Изобретение относится к устройствам для напрессовки алмазного прерывистого рабочего ело. па кольцевые оправки режущего инструмента (.сверла для ж:елез о бетона и т.п.).
Цель изобретения - расширение тех нологнческих воаможиостей за счет прессования прерывистого рабо-чего слоя на торпе оправки алмазпог о инструмента, не имеюидей радиал1 ных па зов.
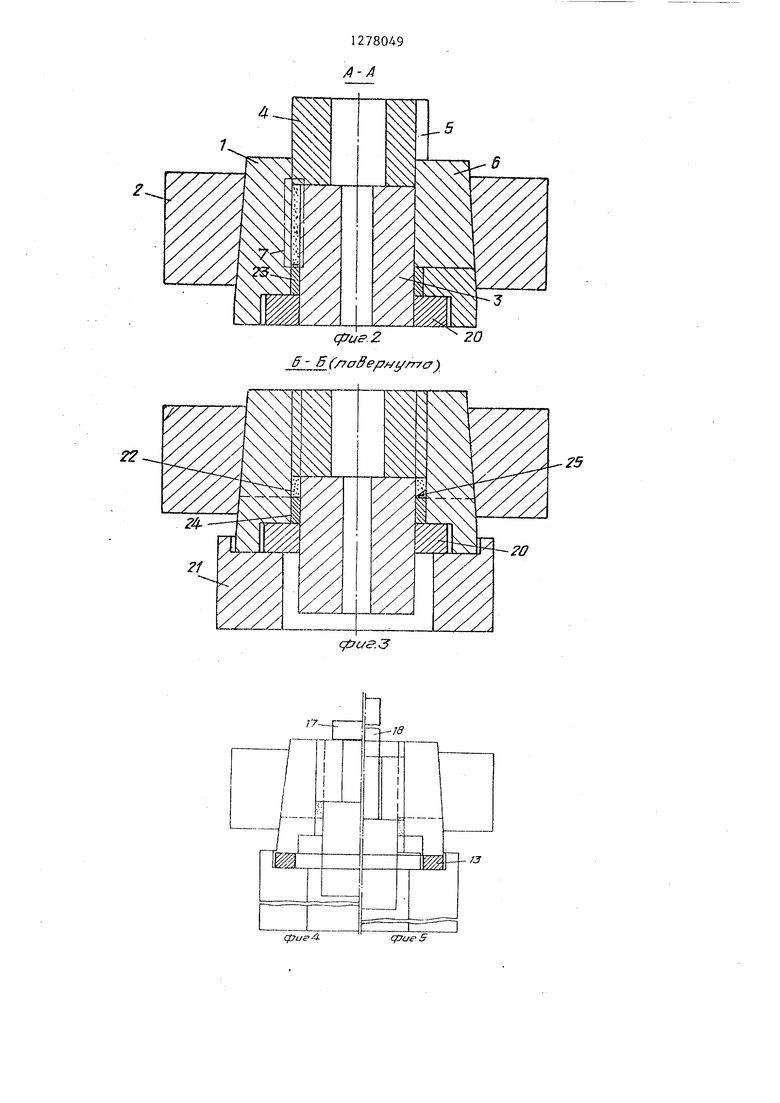
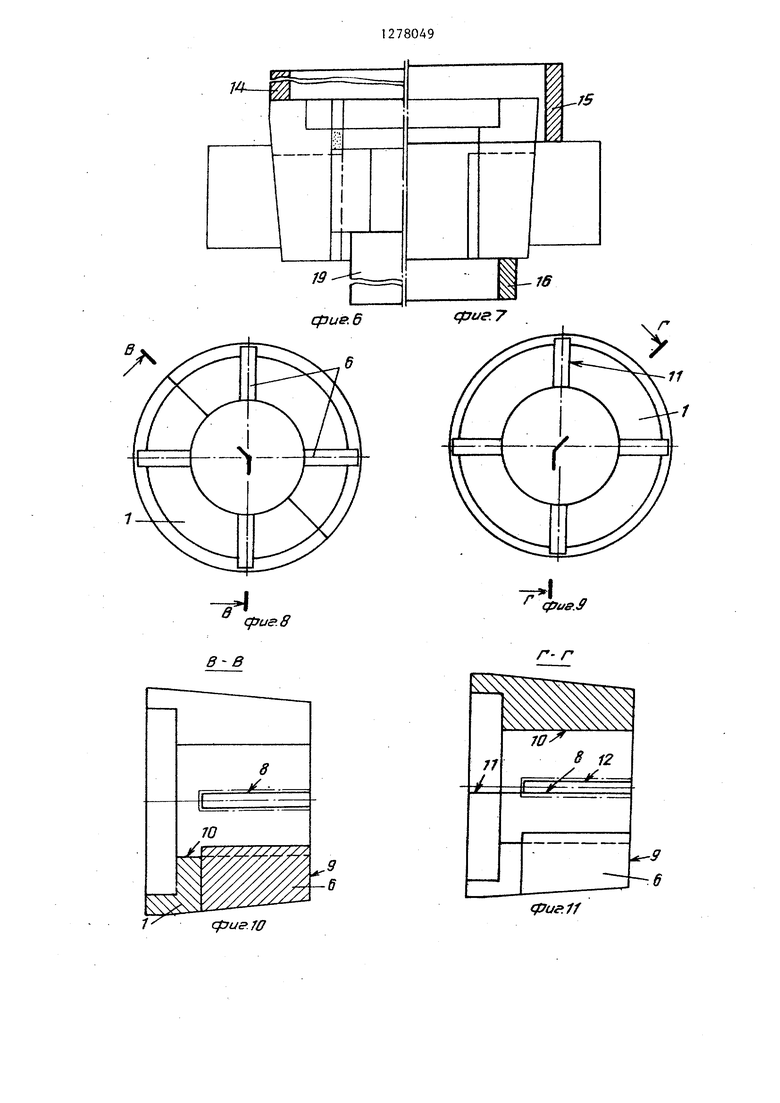
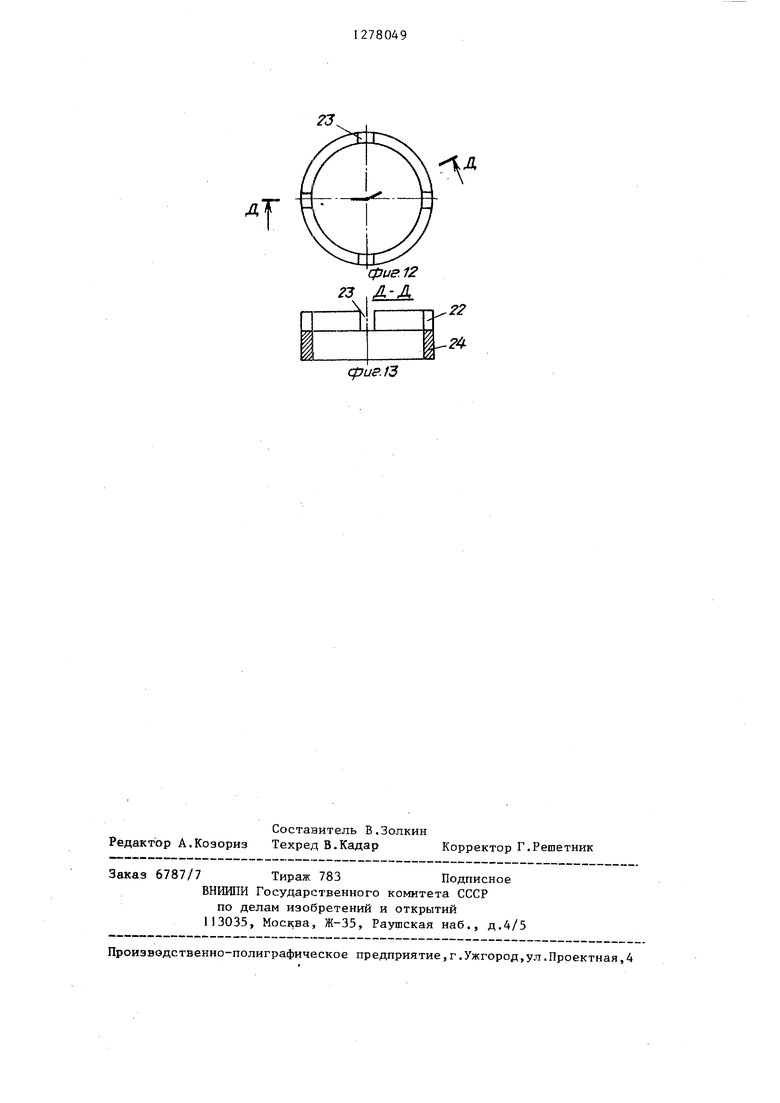
На фиг.1 изображена пресс-форма общий вид; на фи1 .2 - разрез А-Л на фиг,1 (операция засыпки гапхты.) ; па фиг.З - разрез на фиг.1 (прессование и спекание инструмеита); на фиг,4 - схема вывода разделительных вставок из алмазнот о слоя инструмента; на фиг.З - схема выпрессованяя вкладыша; на фиг.6 - схема удалепия пуансона и спрессованного изделия; на фиг.7 - схема снятия обойм;,; на фиг , 8 - пресс-форма., вид сверку (взаимное расположение частей усеченного конуса и разделительных вставок) ; на фиг.9 - то }ке, плоскости разъема усеченного конуса проходят по CTOpoiiaM BepTHKanbJibix пазотз; lia фиг, 10 -- разрез В-В на ;11иг.8; на фиг.). разрез Г-Г на фиг, 9,, . фиг. 12 - снрессоваяня.я алма.1ая ко- ронко. .1 чО.1П5.цевого сверла: .ча фи.г,13 - разрез на фиг.12.
