i
Изобретение относится к изготовлению изделий из стекла и может быть использовано, например, при изготовлении стеклопосуды путем моллирова- ния листового стекла с последующим оплавлением края изделия.
Цель изобретения повышение производительности и выхода годных изделий.
На фиг.1 изображена форма молли- рования со стеклозаготовкой и источник ИК-излучения, начало процесса моллирования, на фиг,2 - то же, конец процесса моллирования; на фиг.З то же, выведение края стеклозаго- товки из контакта с формой после мол лирования.
Способ осуществляют следуюцр м образом.
На участке предварительного нагрева устанавливают излучатель 1 из нихромовой проволоки, В зоне молли- рования и оплавления излучатех ь 1 изготавливают из нихромовой ленты толщиной 1-2 мм и шириной 15-2.5 мм. Диэлектрикр используемый для крепления излучателя, чернят,
Стеклозаготовку 2 из листового оконного стекла устанавливают в фор902
му 3 на карусельном станке (не показан) . После предварительного на- , грева заготовку подвергают liK-излу- чению с максимумом энергии в диапазоне длин волн 2,0-2,5 мкм, происходит моллирование стеклозаготовки, после чего осуществляют оплавление края. Для этого выводят край смол- лированной стеклозаготовки из контакта с формой 3, например с помощью
подъемного штока 4 на величину 11,5 ее толщины и воздействуют ИК излучением с максимумом энергии в
диапазоне длин волн 2,0-2,5 мкм,
.
Выбор диапазона длин волн 2,0- 2,5 мкм обусловлен необходимостью равномерного прогрева стеклозаготовки по толщине с целью устранения разнотолщинности изделий в процессе моллирования. Для обеспечения глубинного прогрева стекла необходимо воздействовать на него излучением с максимумом энергии в области до
порога пропускания, т,е,в области, где стекло прозрачно для коротковолнового ИК-излучения,
Результаты испытаний представлены в.таблице,
Из данных, представленных в таблице, следует, что ИК-излучение с максимумом энергии в диапазоне до 2 мкм (пример 3) приводит к перегреву и прилипанию стеклозаготовки к форме и, собтветственно, к браку. В случае использования ИК-излучения с максимумом энергии в диапазоне, превышающем 2,5 мкм, имеет место неравномерный прогрев по толщине стеклозаготовки и, следовательно, деформация (пример 6).
Высококачественное и эффективное оплавление края, а также высокий процент выхода годных изделий возможен только при выведении края стеклозаготовки из контакта с формой на величину h не менее толщины листа стеклозаготовки и не более 1,5 (примеры 1,2,4 и 5). Если край стеклозаготовки выведен на величину меньше нижнего значения указанного интервала (пример 3) то процесс оплавления затруднен из-за отвода тепла от стеклозаготовки к форме.
Потеря тепла приводит к увеличению продолжительности ИК-излучения, прилипанию стекла к форме и, как результат, к снижению процента выхода годных изделий. В случае, если край стеклозаготовки выведен из контакта с формой на величину .больше 1,5 (пример 6), то в проП I I П I Jirn
-12990
цессе оплавления имеет место деформация края и, как результат, снижение процента выхода годных изделий .
5 Как видно из табли1у 1, выход годных стеклоизделий, изготовленных по известному способу (пример 7), составляет 48%, т.е. еще более низкий, чем в случаях, указанных
10 в примерах 3 и 6 (60% и 63% соответственно) .
Предлагаемый способ изготовления изделий из листового стекла обеспечивает равномерный прогрев
15 стеклозаготовки как по толщине, так и по поверхности, что позволяет получить равномерную толщину изделия по всему диаметральному сечению. Кроме того, применение НК20 излучения обеспечивает сокращение продолжительности моллирования и оплавления края, а вьшедение стеклозаготовки на операции оплавления из контакта с формой на опре25 деленную величину устраняет прилипание стекла к форме. Эти условия повышают качество и процент выхода изделий.
Кроме того, выполнение опера30 ции моллирования и оплавления края в одном технологическом цикле позволяет повысить производительность труда в 2 раза и снизить затраты электроэнергии.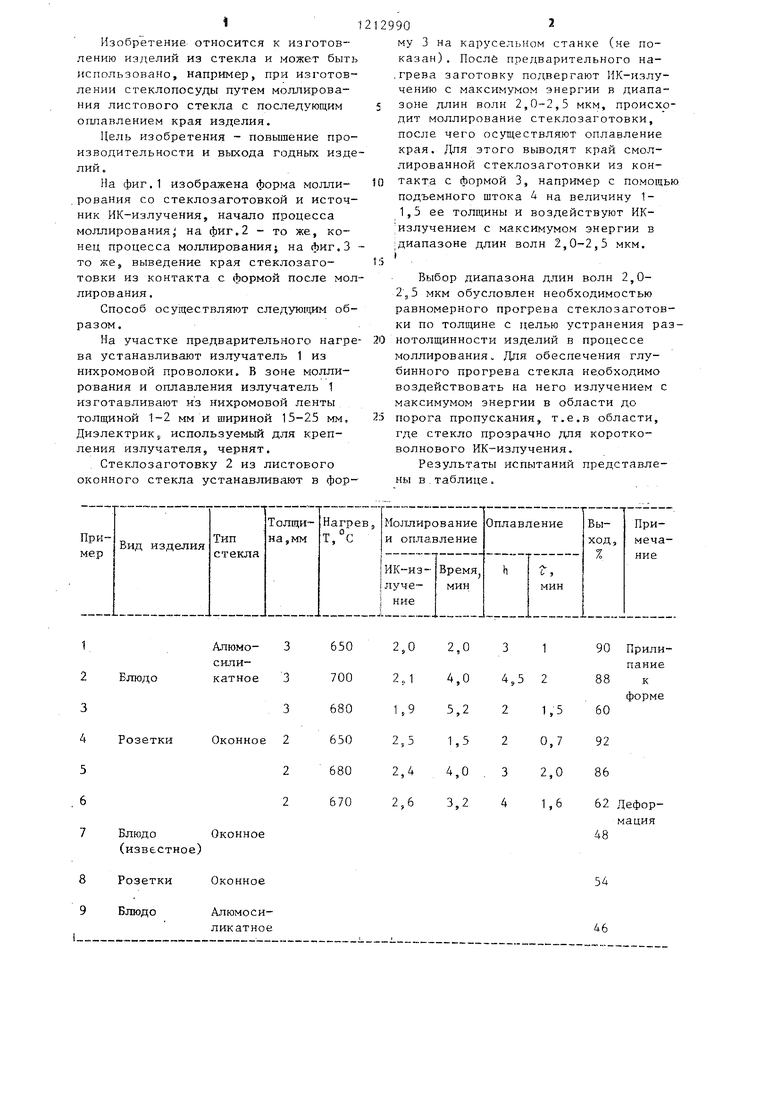

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для моллирования листового стекла | 1987 |
|
SU1418294A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487090C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528345C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2444478C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУСФЕРИЧЕСКИХ ЗАГОТОВОК ИЗ СТЕКЛА | 1988 |
|
RU1577253C |
| СПОСОБ ПЕРЕФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2431613C1 |
| Способ термопластичного формования оптических деталей и устройство для его осуществления | 1985 |
|
SU1291560A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2534863C2 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |

ITT.Hi 111 I и
Фиг.3
вниипи
Тираж 458
Заказ 720/33 Подписное
Филиал ШШ Патент г.Ужгород, ул.Проектная, 4
| 0 |
|
SU201603A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для оплавления кромки стеклоизделий | 1974 |
|
SU513942A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления гнутых изделий из стекла | 1980 |
|
SU881017A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления гнутых изделий из стекла | 1981 |
|
SU962224A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| I I I I I I I I I I I I | |||
