний торец которой опирается на регулируемую по высоте опору с возможностью скольжения на ней, электропривод вращения, механизм поворота и возвратно-поступательного перемещения в вертикальной плоскости поворотного стола.
Механизм поворота стола имеет зацепление ведущей шестерни электропривода и ведомой шестерни, жестко закрепленной на вертикальной оси поворотного стола. Ось поворотного стола установлена в корпусе рамы с возможностью вращения и вертикального перемещения.
Недостатком прототипа является невозможность при его использовании автоматизировать процесс насыпки шихты на упрочняемую поверхность и процесс наплавки, так как насыпка шихты на участок упрочняемой поверхности осуществлялась вручную с помощью специальных для каждой поверхности дозаторов, т.е. количество насыпаемой шихты не регулировалось автоматически. После нанесения шихты упрочняемая поверхность подводилась под односторонний индуктор рукоятками манипулятора вручную, регулировался требуемый для качественной наплавки зазор “индуктор-деталь” и включался ВЧ-генератор.
После оплавления шихты зазор “индуктор-деталь” уменьшался вручную рукояткой подъема стола на величину просевшей при оплавлении шихты для повышения кпд нагрева и, следовательно, повышения качества упрочняемой поверхности. В прототипе поверхность детали непосредственно нагревалась и упрочнялась, что приводило к укрупнению зерен кристаллической структуры основного металла и к снижению прочности детали.
По заключению ВНИИЖТа и департамента по безопасности движения запрещены к использованию технологии, связанные с высоким тепловложением в опасных зонах несущих деталей подвижного состава (боковые рамы, надрессорные балки, корпуса букс и т.д.).
В связи с этим возникла необходимость разработки новых технологических процессов ремонта с минимальным нагревом несущих деталей и одновременным упрочнением сопрягаемых рабочих поверхностей износостойкими материалами.
Эта проблема решена в ИЦ “Сплав” с использованием закладных элементов с износостойким покрытием. Между трущимися, несущими основную нагрузку поверхностями устанавливается закладной элемент, что существенно увеличивает срок службы несущих деталей. Существует потребность в массовом производстве закладных элементов с износостойким покрытием высокого качества, так как в настоящее время в Российской Федерации 80% боковых рам тележек грузовых вагонов имеют сверхнормативный износ, что соответствует потребности порядка 2500000 деталей (закладных элементов) для защиты от износа боковых рам.
Так как устройство-прототип предназначено только для наплавки крупногабаритных деталей и установка зазора “индуктор-деталь” производится вручную, оно не эффективно при упрочнении на нем массовых количеств деталей (закладных элементов) с высоким качеством износостойкого покрытия.
Техническим результатом настоящего изобретения является повышение качества износостойкого покрытия деталей за счет автоматической установки зазора “индуктор-деталь” после прогрева детали и оплавления шихты и повышение производительности процесса за счет автоматизации насыпки шихты с одновременным подводом детали на позицию наплавки.
Технический результат достигается тем, что полуавтомат для упрочнения индукционной наплавкой, включающий высокочастотный генератор с односторонним индуктором, поворотный стол с ложементами для изделий, жестко закрепленный на вертикальной оси, нижний торец которой опирается на регулируемую по высоте опору с возможностью скольжения на ней, электропривод вращения, механизм поворота и возвратно-поступательного перемещения поворотного стола в вертикальной плоскости, механизм поворота стола имеет зацепление ведущей шестерни электропривода и ведомой шестерни, жестко закрепленной на вертикальной оси поворотного стола, которая установлена в корпусе рамы с возможностью вращения и вертикального перемещения, согласно изобретению он содержит дополнительно бункер с наплавочной шихтой, снабженный дозатором с заслонкой, взаимодействующей поочередно с соответствующим ложементом, механизм возвратно-поступательного перемещения поворотного стола содержит жестко установленный на вертикальной оси диск, снабженный по периметру опорными роликами по числу позиций ложементов, при вращении поворотного стола взаимодействующими с копирами, жестко закрепленными на раме, выполненными в виде пластин, каждая из которых имеет наклонные поверхности с двух сторон для подъема и опускания вертикальной оси, по периметру поверхности диска поворотного стола жестко закреплены попарно флажки по числу позиций ложементов, выполненные в виде изогнутых пластин, взаимодействующих поочередно при вращении стола с двумя конечными выключателями начала и конца наплавки, закрепленных на раме, а электропривод вращения выполнен двухскоростным с возможностью подвода изделия на позицию наплавки с одновременной насыпкой шихты и регулирования рабочей скорости при наплавке.
