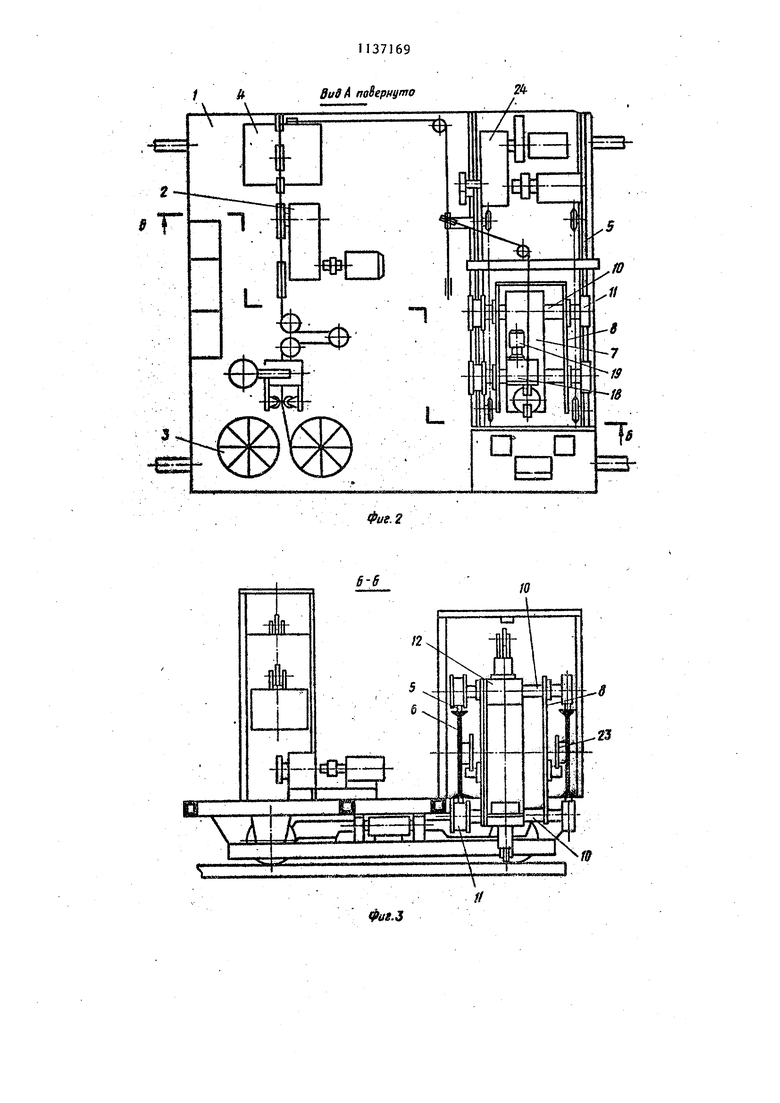
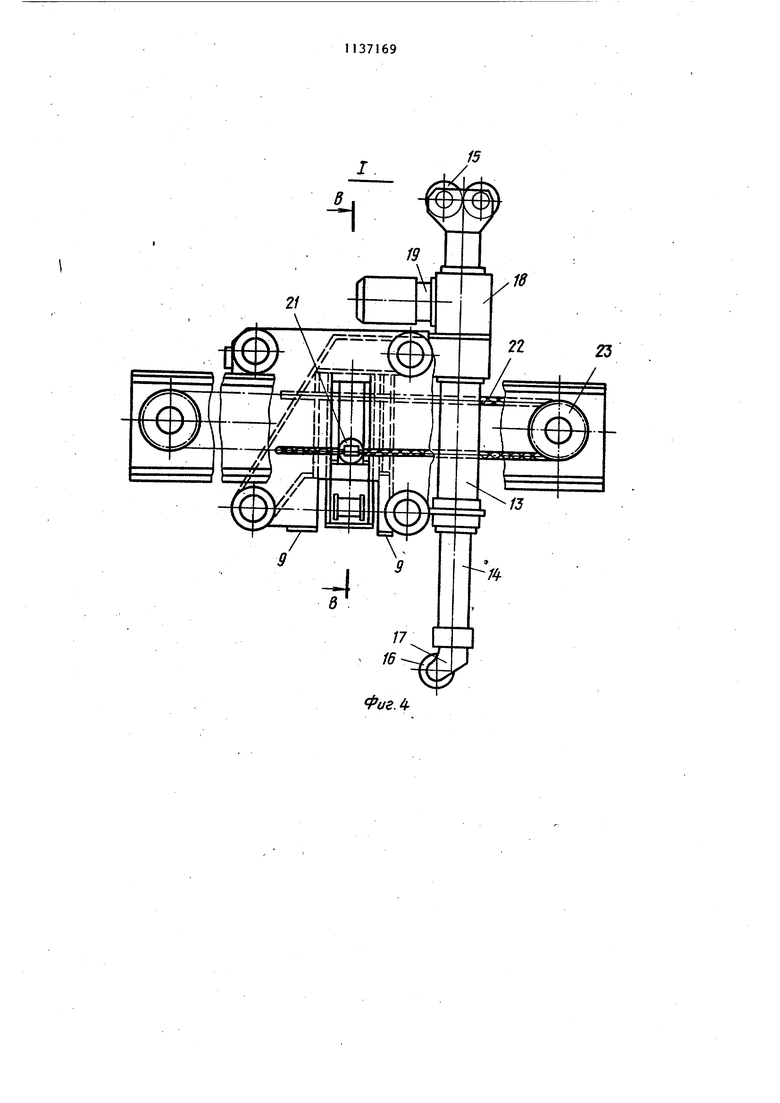
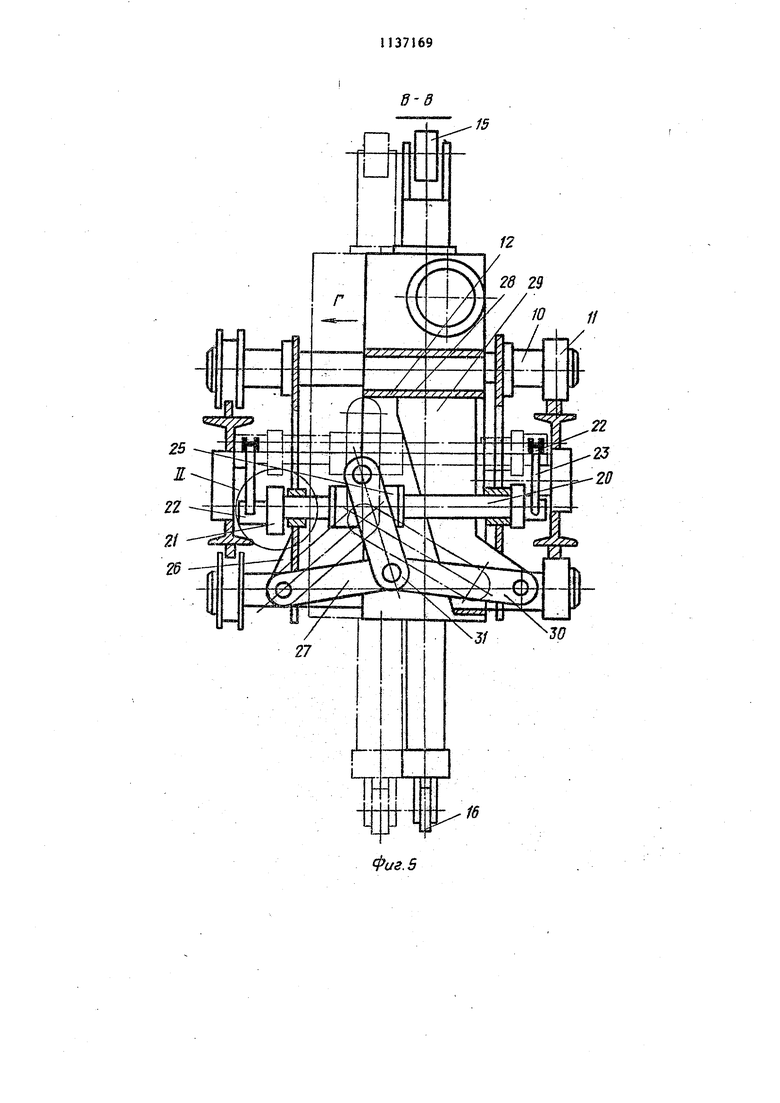
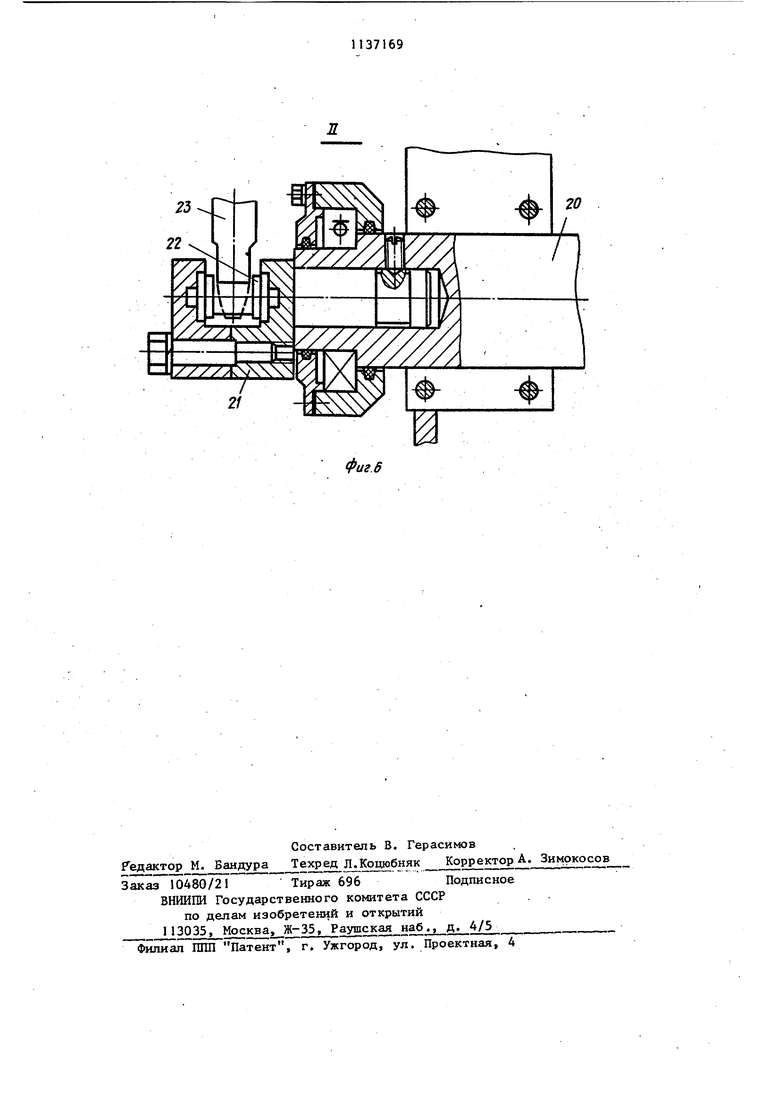
Изобретение относится к устройствам для навивки арматурной проволоки на упоры неподвижных форм, применяемых при стендовом производстве железобетонных изделий. Известно устройство.для навивки арматурной проволоки на упоры, содер жащее платформу с направляющими, на которой установлена каретка с пинолью, соединенная с приводом продольной относительно платформы цепью, при этом ппатформа снабжена установленным на направляющей ползуном со смонтированной на нем поперечной цепью со звездочками, взаимодействующи ми с продольной цепью, а каретка сна жена приспособле1шем для разъемного соединения с продольной и поперечной цепями . Недостатолс данного устройства - отсутствие приспособления дпя специального паремещеюш пиноли, обеспечи вающего обход упоров, что снижает надежность его работы. Наиболее близким к изобретеш-1ю является устройство для навивки, арматурной проволоки .на упоры, содержал;ее платформу, установленную на .. направляющих каретку, связанную с приводом движения гибкими тягами, механизм подачи проволоки с катушек и распределительную пиноль с механизмом ее перемещения 2. Однако применение специального 1тривода для механизма перемещения пиноли усложняет конструкцию устройства. Целыо изобретения является у про- щение конструкции