Изобретение относится к устройсвам для направления сварочной горелки вдоль сварочного соединени и может быть использовано в свароч ных работах, сварочных установках, других сварочных аппаратах, преднаначенных для механизированной сварк стыковых соединений с разделкой угловых и нахлесточных соединений.
Цель изобретения - повышение точности направления электрода по линии, соединения за счет -изменения периоду коррекции в зависимости от фактического отклонения линии соединения.
Сущность изобретения заключается в увеличении частоты коррекции углового положения сварочной горелки при увеличении кривизны стыка.
Цель достигается за счет воздейсвия величины угловой коррекции текущего цикла на время между концом текущего цикла коррекции и началом последующего цикла.
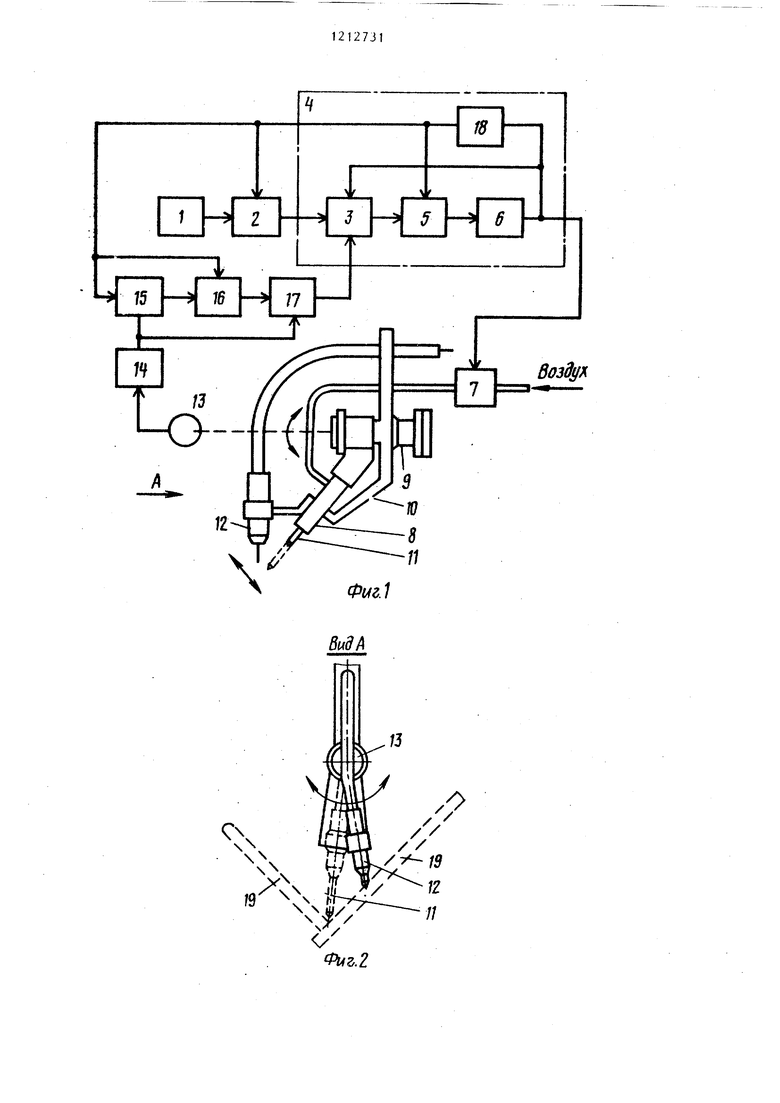
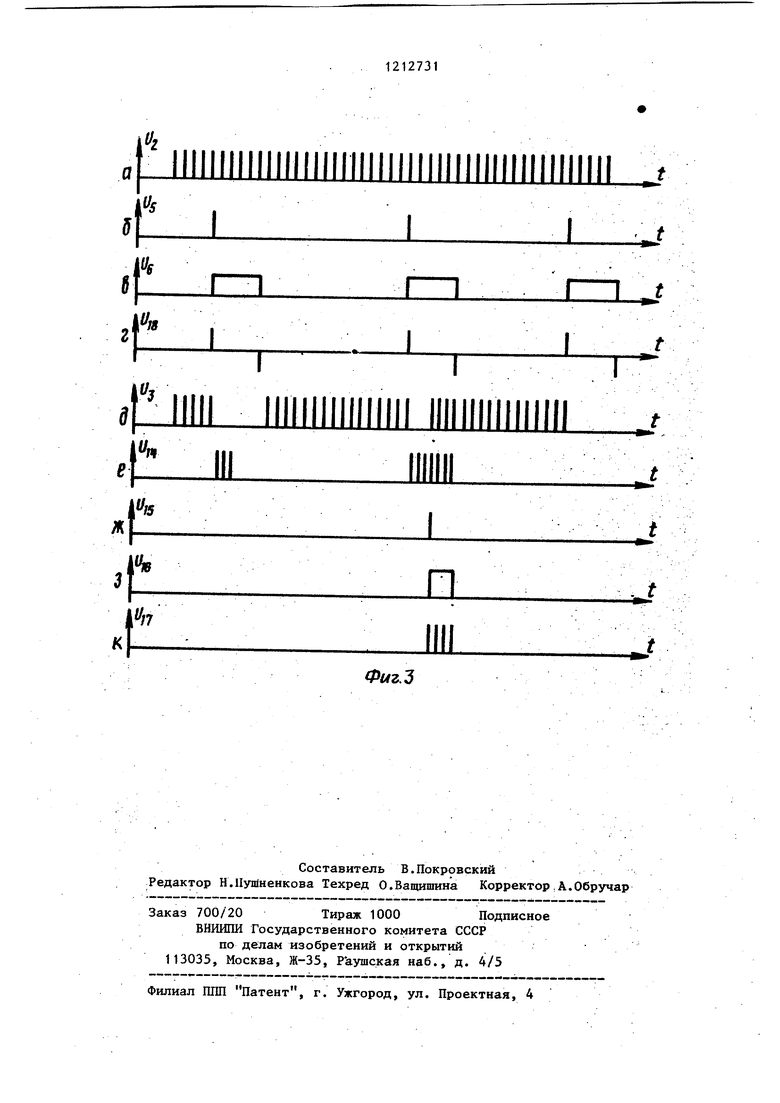
На фиг. 1 приведена функциональная схема устройства; на фиг. 2 - схема взаимодействия щупа с изде- лиём; на фиг. 3 - эпюры напряжений на выходах блоков устройства.
. БЛОК 1 задания соединен с первым входом генератора 2 управления, выход которого соединен с первым входом коммутатора 3 блока 4 управления. Выход коммутатора 3 соединен с первым входом счетчика 5, выход которого подключен к входу одновиб- ратора 6. Выход одновибратора 6 связан с исполнительным элементом механизма коррекции, представляющим собой пневмоклапан 7. Выход пневмо- клапана 7 подключен к пневмоцилиндр 8, поворачивающемуся на оси 9 и фиксирующемуся с ломощью упора 10. Внутри пневмоцилиндра 8 расположен подпружиненный подвижный щуп 11. С пневмоцилиндром 8 жестко связана сварочная горелка 12 и датчик величины коррекции, представляющий со-- бой датчик 13 угла поворота. Выход датчика 13 угла поворота через формирователь 14 импульсов соединен с первым входом делителя 15 частоты с переменным коэффициентом деления, выход которогр подключен к .первому входу триггера 16. Выход триггера 16 подключен к первому входу схемы И 17, выход которой соединен с вторым входом коммутатора 3. Второй вход схемы И 17 подключен к выходу