Другое отличие состоит в том, что окружная скорость подвода детали на позицию наплавки с одновременной насыпкой шихты составляет 15 мм/с.
Другое отличие состоит в том, что окружная рабочая скорость детали при процессе направки регулируется в пределах 0,5-1,5 мм/с.
Другое отличие состоит в том, что ложементы выполнены с возможностью разворота на 180° вокруг вертикальной оси с фиксацией этих положений.
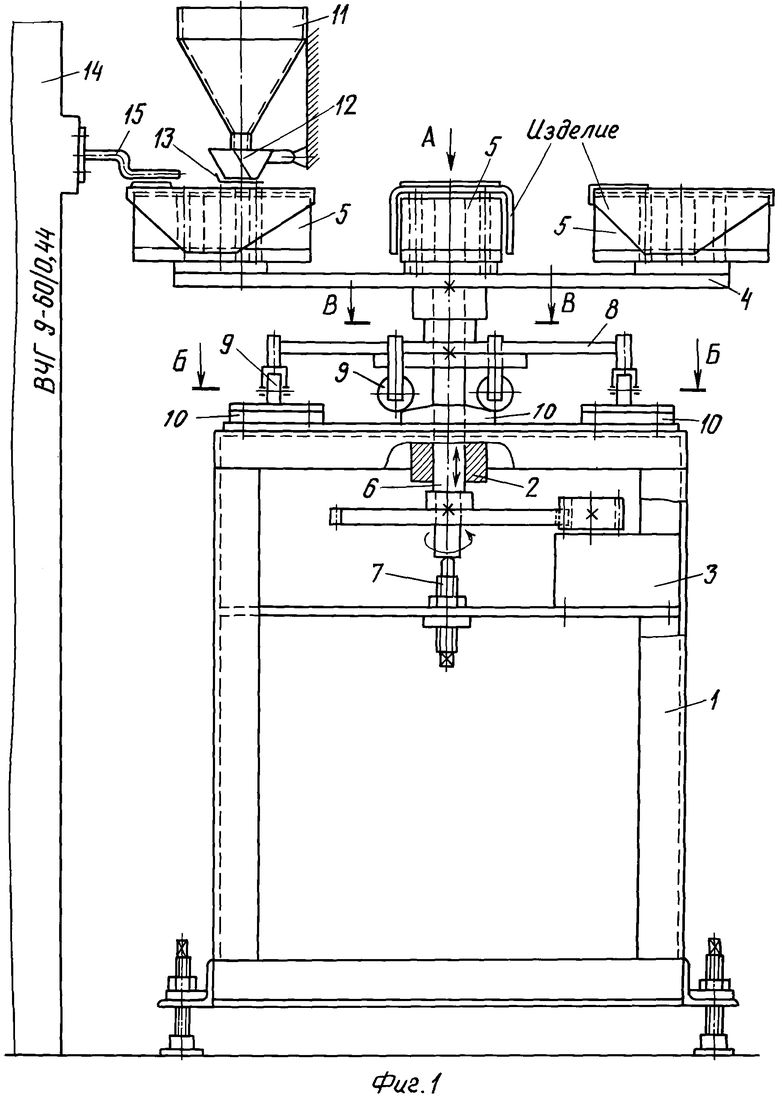
На фиг.1 приведен схематический чертеж полуавтомата для упрочнения индукционной наплавкой, вид сбоку.