устройства. Цель достигается тем, что в уст ройстве для навивки арматурной- пров локи на упоры, содержащем платформу установленную на-направляющих каретку, связанную сприводом движения. гибкими тягами, механизм подачи про: волоки с катушек и распределительную пиноль с механизмом ее- перемещения, механизм перемещения пиноли выполнен в виде установленной на каретке с возможностью вертикального перемеще1ШЯ штанги, на концах которой смонтированы бащмаки и- в средней части закреплена обойма, а корпус каретки и пиноль оснащены кронштейнами, при этом башмаки соединены с гибкими тягами привода перемещения каретки, а обойма с помощью шарнирного многсзвенника - с кронштейна). На фиг. 1 изображено предлагав-мое устройство; на фиг. 2 - вид А на фиг, I;.на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 т узел II на фиг.5. Устройство содержитсамоходную платформу 1, на которой смонтированы механизм 2 подачи проволоки с катушек 3 и механизм 4 натяжения проволоки. На направляющих 5, жестко закрепленных на балках 6 платформы 1, с возможностью перемещения по горизонтали перпендикулярно оси движения платформы смонтирована ка-ретка 7, которая выполнена в виде Р1МЫ, состоящей из боковин 8, соединенных связями 9. В боковинах 8 жестко закреплены валы 10, на которых смонтированы колёса 11, посредством которых каретка перемещается по направляющим 5. На верхних валах 10 каретки 7 с возможностью перемеще