Известный способ изготовления заготовок для пустотелых лопастей воздушного винта с продольным внутренним ребром имеет существенные недостатки. Для его осуществления требуется мощное молотовое и прессовое оборудование, больщие припуски на механическую обработку и необходимость в специальных копировально-фрезерных и копировально-строгальных станках.
По предложенному способу в качестве исходного материала применяется балка таврового сечения. Полки и ребро балки обрубаются в нужную форму, а затем конец полок изгибается и сваривается для образования комля. Этот способ устраняет недостатки известного способа и облегчает изготовление заготовок.
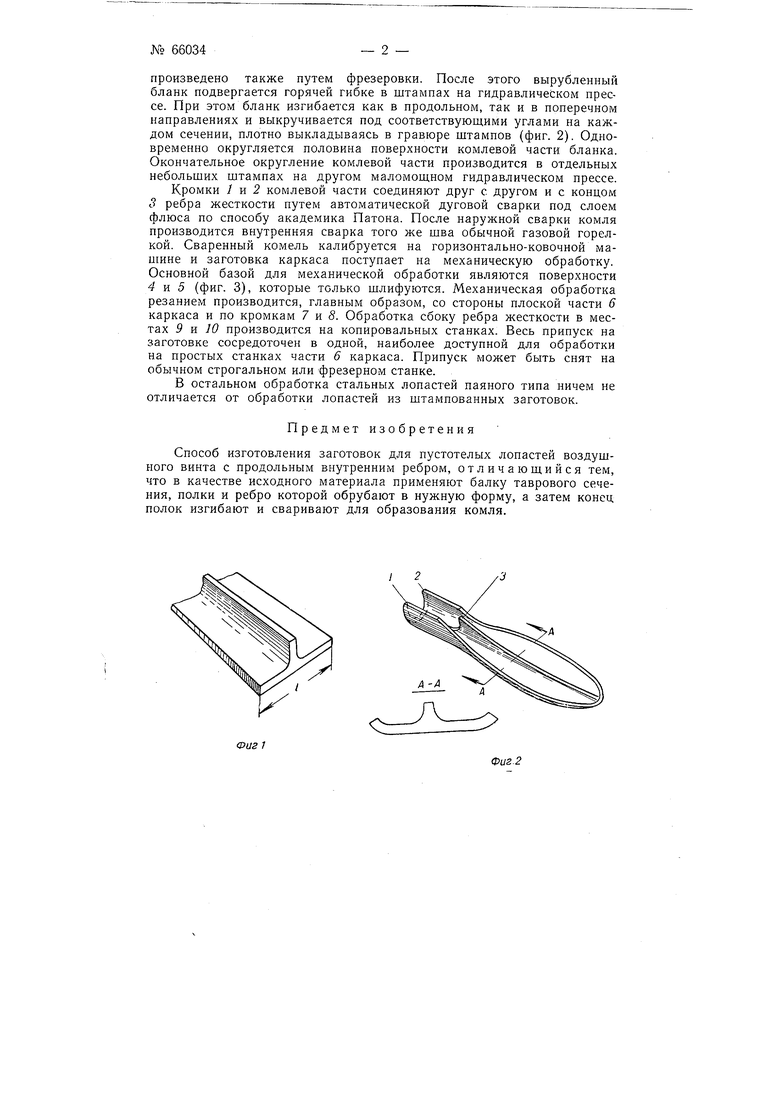
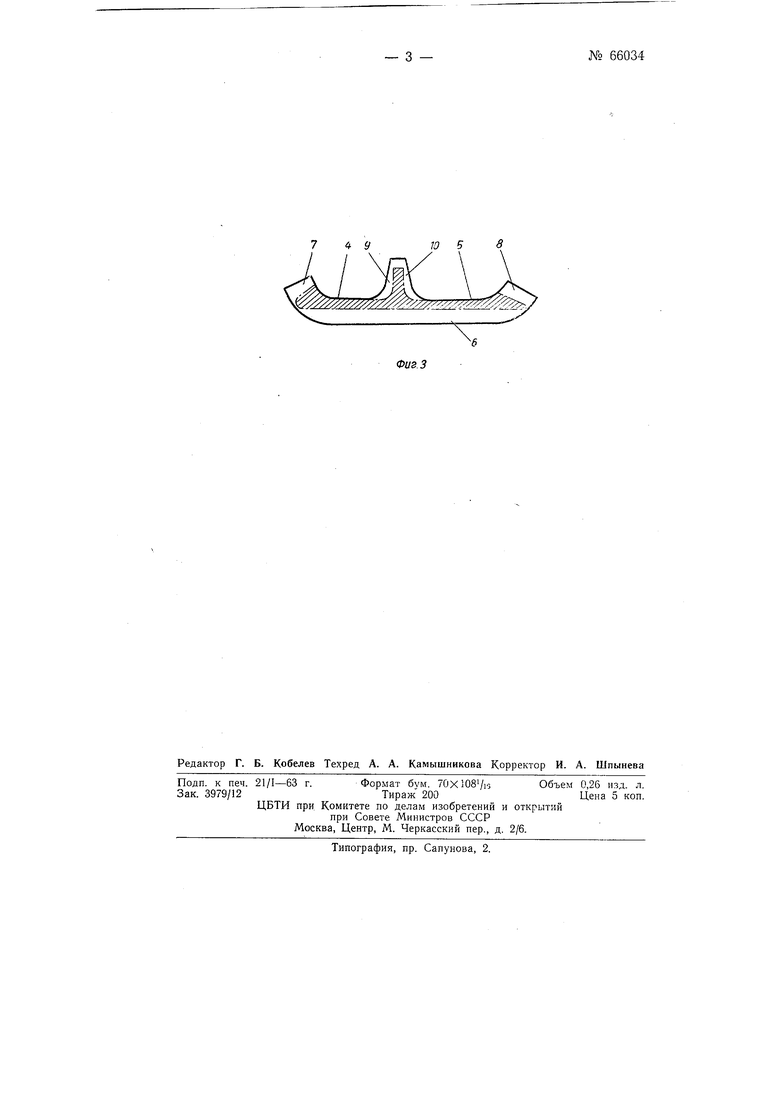
На фиг. 1 изображен отрезок тавровой балки заготовки; на фиг. 2 - заготовка в изогнутом виде, подготовленная к сварке, с сечением по А-А; на фиг. 3 -схема механической обработки сваренной заготовки.
Основной заготовкой, одинаковой для всех лопастей разных размеров, служит длинная (на несколько лопастей) тавровая балка, толщина ПОЛКИ и стенки которой равна приблизительно 15-20 мм. Ширина полки / 400 мм, а высота стенки h 120 мм. Тавровая балка изготовляется путем обычной горячей прокатки на рельсобалочных станах. При желании, с целью экономии материала, можно прокатывать несколько стандартных номеров таких балок в зависимости от наиболее часто встречающихся ширин лопастей (по размеру I). На заводе-изготовителе стальных лопастей из балок нарезают или вырубают отдельные заготовки, согласно длинам изготовляемых лопастей. Затем из полученных заготовок в горячем состоянии на механических прессах сперва вырубают «бланки согласно форме лопасти в плане (с припуском) с развернутой комлевой частью, а потом срубают излишки материала на ребре жесткости, причем последнее может быть
произведено также путем фрезеровки. После этого вырубленный бланк подвергается горячей гибке в штампах на гидравлическом прессе. При этом бланк изгибается как в продольном, так и в поперечном направлениях и выкручивается под соответствующими углами на каждом сечении, плотно выкладываясь в гравюре штампов (фиг. 2). Одновременно округляется половина поверхности комлевой части бланка. Окончательное округление комлевой части производится в отдельных небольших штампах на другом маломошном гидравлическом прессе. Кромки / и 2 комлевой части соединяют друг с другом и с концом