Пресс-форма состоит из радиально разделенных между собой частей усеченного конуса и обхватывающей их обоймы 2,, а также вкладгзпиз 3, пуа.н- сона 4 со сквозными но высоте пазами 5 и разделите.г1ьных вставок 6, обра- зуюпдах прессовые 7. В частях усеченного кон.уса I в.ыполкень сквозные в ра/1,няльном направлении (и глухие - в вертнкэльном) пазгз 8, выходящие на верхний торец 9 усечешюхю конуса. Кроме того, в верти.чальных пазах 8 размегцены выступающие в радиальном направ.пении относительно внутренней поверхт-юсти 10 вставки 6
удобства эксплуа-тации пресс- формы части усеченного конуса 1 могут быть выполнения разъемными в вертикальном направлении, а плоскости 1 1 разъемов являются продолж е.Н1ем боковых сторон 12 вертикал75ных зтазов 8 усеченного конуса. Также нос ледовате.льность четырех онег а.циг; рлс прессовок, нри которых иснольз уются
.
13 - 16 и
to
13
20
2780492
расспрессовочные кольца упоры 17 - 19.
В процессе прессования и спекания применяют опорное кольцо 20 и
5 подставку 21. Спрессованное изделие состоит из прерывистого алмазоносного слоя 22 с пазами 23 и оправки (корпуса) 24, на торец 25 которой напрессован алмазоносный слой 22. Пресс-форма работает следующим образом.
Устанавливают оправку 24 прессуемого инструмента на опорное кольцо 20, центрируя их по вкладышу 3. Затем обхватывают оправку 24 частями усеченного конуса 1. вводя в его вертикальные .пазы 8 разделительные вставки 6 та.ким образом, чтобы последние заняли место между вкладьшем 3 и обоймой 2, опираясь одновременно на торцовую поверхность 25 оправки и на НИ.ЗКНЮ10 поверхность паза 8. Окончательно под прессом фиксируют обоймой 2 указанные детали пресс формы, Про изводя : засыпку и разравнивание ши хты в прессовых камерах 7.. Пуансоном 4 (ориентируя последний пазами 5 по выступающим частям вставок 6 отпосптел ьно внутренней поверхнос30 Til 10 усечен.ного конуса I), нредва- рите.льно установив пресс-форму на .подставку 21 , пресс уют до упора коронку алмазного сверла.
Чтобы избелсать п овреждений (ско32 .лов алмазоносного слоя, особенно в местах пазов 23) изделия, учитывая силы упр угого последействия и сложность конфигурации прессуемого инструмента,, необходимо операции jjac- нрессовок проводить в четыре этапа.
Перв ую распрессовку выполняют при помо1.11д кольца 13 и упора 17, освободив пазы 23 издeJП-IЯ от разделительHj X вставок 6 (фиг „4). 1
При второй распрессовке удаляют
вкладыш 3, испол1:.зуя при этом то же распрессовочное кольцо 13 и новый упор 8.
Предпоследняя распрессовка предназначена для полного вывода изделия и пуансона из усеченного конуса 1 и разделительных вставок 6 и выполняется ко.пьцом 14 и упором 19.
