Изобретение относится к обработке металлов давлением и может быть использоваио для получения деталей горячей штам повкой. Известна автоматическая линия для горячей штамповки, содержащая связанные системой управления и установленные в технологическом порядке нагреватель, цепной транспортер, узел гидроочистки заготовок в виде размещенных в зоне рабочей ветви транспортера колЯекторов с соплами, устройство загрузки заготовок в штамп пресса и пресс {1. Недостатки известной линии состоят в повышенном расходе рабочей среды для гидроочистки заготовок, недостаточно высоком качестве получаемых изделий и ограниченных технологических возможностях. Цель изобретения - повышение эконо. мичности в работе, улучшение качества получаемых изделий и расширение технологических возможностей. По(;тавленная цель достигается тем, что в линии для горячей штамповки, содержащей связанные системой управления и установленные в технологическом порядке нагреватель, цепной транспортер со сбрасывателем захоложенных заготовок, узел гидроочнстки заготовок в виде размешенных в зоне рабочей ветви транспортера коллекторов с соплами, устройство загрузки заготовок в штамп пресса и пресс, узел гидроочистки заготовок снабжен расположенными вдоль рабочего участка цепного транспортера конечнымн выключателями, колле тор узла гидрооЧистки заготовок выполнен в виде ряда последовательно размещенных вдо/1ь рабочего участка цепного транспортера секций, каждая секция связана с источником подачи рабочей среды через индивидуальный клапан,, при этом каждый клапан кинематически связан с одним из KOV нечных выключателей, а устройство загрузки заготовок выполнено в виде двух шарнирно-рычажных систем с приводом в виде силового цилиндра с ложементами под заготовки, при этом каждый ложемент выполнен состоящим из двух элементов, установленных с возможностью регулирова-; ния их взаимного положения. На фиг. 1 схематично изображена линия; продольный разрез; на фиг. 2 - исходное и два рабочих положениямеханического загрузчика заготовок; на фиг. 3 - разрез А-А на фиг. 2. Автоматическая линия содержит объединенные системой управления и установленные в технологическом Порядке нагре-; ватель (не показан), цепной транспортер со сбрасывателем 2 захоложенных заготовок, узел 3 гидроочистки и заготовок, установленный между транспортером I и прес сом 4, устройство 5 загрузки заготовок в штамп 6 пресса 4, оснащенного средствами 7 охлаждения и смазки 8 штампа, а также 27 узлом гидродчистки рабочих участков штампа 6 в виде сопел 9, смонтированных йа прессе. Транспортер I имеет системы 10 и И, охлаждения цепи и подшипников. Средняя часть транспортера I заключена в закрытый кожух 12, внутри которого расположены установленные последовательно с охватом рабочего участка цеПйого транспортера 1 секции 13 и 14 коллектора, сообщенные через клапаны 15 и 16 с двумя источниками жидкости высокого давления, а над рабочим участком цепи смонтированы поворотные рычаги 17 и 18, связанные через тяги 19 и 20 и нажимные рычаги 21 и 22 с конечными выключателями 23 и 24, смонтированными на кожухе 12. , Под транспортёром расположен наклонный склиз 25 для удаления окалнны под действием силы тяжести. Устройство 5 загрузки выполнено в виде спаренных поворотных от пневмоцилиндра 26 двух Шарнирно-рычажных систем 27, связями 28 кривошипов 29 которых охвачен в исходном состоянии наклонный в направлении подачи участок транспортной цепи 30, и снабжено ложементами 31 под заготовку, закрепленными шарнирно на связях 28, прижатых к последним пружинами 32 и взаимодействующих с регулируемыми упорами 33. Автоматическая линия работает следующим образом. Из нагревателя заготовка 34 поступает на цепной транспортер 1 и перемещается в кожух 12, где сначала через поворотный рычаг 17, тягу 19 и нажимной рычаг 21 воздействует йа конечный выключатель 23 и тем самым через систему управления открывает клапан 15, соединяющий, секцию 13 коллектора с источником жидкости высокого давления, при этом очищаются боковые и передняя грани заготовки. Затем, проходя конечную часть кожуха 12, заготовка через поворотный рычаг 18, тягу 20 и нажимной рычаг 22 воздействует на конечный выключатель 24, включая в работу клапан 16, открывающий доступ жидкости в секцию 14, очищающую заднюю и дополнительные боковые грани заготовки. Очищенная от окалины заготовка поступает на наклонную в направлении подачи транспортную цепь 30 до упора в ложемент 31, срабатывает датчик (не показан) и пневмоцилиндр 26 поворачивает кривошипы 29 в направлении штампа 6. Удерживающие заготовку ложементы 31 взаимодействуют с упорами 33 (фиг. 3), скручивают пружины 32; расходятся, и заготовка поступает в штамп пресса. По крманде от датчика наличия изделия в устройство 5 загрузки последнее возвращается в исходное положение для приема с цепного транспортера 1 следующей заготовки. Сра-,
батывает пресс и после удавления штампов.ки цикл повторяется.