3ребра жесткости путем автоматической дуговой сварки под слоем флюса по способу академика Патона. После наружной сварки комля производится внутренняя сварка того же шва обычной газовой горелкой. Сваренный комель калибруется на горизонтально-ковочной машине и заготовка каркаса поступает на механическую обработку. Основной базой для механической обработки являются поверхности
4и 5 (фиг. 3), которые только шлифуются. Механическая обработка резанием производится, главным образом, со стороны плоской части 6 каркаса и по кромкам 7 и S. Обработка сбоку ребра жесткости в местах 9 VI 10 производится на копировальных станках. Весь припуск на заготовке сосредоточен в одной, наиболее доступной для обработки на простых станках части 6 каркаса. Припуск может быть снят на обычном строгальном или фрезерном станке.
В остальном обработка стальных лопастей паяного типа ничем не отличается от обработки лопастей из штампованных заготовок.
Предмет изобретения
Способ изготовления заготовок для пустотелых лопастей воздушного винта с продольным внутренним ребром, отличающийся тем, что в качестве исходного материала применяют балку таврового сечения, полки и ребро которой обрубают в нужную форму, а затем конец полок изгибают и сваривают для образования комля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лонжерон лопасти аэродинамической модели воздушного винта и способ его изготовления | 2013 |
|
RU2652545C1 |
| Способ изготовления дюралевых лопастей воздушных винтов | 1958 |
|
SU121034A1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| Способ изготовления деталей | 1990 |
|
SU1770002A1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ЛОПАСТИ | 2014 |
|
RU2561827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПАНГОУТА | 2011 |
|
RU2492015C1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1984 |
|
RU1210314C |
У 2
6 Фиг.З
