2, Валок поп.,отлича ю щ и и с я тем, что на. участках рабочей пове рхности, ограниченных гладкой бочкой и участками с винтовыми буртами и канавками постоянной ширины, винтовые канавки выполнены в направлении шеек с монотонИзобретение относится к прокатному производству и может быть использовано в клетях кварто при производстве листового проката.
Цель изобретения - снижение неравномерности износа смежного рабочего валка.
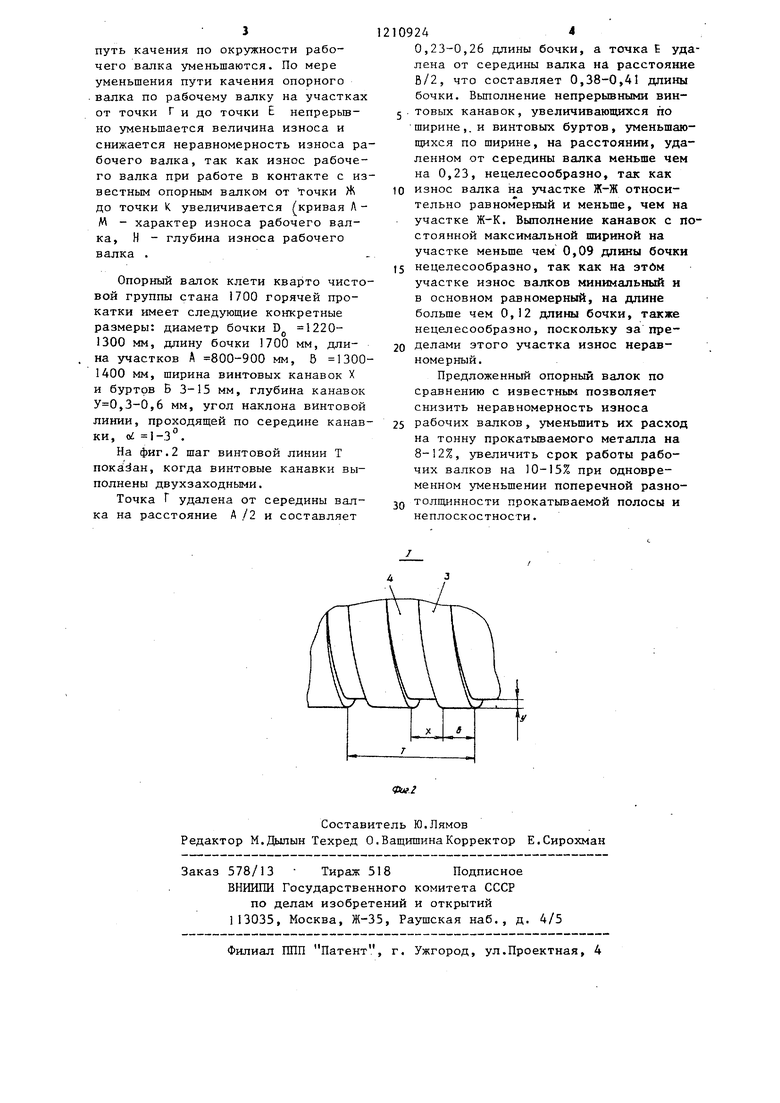
На фиг,1 изображен опорный валок в паре со смежным ему рабочим валком, общий вид; на фиг.2 - дид буртов и канавок на бочке опорного валка (узел Г на фиг.1).
Опорный валок содержит в центральной части рабочей поверхности гладкую бочку 1 и симметрично расположенные от гладкой бочки к шейкам 2 бурты 3 и винтовые канаБ Ки 4. Бурты 3 также вьшолнены по винтовой линии, при этом на расстоянии от торцов валка, равном 0,09-0,12 длины рабочей поверхности, бурты 3 и канавки 4 выполнены постоянной ширины, а на переходных участках рабочей поверхности, между гладкой бочкой и участками с винтовыми буртами и канавками постоянной ширины., винтовые канавки выполнены в направлении шеек 2 монотонно увеличивающимися по ширине, а винтовые бурты соответственно уменьшающимися по ширине.