Налипающая па рабочие кромки штампа окалина периодически сбивается струей жидкости высокого давления. Подшипники и цепь 30 транспортера I постоянно охлаждаются водой, циркулирующей в системах I 1Q и 11 их охлаждения.
Упоры 33 для осуществления подачи заготовки в щтамп пресса под-любым углом (от 90, до 180°) можно регулировать.
Изобретение, по сравнению с базовым i объектом, а. качестве которого принят про тотип, обеспечивает повыще,ние экономнчностн работы, улучшение качества получаемых изделий Н расширенне технологнческих возможностей.: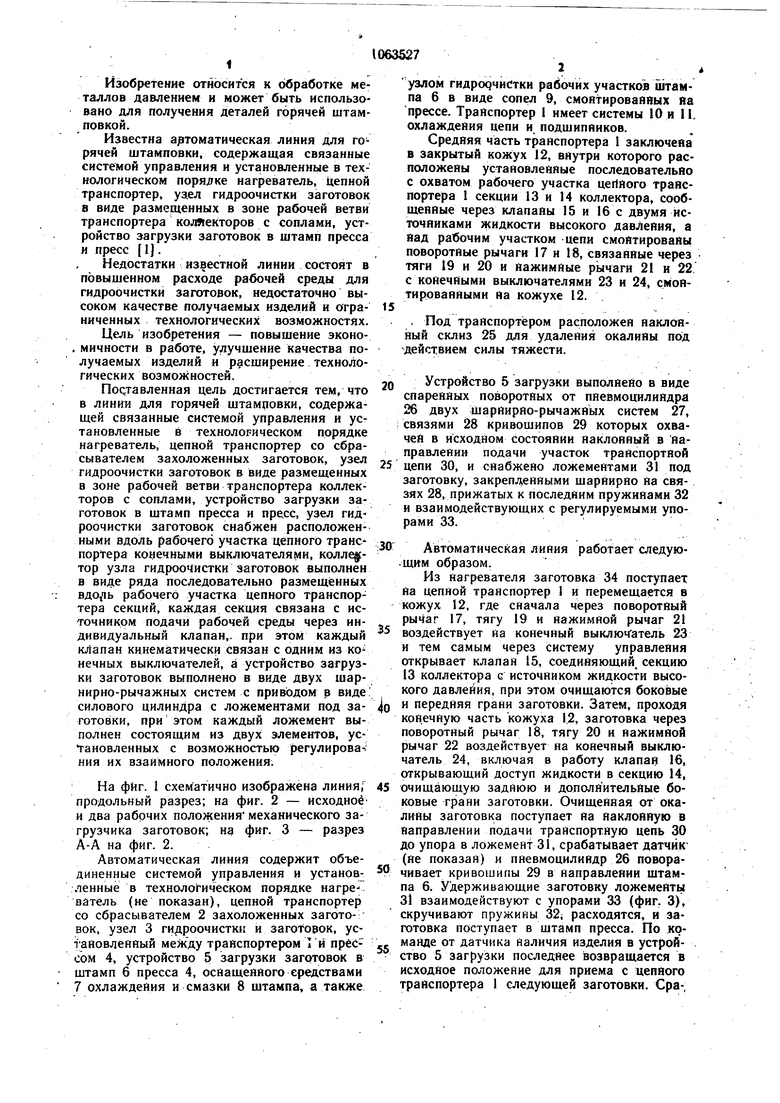

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для горячей штамповки | 1987 |
|
SU1479201A1 |
| Автоматическая линия для горячей штамповки поковок | 1983 |
|
SU1140934A1 |
| Автоматическая линия для горячейшТАМпОВКи | 1979 |
|
SU848139A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Линия горячей штамповки | 1979 |
|
SU889255A1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, содержащая связанные системой управления и установленные в технологическом порядке нагреватель, цепной транспортер, узел гидроочистки заготовок в виде размещенных в зоне рабочей ветви транспортера коллекторов с соплами, устройство загрузки заготовок в штамп пресса и пресс, отличающаяся тем, что, с целью повышения экономичности в работе, улучшения качества получаемых изделий и расширения технологических возможностей, узел гидроочистки заготовок снабжен расположенными вдоль рабочего участка цепного транспортера конечными выключателями, коллектор узла гидроочистки заготовок выполнен в виде ряда последовательно размещенных вдоль рабочего участ ка цепного транспортера секций, каждая секция связана с источником подачи рабочей среды через индивидуальный клапан, при этом каждый клапан кинематически связан с одним из конечных выключателей, а устройство загрузки заготовок выполнено в виде двух шарнирно-рычажных систем с приводом в виде силового цилиндра с ложементами под заготовки, при этом каждый ложемент выполнен состоящим из двух элементов, установленных с возможностью регулирования их взаимного положения.
А-А подернуто
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для горячей штамповки | 1977 |
|
SU660769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