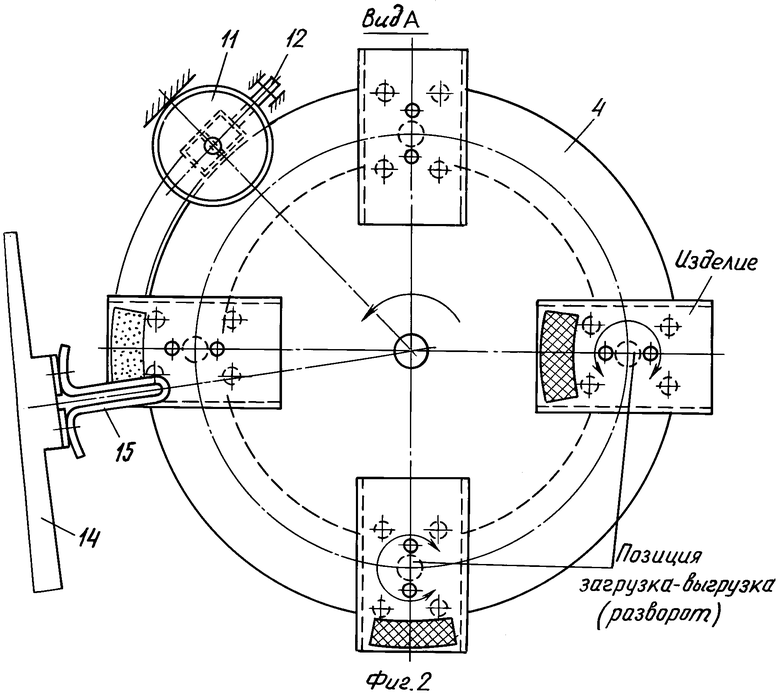
На фиг.2 приведен вид по А.
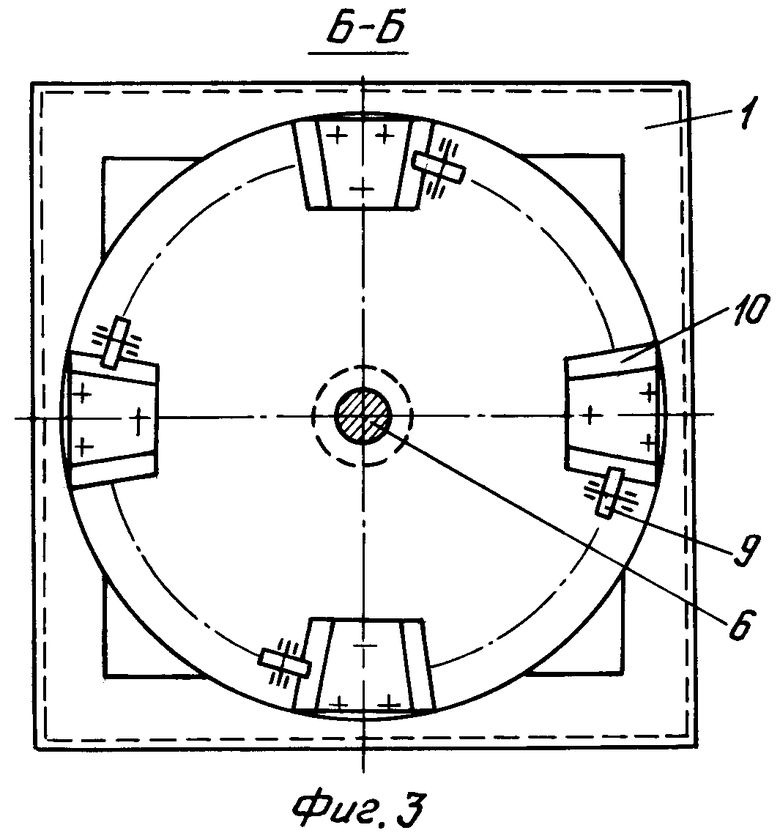
На фиг.3 приведен разрез по Б-Б.