При четвертой,заключительной, р.ас- 52 прессовке кольцами 15 и 16 стягивается обойма 2 с yc(i4HHHoro конуса 1 .
В резут ьтате выполнения в такой носледовательнос и расспрессовок ис40
50
3
ключается травмирование прерывистого алмазоносного слоя, повышается качество изделия в целом.
В случае выполнения вертикальных разъемов по плоскости 11 частей усеченного конуса 1, совпадающих с одной из с.торон 12 паза 8 того же конуса, значительно облегчается установка и извлечение вставок 6 из конуса, что удобно в эксплуатации,так как после последней распрессовки оставшиеся части усеченного конуса и вставки 6 распадаются на отдельные детали.
Формула изобретения
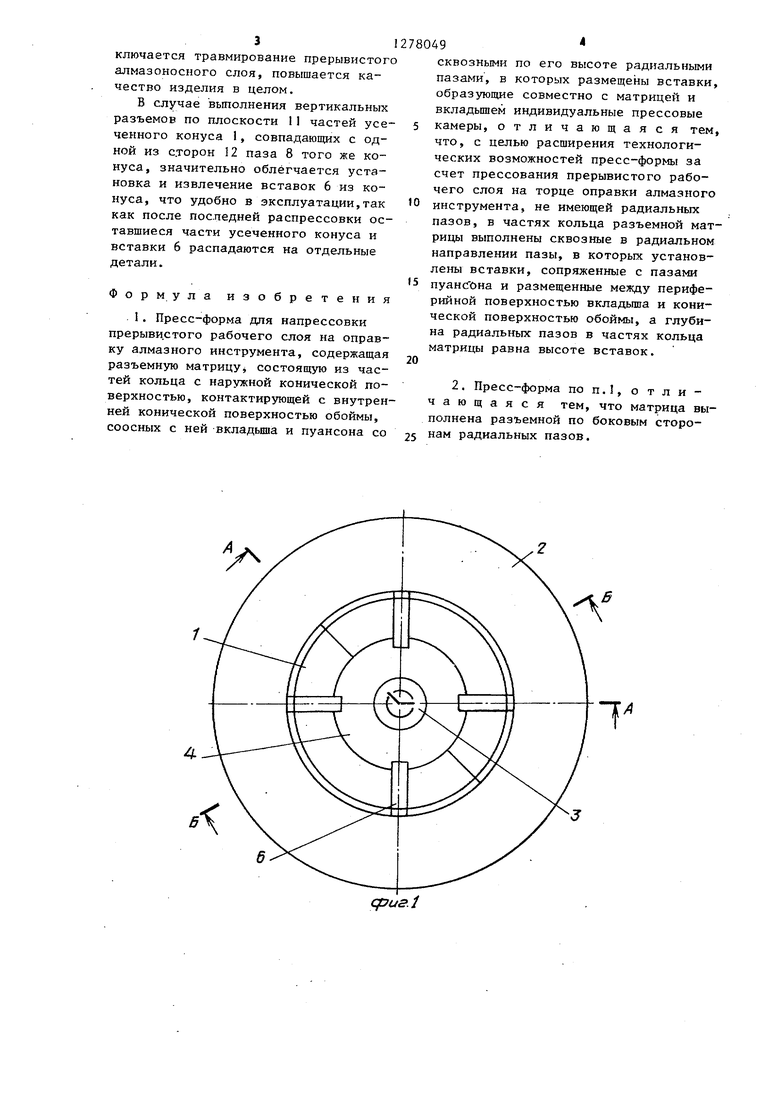
1. Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента, содержащая разъемную матрицу состоящую из частей кольца с наружной конической поверхностью, контактирующей с внутренней конической поверхностью обоймы, соосных с ней вкладьша и пуансона со
78049
сквозными по его высоте радиальными пазами, в которых размещены вставки, образующие совместно с матрицей и вкладышем индивидуальные прессовые
5 камеры, отличающаяся тем, что, с целью расширения технологических возможностей пресс-формы за счет прессования прерывистого рабочего слоя на торце оправки алмазного
О инструмента, не имеющей радиальных пазов, в частях кольца разъемной матрицы выполнены сквозные в радиальном направлении пазы, в которых установлены вставки, сопряженные с пазами
15 пуансГона и размещенные между периферийной поверхностью вкладьшга и конической поверхностью обоймы, а глубина радиальных пазов в частях кольца матрицы равна высоте вставок.
20
2. Пресс-форма по п.1, о т л и - чающаяся тем, что матрица выполнена разъемной по боковым сторо- 25 нам радиальных пазов.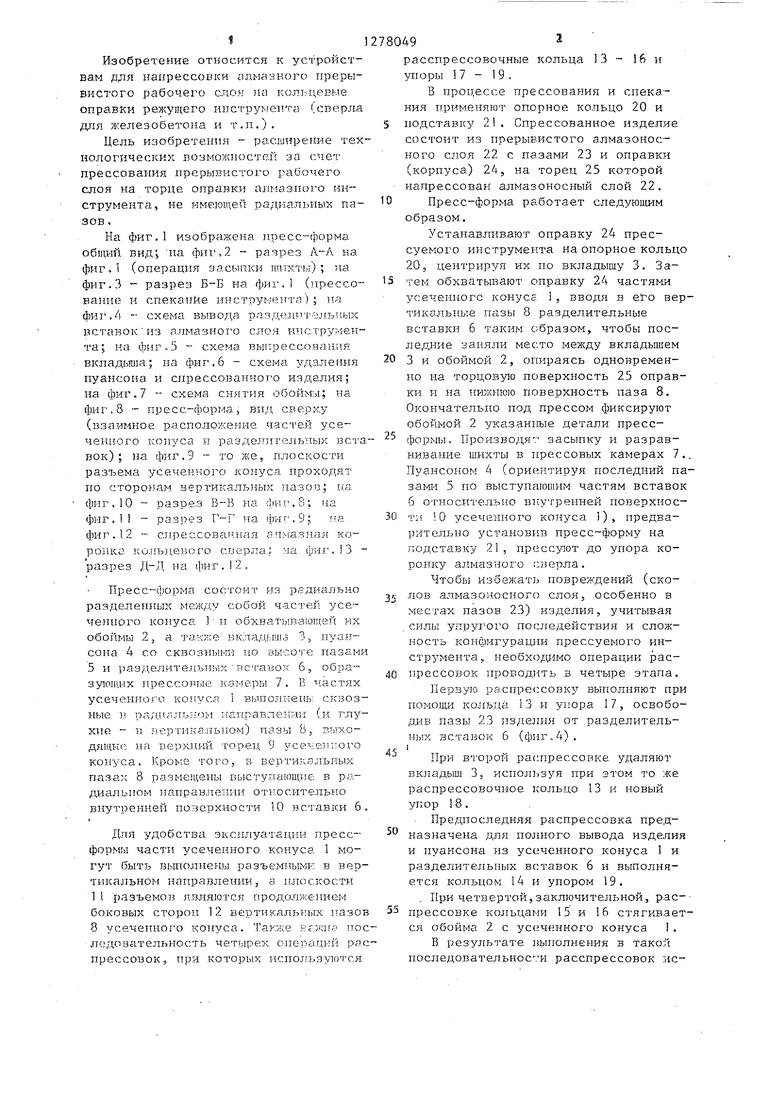
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1039645A1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
| Пресс-форма для прессования абразивного инструмента с прерывистым рабочим слоем | 1986 |
|
SU1400901A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1987 |
|
SU1570847A1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Пресс-форма для изготовления алмазного инструмента | 1981 |
|
SU946802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУпатб^^г :-^-^5!,..jасло„. | 1970 |
|
SU260891A1 |
Изобретение относится к инструменту для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента. Предлагаемая пресс-форма имеет более широкие технологические возможности, так как обеспечивает выполнение алмазного слоя на торце оправки, не имеющей радиальных пазов. Для этого разъемная матрица пресс-формы выполнена с радиальными пазами, в которых размещены вставки с контактом с обоймой. Прессование выполняют за четыре перехода при смене упоров пресс-формы для исключения заклинивания и износа ее рабочих элементов, а также повреждения алмазного слоя. 1 з.п. ф-лы, 13 ил. ГС 00
cpue.i
А-А
cpijff.2 20
. {/7cf e/7 i//77(7)
22
qyuff25
cpiifS
cfrue.8
/5
CffUffJ
8 JL
cpuff.JO
r- r
qoue.lf
cpu.}3
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