0
5
0
5
0
5
0
5
формирователя 14 импульсов. Выход одновибратора 6 подключен к третьему входу коммутатора 3 и через элемент 18 дифференцирования - к вторым входам счетчика 5, генератора 2 управления, делителя 15 частоты с переменным коэффициентом деления и триггера 16. Щуп 11 взаимодействует с одной из стенок соединения 19.
Устройство работает следующим образом.
В зависимости от заданного отклонения траектории линии соединения от направления движения сварочной горелки на блоке 1 задания предварительно устанавливается необходимая частота работы генератора 2 управления (фиг. За), которая выбирается в диапазоне частот 2-8 Гц. При движении сварочной горелки в процессе сварки сигналы генератора 2 управления через коммутатор 3 (фиг. Зд), блока 4 управления поступают на счетный вход счетчика 5. Коэффициент пересчета счетчика . При поступлении числа импульсов, равного -коэффициенту пересчета счетчика 5, на выходе последнего появляется сигнал (фиг. Зб), который запускает одновибратор 6. Сигнал прямоугольной формы (фиг. Зв), с выхода одновибратора 6 поступает на обмотку управления пневмоклапана 7. Последний срабатывает и пропускает воздух в пневмоцилиндр 8 механизма коррекции. Пневмоцилиндр 8 расфикси- руется на упоре 10. Щуп 11 вцдвига- ется, упирается в одиу из стенок таврового соединения 19 (фиг.2) и скользит по ней до упора в вершину угла. Это приводит к повороту пневмоцилиндра 8 вокруг оси 9 и связанной с ним сварочной горелки
12.В результате этого горелка 12 занимает необходимое для сварки положение относительно свариваемого изделия.