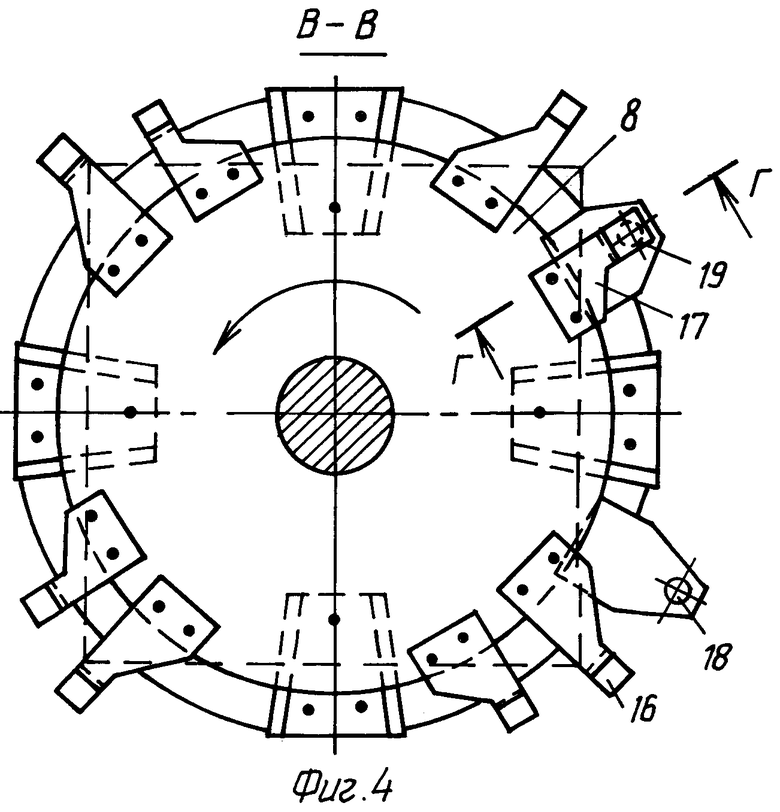
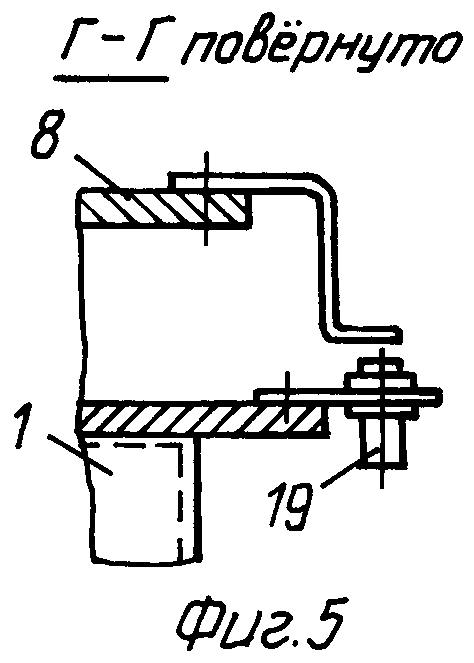
На фиг.4 приведен разрез по В-В, на фиг.5 - разрез по Г-Г.