Как вариант исполнения рабочей поверхности опорного валка винтовые канавки могут быть выполнены много- . заходными.
Расстояние А между винтовыми канавками на 100-200 мм меньше прокатываемой полосы минимальной ширины, это соответствует 0,46-0,52 общей длины бочки валка. Расстояние fi между точками Е и Б на 100-200 мм менше прок.атьшаемой полосы максимально пшрины, это соответствует 0,76-0,82
ным увеличением по ширине, а винтовые бурты соответственно с монотонным уменьшением по ширине.
3« Валок ПОП.1, отличающийся тем, что винтовые канавки выполнены многозаходными.
длины бочкио Винтовые канавки выполняются глубиной У (фиг.2) по величине, равной и большей максимальной величины радиального износа опорного 5 валка. Частота винтовых канавок увеличивается путем выполнения их много- заходными, а также за счет угла наклона ui винтовой линии по которой проходит середина канавки. Угол нак- 0 лона винтовой линии определяется из уравнения.
arctg-,
где Т - шаг винтовой линии, мм; 5 DO - диаметр бочки опорного валка ,мм.
Винтовые канавки по одну сторону гладкой бочки наклонены под углом oi , а винтовые канавки, выполненные 0 по другую сторону, наклонены также под углом OG , но в противоположную сторону, что исключает осевые нагрузки на подшипник валка.
5 При прокатке опорный валок контактирует с буртами и участком бочки на длине А с рабочим валком 5. По мере проворота валков винтовые канавки и бурты в зоне контакта с
0 рабочим Валком 5 смещаются вдоль ее образующей. Поэтому каждый участок поверхности бочки рабочего валка 5, расположенный в зоне канавок и буртов, в процессе вращения валков по5 очередно то входит в контакт с буртами, .то находит на канавки, В этом случае износ бочки рабочего валка в зоне контакта с опорным валком приобретает равномерный характер. По
0 мере увеличения ширины X канавок и уменьшения ширины Б буртов на участках от Г до Е протяженность контакта буртов и, соответственно.
путь качения по окружности рабочего валка уменьшаются. По мере уменьшения пути качения опорного . валка по рабочему валку на участках от точки Г и до точки Е непрерьш- но уменьшается величина износа и снижается неравномерность износа рабочего валка, так как износ рабочего валка при работе в контакте с известным опорным валком от очки Л до точки К увеличивается кривая Л - М - характер износа рабочего валка, Н - глубина износа рабочего валка .
Опорный валок клети кварто чистовой группы стана 1700 горячей прокатки имеет следующие конкретные размеры: диаметр бочки D 1220- 1300 мм, длину бочки 1700 мм, длина участков А 800-900 мм, 5 1300- 1400 мм, ширина винтовых канавок X и буртов Б 3-15 мм, глубина канавок ,3-0,6 мм, угол наклона винтовой линии, проходящей по середине канавки, oi 1-3°.
На фиг.2 шаг винтовой линии Т показан, когда винтовые канавки выполнены двухзаходными.
Точка Г удалена от середины валка на расстояние А /2 и составляет
2109244
0,23-0,26 длины бочки, а точка Е удалена от середины валка на расстояние В/2, что составляет 0,38-0,41 длины бочки. Выполнение непрерывными вин5 . товых канавок, увеличивающихся по ширине,, и винтовых буртов, уменьшаю- по ширине, на расстоянии, удаленном от середины валка меньше чем на 0,23, нецелесообразно, так как
10 износ валка на участке Ж-Ж относительно равномерный и меньше, чем на участке Ж-К. Выполнение канавок с постоянной максимальной шириной на участке меньше чем 0,09 длины бочки
15 нецелесообразно, так как на этим участке износ валков минимальный и в основном равномерный, на длине больше чем 0,12 длины бочки, также нецелесообразно, поскольку за пре20 делами этого участка износ неравномерный.
