1
Изобретение относится к механической обработке твердых и хрупких неметаллических материалов, в част- ности к устройствам для сверления стекол, кварца и др. материалов.
Цель изобретения - расширение технологических возможностей сверла.
На фиг. 1 изображено алмазное сверло в сборе; на фиг. 2 - вкладыш со сменной вставкой и режущим элементом.
Алмазное сверло состоит из корпуса с коническим хвостовиком 1, сменной планшайбы 2 с радиальным пазом, вкладьшей 3, сменных вставок 4 с закрепленными на них алмазоносными режущими элементами, состоящими из алмазоносного слоя 5 и корпуса 6 со сквозными пазами 7. ,
Сменные вставки 4 имеют одну цилиндрическую поверхность 8 с кривизной, соответствующей кривизне боковой поверхности обрабатываемого отверстия, к которой винтами 9 в процессе сборки плотно прижимается корпус 6 режущего алмазоносного элемента. В зависимости от глубины обра ботки длина рабочей части режущих элементов может регулироваться посредством перемещения корпуса 6 ;1лма зоносных элементов относительно сменных вставок 4 в направлении подачи сверла. Крепление сменных вставок 4 к вкладышам осуществляется посредством винтов 10, а фиксирование положения вкладышей 3 с закрепленными на них сменными вставками 4 и режущими элементами осуществляется посредством винтов 11.
Алмазное сверло работает спедую- цим образом.
12128132
При выполнении операции вырезом заготовки круглой формы с заданным диаметром выбираются сменные вставки 4 с цилиндрической поверхностью 8 5 имеющей кривизну,, соответствующую кривизне обрабатываемой поверхности.
10
15
20
25
- 30
40
Выбранные вставки устанавливаются в пазах вкладьш:ей 3 и крепятся к ним винтами 10, после чего к цилиндри- ческой поверхности каждой вставки с помощью винтов 9 крепятся корпуса 6 режущих алмазоносных элементов таким образом, чтобы длина рабочей части элементов соответствовала заданной глубина обработки. Полученная сборка вставляется в ра- диальньй паз сменной планшайбы 2, после чего осуществляется настройка инструмента Hai заданный диаметр обработки с помощью шаблона или универсальных измерительных средств и фиксирование положения вклады- 3 относительно планшайбы 2 посредством винтов 11.
При необходимости произвести переналадку сверла на другую глубину обработки нужно ослабить винты 9 и передвинуть корпуса 6 режущих элементов в нужном направлении относительно сменных вставок 4 на необходимую величину, после чего снова затянуть винты 9.
При необходимости произвести переналадку сверла на другой размер осуществляют замену сменных вставок 4 на новые с кривизной цилиндрической поверхности 8, соответствующей кривизне поверхности обрабатываемого отверстия о
Выбранные вставки устанавливаются в пазах вкладьш:ей 3 и крепятся к ним винтами 10, после чего к цилиндри- ческой поверхности каждой вставки с помощью винтов 9 крепятся корпуса 6 режущих алмазоносных элементов таким образом, чтобы длина рабочей части элементов соответствовала заданной глубина обработки. Полученная сборка вставляется в ра- диальньй паз сменной планшайбы 2, после чего осуществляется настройка инструмента Hai заданный диаметр обработки с помощью шаблона или универсальных измерительных средств и фиксирование положения вклады- 3 относительно планшайбы 2 посредством винтов 11.
При необходимости произвести переналадку сверла на другую глубину обработки нужно ослабить винты 9 и передвинуть корпуса 6 режущих элементов в нужном направлении относительно сменных вставок 4 на необходимую величину, после чего снова затянуть винты 9.
При необходимости произвести переналадку сверла на другой размер осуществляют замену сменных вставок 4 на новые с кривизной цилиндрической поверхности 8, соответствующей кривизне поверхности обрабатываемого отверстия о
.2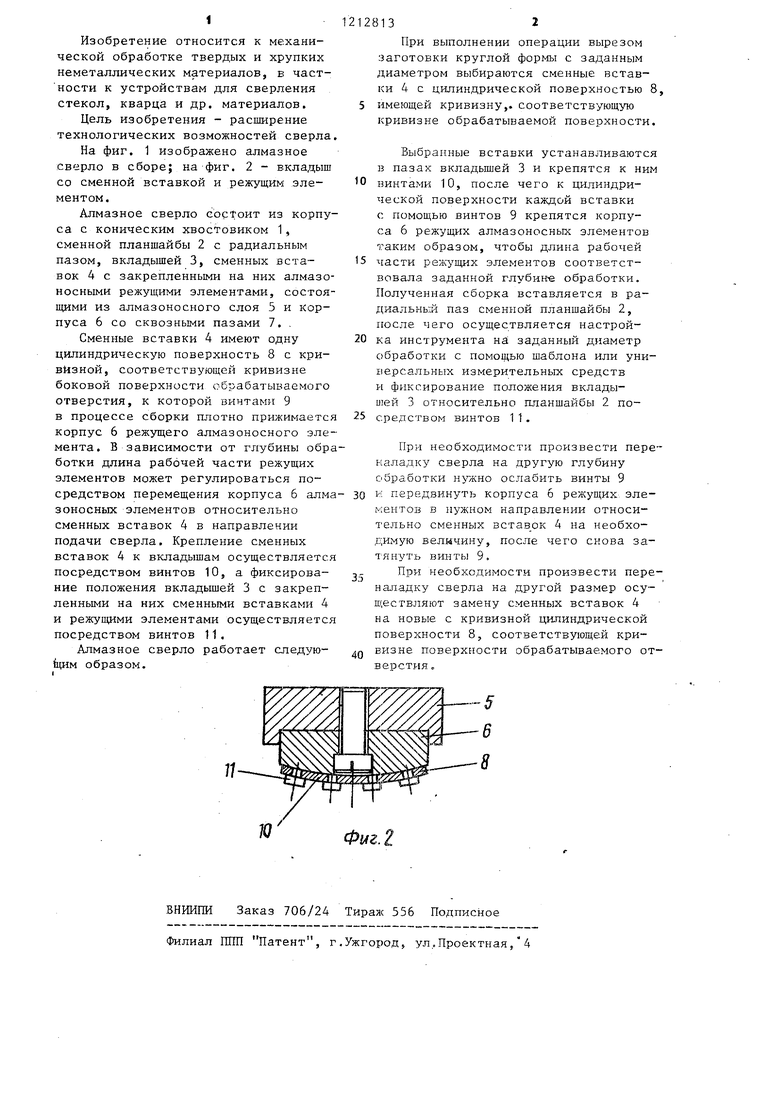
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло | 1981 |
|
SU965792A1 |
| Алмазное сверло для обработки отверстий в полупроводниковых и диэлектрических подложках | 1982 |
|
SU1140966A1 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Алмазное сверло | 1981 |
|
SU996217A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Алмазное сверло | 1983 |
|
SU1184691A1 |
| Алмазное сверло | 1978 |
|
SU806432A1 |
| Алмазное кольцевое сверло | 1972 |
|
SU437621A1 |
| Инструмент для шлифования сферических поверхностей | 1983 |
|
SU1135626A2 |

ВНИИПИ Заказ 706/24 Тираж 556 Подписное Филиал ПИП Патент, г.Ужгород, ул.Проектная, 4
| Алмазное сверло | 1981 |
|
SU965792A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