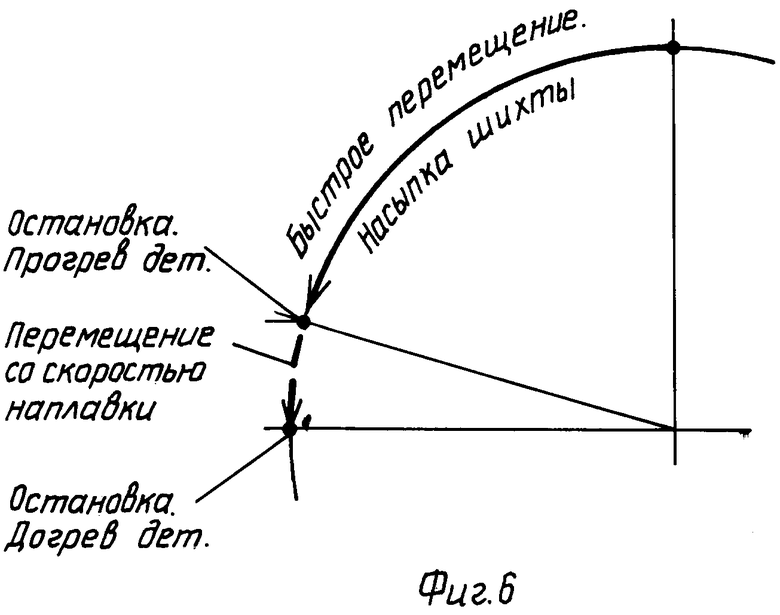
На фиг.6 приведена схема скоростей вращения стола.
Полуавтомат для упрочнения индукционной наплавкой содержит раму 1, в корпусе 2 которой установлен с возможностью вращения от электропривода 3 и возвратно-поступательного перемещения в вертикальной плоскости поворотный стол 4, на котором установлены по числу позиций ложементы 5 (фиг.1).
Каждый ложемент 5 имеет возможность разворота на 180° вокруг вертикальной оси в обе стороны с фиксацией этих положений для обеспечения наплавки другого участка поверхности изделия.
Ось 6 поворотного стола 4 опирается нижним торцом на регулируемую по высоте опору 7 с возможностью скольжения на ней при вращении оси 6.
На оси 6 поворотного стола 4 закреплен диск 8, который снабжен по периметру опорными роликами 9 по числу позиций ложементов 5, которые взаимодействуют с копирами 10 при подъеме поворотного стола 4 на величину просевшей шихты при ее оплавлении, равной порядка 2...3 мм, и при опускании оси 6 поворотного стола 4 до упора нижним торцом оси 6 в регулируемую опору 7 (фиг.1).
Копиры 10 жестко закреплены на раме 1 под ложементами 5 и выполнены в виде пластин, каждая из которых имеет две наклонные поверхности с двух сторон по ходу поворота опорных роликов 9 вокруг вертикальной оси и закрепленые на раме 1 (фиг.3).
На раме 1 закреплены бункер 11 и дозатор 12 с заслонкой 13, последовательно взаимодействующей при вращении поворотного стола 4 с ложементами 5 для насыпки шихты на упрочняемую поверхность изделия при его прохождении под дозатором 12 (фиг.1).
Электропривод 3 выполнен двухскоростным и обеспечивает подвод изделия на позицию наплавки с окружной скоростью 5 мм/с при одновременной насыпке шихты на упрочняемую поверхность изделия и с другой, регулируемой, окружной скоростью в диапазоне 0,5...1,5 мм/с, используемой непосредственно при наплавке.
Для индукционного нагрева изделия до температуры оплавления шихты используется высокочастотный генератор (ВЧГ) 14 с односторонним индуктором 15.
Полуавтомат устанавливается рядом с ВЧГ таким образом, чтобы под индуктором 15 находилось изделие на начале наплавки, обеспечивая оптимальный зазор “индуктор-деталь” порядка 6 мм.
По периметру верхней поверхности диска 8 поворотного стола 4 жестко закреплены попарно 4 пары флажков 16, 17 по числу позиций ложементов, выполненных в виде пластин, взаимодействующих поочередно при вращении стола 4 с конечными выключателями 18, 19, закрепленными на раме 1 (фиг.4, 5).
Работа полуавтомата осуществляется следующим образом.
