Изобретение относится к обработке ме- ;таллов давлением и может быть использо- :вано при нрокатке полос и листов в клегях |к8арто.
i Цель изобретения - повышение качестЕза 1проката путем повып1ения точности его |профиля. j На чертеже приведен предлагаемый ваLflOK.
I Опорный валок клети кварто содержит гладкую поверхность в центральной час- гги 1 бочки, винтовые канавки 2 на участках рабочей поверхности бочки, симметрично расноложенных относительно центральной |части 1 бочки. Глубина канавок 2 у центральной части бочки Y имеет минимальное значение. Но мере приближения к шейкам валка глубина канавок 2 увеличивается и у края бочки достигает максимальной lie- лины YX . Поэтому контактная жесткость по длине бочки валка имеет переменное зна- |чение. В центральной части бочки контактная жесткость максимальная, но мере прибл11- жения к Н1ейкам валка монотонно уменьшается и у края бочки ва, 1ка минимальная.
В нропессе прокатки, ес. ш дав.чение мета. i,. ia на ва.чкн ринимает от. шчное от но- мина.-1ьно1ч; значения, изменяется и величина нрогиба онорных валков. В нредлагае- Ыой конструкции валка одновременно изме- :пяется и не. 1ичнна радиа. пикя деформации xjHOpiioi o ва. 1ка но д. 1ине бочки: измене1Н1я иннма,-1ьнь1е по середине бочки, а но краям максима.11)Ные. 11рофи, 1Ь активной об- :разук)П1ей рабочих ва.чков сохраняется прак- гически нензменн1)1м, нро(|)Н. 1Ь и (|)Oj)Ma 110- .юсы не нарунтются.
11ред. 1агаемая конструкция ва. жа поз- :Ч(). 1яет умеп1дцигь за П1спмосгь npo(iii. iH ак0
3
0
5
0
5
тивной образующей рабочих валков от величины прогиба онорных валков и расход валков на 1 т прокатываемого .металла. Это достигается создание.м переменной контактной жесткости по длине бочки опорного валка, а также выполнением высоты буртов и глубины канавок монотонно изменяющи- .мися. По мере увеличения высоты буртов и г, 1убины канавок при прочих равных условиях увеличивается радиальная деформация бочки опорного валка, а контактная жесткость наоборот уменьн1ается. Это позволяет компенсир()15ать изменения прогиба опорного валка, стаби.мизировать профиль активной образу юидей рабочих валков и повыша1ь 1с)чност1 профи,(Я и (})ормы листового проката.
Преимущество предлагаемого валка перед известны.м в том, что рабочая поверхность бочки опорного валка после износа может быть восстановлена непосредственно наплавкой с последующей механической обработкой только новерхностей буртов и гладкой части бочки, контактирующих с рабочим валком. При этом уменьц аются объем нап. 1авляемого материала и расход электро- энер1 ии, так как наплавка выполняется не
СН. ЮППЮЙ.
Формула изобретения
)ный валок клети кварто, бочка которого содержит центра. 1ьный гладкнй час- т(Ж и симметрично расцсхюженные боковые участкн, на поверхности которых выполнены BHHTOBiiie канавки, отличающийся тем, что. с це, 1ыо повышения качества проката нyтe повын1еш1я точности его профиля, канавки вьшолнепы гмубиной, монотонно уве.чичиваю- 1чейся к краям бочки.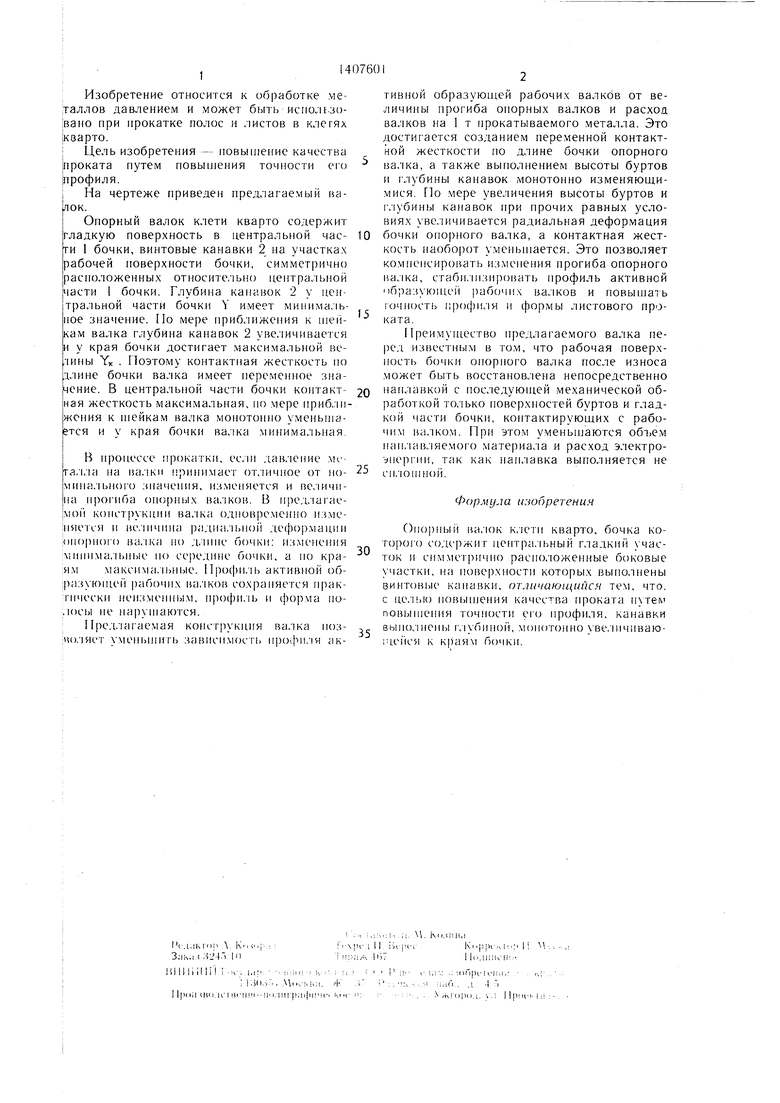
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорный валок клети кварто | 1984 |
|
SU1210924A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| Бочка опорного валка клети кварто | 1979 |
|
SU816592A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Опорный валок клети кварто | 1979 |
|
SU845904A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке полос и листов в клетях кварто. Цель изобретения - улучшение качества проката за счет повышения точности его профиля. Валок выполнен в пен- гральной части в виде гладкой бочки 1 и сим метрично расположенных от гладкой бочки к шейкам буртов 2 и канавок 3. Высота буртов 2 и глубина канавок 3 у гладкой части бочки имеют минимальное значение и по мере приближения к шейкам валка высота буртов 2 и глубина канавок 3 монотонно увеличиваются и у края бочки достигают максимальной величины. Данная конструкция обеспечивает переменную контактную жесткость по длине бочки опорного валка и уменьшение зависимости профиля активной образуюшей рабочи.ч валков от величины аавления проката на валки. 1 ил. 2 3 о & (Л О5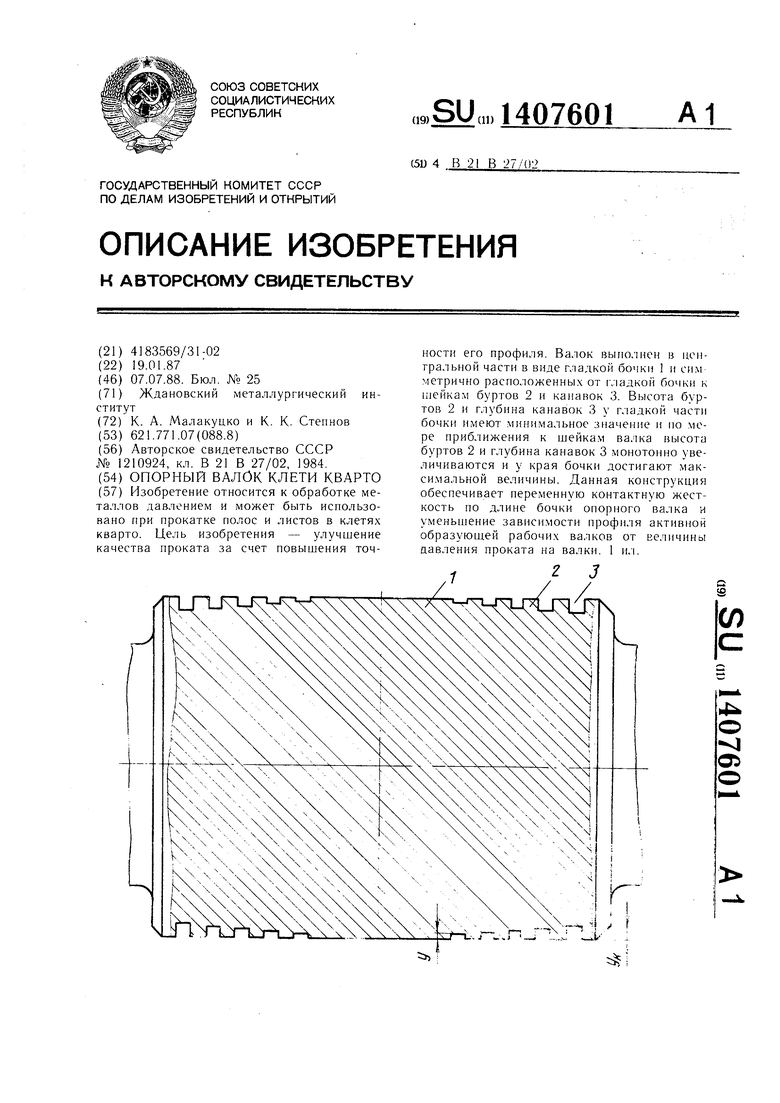
| Опорный валок клети кварто | 1984 |
|
SU1210924A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