Одновременно с поворотом сварочной горелки на определенный угол поворачивается и датчик 13 угла поворота, сигналы с которого поступают на формирователь 14 импульсов. На выходе последнего формируется последовательность импульсов Хфиг. Зе), число которых зависит от величины угла поворота датчика
13.Эти импульсы поступают на счетный вход делителя 15 частоты с переменным коэффициентом деления
3
и второй вход схемы И 17. Коэффициентом деления делителя 15 частоты устанавливается заданное значение величины смещения горелки относительно линии соединения, в данном случае коэффициент деления делителя 15 частоты равен S 4. Если в процессе корректировки величина смещения горелки меньше заданной,то на выходе формирователя 14 импульсов число импульсов меньше четырех,Поэтму сигнал на выходе делителя 15 частоты отсутствует (фиг. Зж).
Время работы одновибратора лежит в пределах 0,7 с, что достаточно для срабатывания механизма коррекции и ориентации сварочной горелки на линию соединения. За время коррекции в зависимости от величины ошибки датчик угла поворота вьщает определенное количество импульсов унитарного Kojs,a, число которых на 1 составляет 6 импульсов. Сигнал прямоугольной формы с выхода одно- вибратора управляет работой коммутатора 3 по третьему входу, отключая на время корректировки выход генератора 2 управления от счетчика 5 (фиг. Зд), и подключая к нему на это время выход схемы И 17. Этот же сигнал прямоугольной формы с выхода одновибратора 6 поступает на элемент 18 дифференцирования. Короткий импульс с выхода элемента 18 дифференцирования (фиг. Зг), соответствующий переднему фронту прямоугольного импульса одновибратора 6, сбрасывает счетчик 5 в нулевое состояние. Если за,очередной период корректировки отклонение линии соединения меньше заданного, то импульсы с датчика 13 угла поворота через схему и 17 не поступают на второй вход коммута- тера 3 и за время действия импульса корректировки состояние счетчика 5 не изменится. Период следующей корректировки t ;, равен периоду пре- дьщущей t; :
t
ГО
1 41
12731
где га - коэффициент пересчета счетчика ;
и - частота импульсов генератора управления.
5 После окончания действия импульса корректировки с выхода одновибратора 6 коммутатор 3 соединяет вход счетчика 5 с выходом генератора 2 управления, работа которого синхро10 низируется импульсом с выхода элемента 18 дифференцирования, соответствующего заднему фронту прямоугольного импульса одновибратора 6. Этим же импульсом сбрасывается в исходное
J5 состояние делитель 15 частоты и триггер 16 управления.
Если за период коррекции линия сварного соединения отклонилась от направления движения сварочной го20 релки на расстояние больше заданного то в момент действия импульса корректировки число импульсов на выходе датчика 13 угла поворота превысит число, заданнбле коэффициентом
25 деления делителя 15 частоты. На выходе последнего появляется сигнал (фиг. Зж), который устанавливает триггер 16 в положение, когда на его выходе формируется потенциал (фиг.Зз) разрешающий прохождение остальных импульсов (фиг. Зк), датчика 13 угла .поворота на вход счетчика 5 через схему И 17 и коммутатор 3.
Эти импульсы записываются в счетчик 5, уменьшая на соответствующее
35 число его коэффициент пересчета.Поэтому величина последукицего периода коррекции (фиг. Зв), будет меньше предьщущего и равна . JL- г
40
30
- И„
где Г - число импульсов датчика 13 угла поворота, поступивших на вход счетчика 5 в момент действия им- 45пульса корректировки.
Таким образом, устройство позволяет повысить точность направления электрода по стыку путем изменения периода коррекции в зависимости от 5Q фактического отклонения траектории линии сварного соединения.
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ ДВИЖЕНИЯ СВАРОЧНОЙ ГОРЕЛКИ | 2003 |
|
RU2255846C1 |
| Измерительное устройство к балансировочному станку | 1986 |
|
SU1326927A1 |
| Устройство для автоматического копирования линии сварного соединения | 1985 |
|
SU1318356A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ МОДУЛИРОВАННЫМ ТОКОМ | 2003 |
|
RU2264896C2 |
| Устройство для определения предела прочности формовочных смесей на разрыв | 1983 |
|
SU1130823A1 |
| Система для контроля и управления | 1985 |
|
SU1270767A1 |
| Устройство для слежения за стыком свариваемых изделий | 1985 |
|
SU1290268A1 |
| Преобразователь угла поворота вала в код | 1985 |
|
SU1272509A1 |
Фl4Z.2
llllllllllllllllllllllllllllllllllllllllllUllI
a.
III
e
a
}
IIIini
«t
К
Фиг.Ъ
f
| Сварочная горелка | 1977 |
|
SU664783A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для направления электрода по стыку | 1978 |
|
SU774845A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