Вначале ложементы 5, смонтированные на столе 4, загружаются изделиями, кроме ложемента, находящегося на позиции “Упрочнение” под индуктором. Бункер 11 и дозатор 12 заполняются наплавочной шихтой. Подъемом и опусканием дозатора 12 относительно упрочняемой поверхности регулируется высота насыпки шихты на упрочняемую поверхность изделия в пределах 5+0,5 мм. Регулируемая величина подъема поворотного стола 4 опорой 7 равна величине просевшей шихты при ее оплавлении. При включении на пульте управления кнопки “Пуск” включается электропривод 3 и начинается вращение стола 4 с окружной скоростью 15 мм/с, в процессе которого производится равномерная по толщине насыпка шихты на упрочняемую поверхность изделия и при включении конечного выключателя 19 флажком 17 (фиг.4) вращение стола 4 прекращается на 10...20 с с одновременным включением нагрева высокочастотного генератора 14 для предварительного нагрева поверхности изделия вместе с насыпанной шихтой до ее оплавления.
Затем, по истечении 10...20 с срабатывает реле времени автоматики, включается вновь электропривод 3 вращения стола 4 уже со скоростью наплавки, в результате чего ролики 9 наезжают на наклонную поверхность копиров 10, приподнимая изделие с расплавленной шихтой к нижней плоскости индуктора 15, уменьшая зазор “индуктор-деталь” для повышения кпд нагрева высокочастотным генератором 14. Происходит расплавление шихты на заданном участке поверхности изделия и при включении флажком 16 другого конечного выключателя 18 вращение стола 4 прекращается, происходит догрев оставшегося участка упрочняемой поверхности изделия и по истечении 5...10 с отключается нагрев высокочастотного генератора, что поясняется схемой скоростей вращения стола 4 (фиг.6).
В дальнейшем при развороте ложемента 5 для упрочнения другого участка поверхности изделия или после съема готового изделия и установки нового изделия вновь включается на пульте управления кнопка “Пуск”, и процесс насыпки шихты и упрочнения повторяется. При этом ролики 9 съезжают с другой наклонной плоскости копиров 10, опуская ось 6 стола 4 до упора в регулируемую опору 7, обеспечивая первоначально выбранный зазор “индуктор-деталь”, равный 6 мм.
Опытный образец полуавтомата изготовлен в Инженерном центре “Сплав” и обеспечивает производительность до 10 шт/ч при стабильном высоком качестве упрочняемых поверхностей изделий.
Источники информации
1. А.с. SU 761184, M. Кл. В 22 К 13/00, В 233 6/00, опубл. 07.09.80. Б.И. №33.
2. Патент RU №2026610 C1, 6 МПК Н 05 В 6/00, В 22 В 19/00, опубл. 09.01.95.
3. Патент RU №2101152 C1, 6 МПК В 23 К 37/04, 13/00, опубл. 10.01.98, Бюл.3.
4. Патент RU №2154562 C1, 7 МПК В 23 К 13/01, 37/04, B 22 D 19/10, опубл. 20.08.2000 г., Бюл. №23 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |
| Установка для автоматический индукционной наплавки | 1975 |
|
SU554112A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 2000 |
|
RU2192947C2 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1979 |
|
SU853897A1 |
Изобретение может быть использовано при упрочнении и восстановлении поверхностей деталей. Поворотный стол с ложементами для изделий закреплен на вертикальной оси. Ее нижний торец опирается на регулируемую по высоте опору с возможностью скольжения на ней. Механизм поворота и возвратно-поступательного перемещения стола имеет зацепление ведущей шестерни электропривода и ведомой шестерни, жестко закрепленной на вертикальной оси поворотного стола. Бункер с наплавочной шихтой снабжен дозатором с заслонкой, взаимодействующей поочередно с соответствующим ложементом. Механизм возвратно-поступательного перемещения стола содержит жестко установленный на вертикальной оси диск с опорными роликами по числу позиций ложементов, взаимодействующими с копирами в виде пластин. По периметру диска жеско закреплены попарно флажки, взаимодействующие при вращении стола с двумя конечными выключателями начала и конца наплавки. Изобретение позволяет повысить качество покрытия деталей за счет автоматической установки зазора “индуктор-деталь” после прогрева детали и оплавления шихты и автоматизировать насыпку шихты. 3 з.п. ф-лы, 6 ил.
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |

