Изобретение относится к обработке металлов давлением, а именно к устройствам дпя продольной подачи и вращения цилиндрических заготовок к обрабатывающим машинам.
Цель изобретения - расширение технологических возможностей Б условиях применения его на радиально- обжимных и радиально ковочных машинах за счет возможности обработки заготовок в горячем состоянии и очистки их от окалины перед обработ кой,
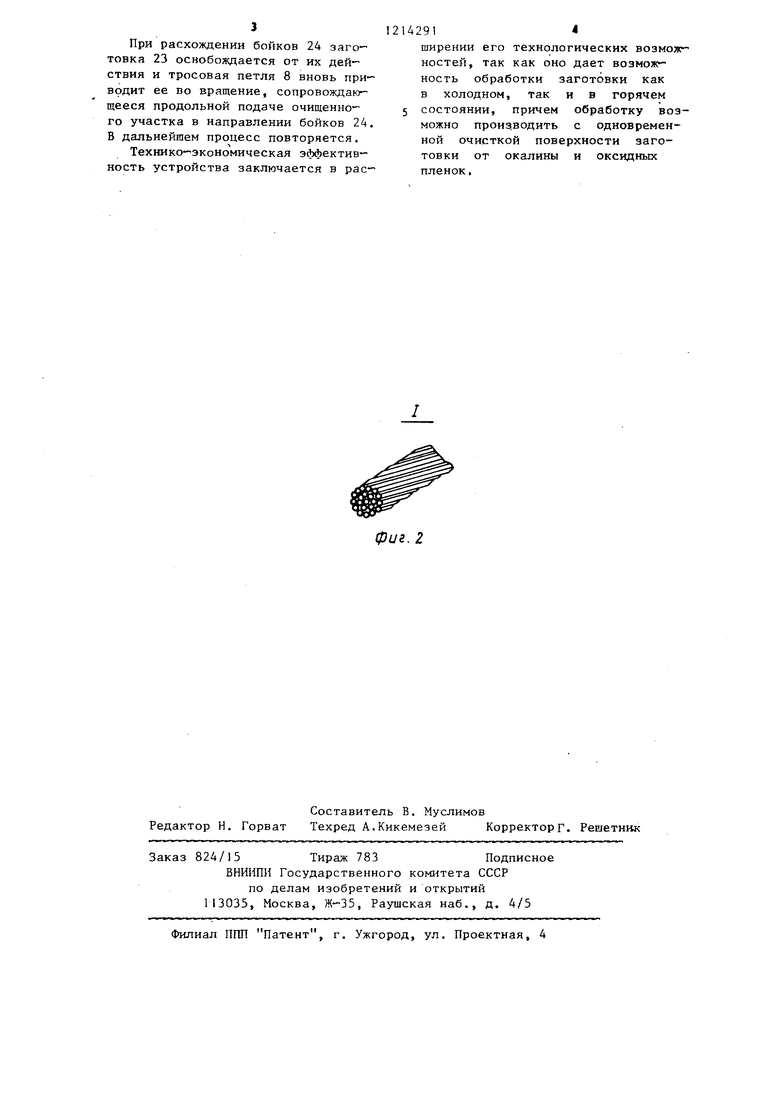
На фиг. 1 изображено устройство в изометрии; на фиг. 2 - узел на фиг, I (в изометрии, увеличено).
Устройство содержит корпус 1, обойму, состоящую из полуобойм 2 и 3, в которых размещена перемещав- мая заготовка, привод 4 вращения с ведущим диском 5, который уставов лен параллельно оси 6 заготовки и связан с ней гибким, заг-шнутым элементом 7, выполненным в виде стального спирального каната двойной свивки (тросовая конструкция).
Элемент 7 намотан на заготовку с образованием на ней винтообразных витков в виде петли 8, Полубоймы 2 и 3 состоят из телескопически свя- занных штанг 9 и 10 соответственно и башмаков 11, при этом штанги 9 по луобоцмы 2 связаны с корпусом 1 - а аналогичные штанги 9 полуобоймы 3 установлены на параллельно расположенных вдоль заготовки тягах 12, имеющих возможность продольного перемещения в корпусе 1, При этом на обращенных одна к другой поверхностях тяг 12 выполнены зубья 13, введенные в зацепление с шестерней 14, сидящей на оси 15,, которая посредством муфты 6 включения связана с диском 5, На тягах 12 размещены направляющие ролики 17 для скольжения по ним гибкого элемента 7 и двуплечие изогнутые рычаги 8, одно плечо ко торых образует ложемент 9, поддерживающий петлю 8, а другие их плечи снабжены вращающимися натяжными ро ликами 20 и связаны с подвижньми штоками 21 гидроцилиндра 22, Позици ей 23 изображена заготовка, 24 - деформирующие бойки.
Устройство работает следуюЕцим образом.
Соответствующая форма петли 8 поддерживается ложементом 19 при
142912
отсутствии натяжения гибкого элемента 7, которое обеспечивается при взаимном сведении нижних концов рычагов 18 с помощью гидроцилинд5 ра 22,
Для размещения заготовки 23 в рабочем положении ее конец вводят в петлю 8, а штанги 10 с башмаками 1 приближают к заготовке 23. Затем
0 устанавливается требуемый шаг петли 8 для обеспечения заданной скорости продольной подачи заготовки 23. Для этого от привода 4 с помощью включенной муфты 16 поворачивают шес(5 терню 14, которая перемещает тяги 12, несущие ролики 17 вдоль заготойки 23 в противоположньр направлениях,, обеспечивая тем самым схождение или расхождение винтообразного шага пет-
20 ли 8.
После установки требуемого шага продольной подачи включается гидравлическая система гидроцилиндра 22, который, выдвигая штоки 21, разводит
5 нижние концы изогнутых рычагов 18, что приводит к натягиванию гибкого элемента 7 роликами 20 и обеспечивает требуемое усилие прижатия элемента 7 к заготовке 23 в зоне контакта
0 ее с петлей 8.
Вращаю цийся от привода 4 диск 5 приводит элемент 7 в движение, а винтовая петла 8 в свою очередь обеспечивает при этом вращение заготовки 23 и ее продольную подачу, величина которой обусловлена заданным щагом винтовой петли 8.
5
Попа,дая в зону обработки бойками 24J конец заготовки 23 подвергается на короткое время действию резкого торможения, усилие которого превьш1ает усилие прижатия элемента 7 к поверхности заготовки в зоне охва- тывания ее петлей 8, В этот момент
петля 8 благодаря свойствам упругости троса, проявляющимся на длине его расстояния от заготовки 2i до диска 5, гасит ударную нагрузку от резкого останова заготовки, при котором витки петли 8 какой-то момент времени проскальзывают относительно неподвижной заготовки 23, В данный момент внешние многопрово- лочкые, контактирующие с поверхностью заготовки 23 витки тросовой
петли В счищают с поверхности горячей заготовки окалину (оксидную пленку).
При расхождении бойков 24 заготовка 23 освобождается от их действия и тросовая петля 8 вновь приводит ее во вращение, сопровождающееся продольной подаче очищенного участка в направлении бойков 24. В дальнейшем процесс повторяется.
Технико-эконо ческая эффективность устройства заключается в рас-
142914
ширении его технологических возможностей, так как оно дает возмож ность обработки заготовки как в холодном, так и в горячем 5 состоянии, причем обработку возможно производить с одновременной очисткой поверхности заготовки от окалины и оксидных пленок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной подачи и вращения цилиндрических заготовок | 1983 |
|
SU1091966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Устройство для приварки болтов | 1989 |
|
SU1660893A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Автоматическая линия для горячей штамповки | 1982 |
|
SU1063527A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1992 |
|
RU2024977C1 |
| АНКЕРНОЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ТРУБОПРОВОДА В ВЕЧНОМЕРЗЛОМ ГРУНТЕ | 2016 |
|
RU2661236C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОНАБИВНОЙ СВАИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2076173C1 |
| Устройство для навивки арматурной проволоки на упоры | 1983 |
|
SU1137169A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ | 1984 |
|
SU1193867A1 |
Редактор Н. Горват
Составитель В. Муслимов
Техред А.Кикемезей Корректор г. Решетник
Заказ 824/15 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