шя вдоль их продольнойОСИ закреплен корпус 12, несущий распределительную пиноль 13 в виде трубчатой щтанги 14, имеющей приемные ролики 15 и направляющий ролик 16, смонтированный посредством хвостовикаМ 7 с возможностью поворотавокруг оси штанги 14. Штанга 14 смонтирована с возможностью вертикального пepe eщeния посредством винтового механиама 18 с приводом 19. В прорезях боковин 8 смонтирована с возможностью вертикального перемещения штанга 20, на торцах которой закреплены бащмаки 21, соединенные с гибкой тягой -в виде цепи 22, огибающей звездочки привода 24 перемещения каретки 7. На штанге 20 закреплена обойма . 25, :а на боковинах 8 каретки 7 жестко закреплен кронщтёйи26, с которым шарнирно соединен рычаг 27. На плите 28 корпуса пиноли 13 закреплен Кронштейн 29, с которым шарнирко соединен рычаг 30. Рычаги 27 и 30 посредством рычага 31 шарнирно соединены между собой и с обоймой 25. Рычаги 27, 30 и 31 образуют шарнирный трехэвенник, которьй кинематически соединяет штангу 20 с пинолью 13 и вместе со щтангой 20 выполняет функцию механизма перемещения пиноли.13 для обхода упоров формы. Работа устройства происходит слег, ующим образом.
Перед началом работы устройство по рельсовым направляющим 32 перемещают в зону расположения стевдовой формы 33, после чего производят вручную запасовку арматурной проволоки, протянутой от катушек 3, через механизм 2 подачи, ролики 16 и