Предложенный опорный валок по сравнению с известным позволяет снизить неравномерность износа
25 рабочих валков, уменьшить их расход на тонну прокатываемого металла на 8-12%, увеличить срок работы рабочих валков на 10-15% при одновременном уменьшении поперечной разно3Q толщинности прокатываемой полосы и неплоскостности.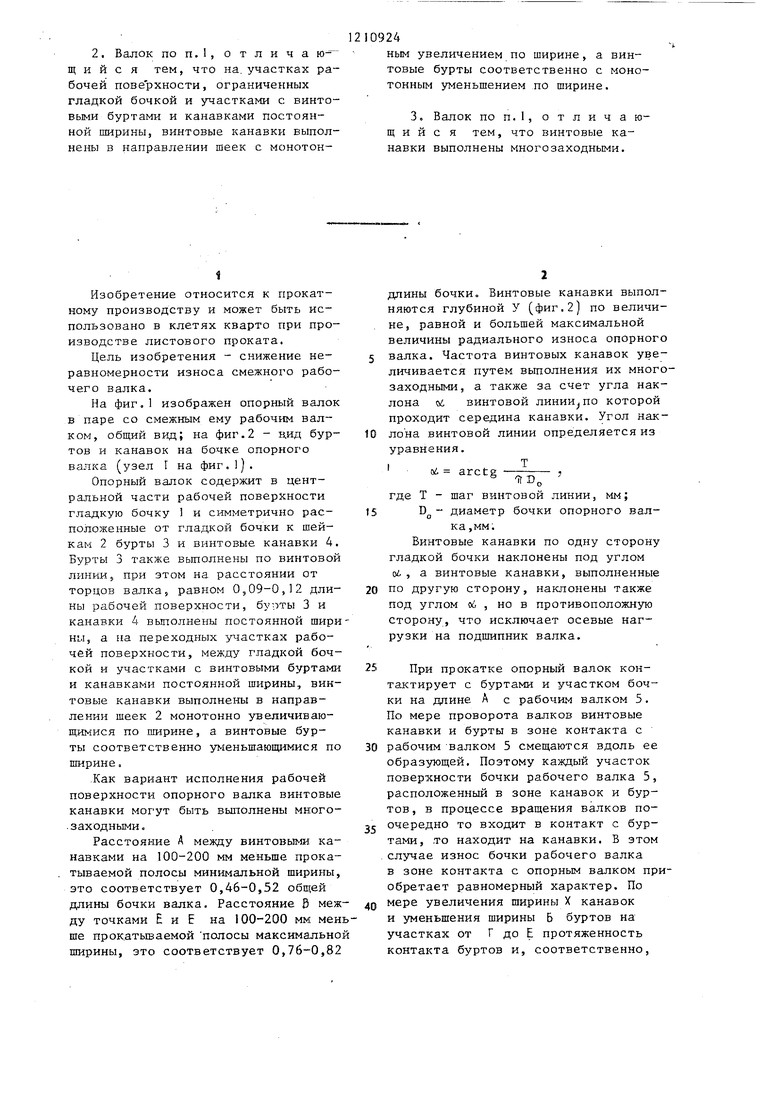
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорный валок клети кварто | 1987 |
|
SU1407601A1 |
| Бочка опорного валка клети кварто | 1979 |
|
SU816592A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Узел валков прокатной клети кварто | 1988 |
|
SU1648582A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| Опорный валок | 1984 |
|
SU1245368A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО | 2015 |
|
RU2585594C1 |

Составитель Ю.Лямов Редактор М.Дылын Техред О.ВащишинаКорректор Е.Сирохман
Заказ 578/13 Тираж 518 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул.Проектная, 4
| Сафьян М.М | |||
| Прокатка широкополосной стали | |||
| -М.: Металлургия, 1969; с.368 | |||
| Бочка опорного валка клети кварто | 1979 |
|
SU816592A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
