Обычно изготовление дюралевых лопастей воздушных винтов из заготовок, выполненных в размер с припуском, например из штамповок, в окончательный размер доводят путем механической обработки резанием пера лопасти, что вызывает большую трудоемкость и значительный расход материала.,
Настоящее изобретение позволяет сократить расход материала п снизить трудоемкость путем устранения механической обработки.
Это достигается тем, что из заготовки иредварительно выпрессовывают комлевую часть и перо лопасти в предварительный размер, а окончательный размер пера получают на прокатном стане с профилированными валками, а затем в штампе производят закручивание пера под нужные углы.
Окончательную обработку комля лопасти произ водят от базы ее пера.
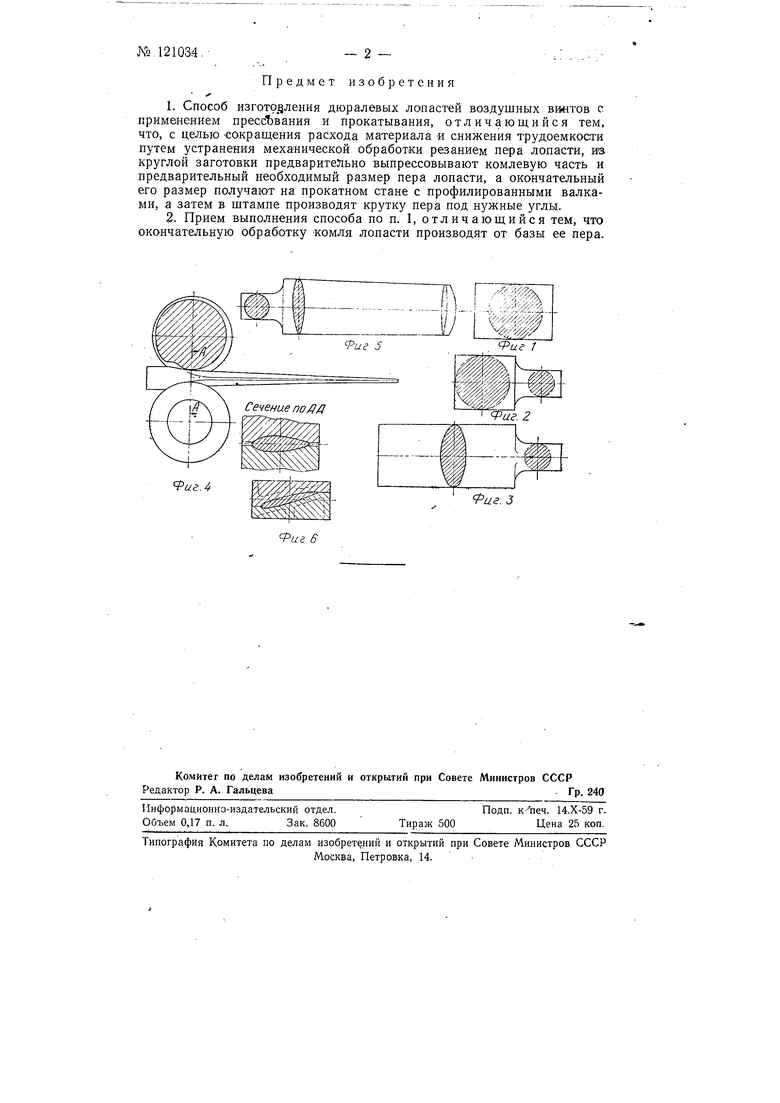
На фигурах 1, 2, 3, 4, 5 к 6 показаны разные стадии изготовления лонасти. Из круглой заготовки (фиг. 1) предварительно выпрессовывают на горизонтальном прессе комлевую часть (фиг. 2) и перо лопасти предварительного размера (фиг. 3). На этом заканчивают первый этап изготовления лопасти.
Второй этап изготовления производят на прокатном стане с профилированньши валками (фиг. 4). На этом стане перо лопасти прокатывают окончательно в размер по толш,ине. После этого никакой механиЧЕеской и ручной обработки не применяют, за исключением заправки передней и задней кромоК, бороды и конца лопасти (фиг. 5).
На третьем этапе производят крутку пера /юпасти на необходимые углы. Эту операцию производят в штампе (фи1. 6). Затем окончательно обрабатывают комелъ лопасти.
ЛЬЛ2103.4.
2
Предмет изобретения
1.Способ изготовления дюралевых лопастей воздушиых вкштов с применением прессЪвания и прокатывания, отличающийся тем, что, с целью Сокращения расхода материала и снижения трудоемкости путем устранения механической обработки резанием пера лопасти, ws круглой заготовки предварительно выпрессовывают комлевую часть и предварительный необходимый размер пера лопасти, а окончательный его размер получают на прокатном стане с профилированными валками, а затем в штампе производят крутку пера под нужные углы.
2.Прием выполнения способа по п. 1, отличающийся тем, что окончательную обработку комля лопасти производят от базы ее пера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ ВОЗДУШНЫХ ВИНТОВ | 1969 |
|
SU255785A1 |
| Способ изготовления стальной пустотелой лопасти воздушного винта | 1954 |
|
SU108607A1 |
| Способ изготовления заготовок для пустотелых лопастей воздушного винта с продольным внутренним ребром | 1945 |
|
SU66034A1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ЛОПАСТИ | 2014 |
|
RU2561827C1 |
| Лонжерон лопасти аэродинамической модели воздушного винта и способ его изготовления | 2013 |
|
RU2652545C1 |
| Способ изготовления лезвий режущих инструментов и устройство для его осуществления | 1987 |
|
SU1602599A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2366530C1 |
| Способ изготовления полых стальных деталей типа профилированного патрубка с фланцем и ступицей | 1985 |
|
SU1323203A1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
ff/e.4
fus. 3