15пиноли 13. После запасовки проволоки на одном из упоров 34 форьш.
33 включают привод 24 перемещения каретки, и арматурная проволока роликом 16 протягивается в процессе передвижения каретки 7 к другому противоположному угору 34, в котором был запасован конец арматурной проволоки .
При движении каретки 7 и прохождении ролика 16 пиноли 13 по зоне расположения упора 34 формы 33 башмаки 2 1 , огибая первую пару звездочек 23 цепной передачи 22 привода 24 перемещения каретки 7, перемещают вверх штангу 20, в результате чего рычаг 31 также JIoднимaeтcя вверх и тянет вверх соединенные с рычагом 31 концы рычагов 27 и 30.
В результате движения вверх-штанги 20 корпус 12 вместе с пинолью 13 перемещается по направлякицим валам 10 в направлении стрелки Г, а в ре.зультате сложения движений каретки 7 и корпуса 12 пиноли при подьеме штанги 20 происходит обход роликом
16пиноли 13 упора 34 фор№1 33, посл чего йри дальнейшем движении цепи 22 башмаки 21 перемещают каретку 7 вместе со штангой 20 в направлении к первому исходному ) упору 34, на котором был запасован свободный конец арматуры перед началом работы.
При вхождении ролика 16 в зону расположения первого упора 34, при огибании башмаками 21 второй пары звездочек 23, штанга 20 перемещается вниз. В результате движения штанги 20 вниз происходит перемещение корпуса 12 пиноли 13 в направлении, противоположном направлению стрелки Г, а в результате сложения движений каретки 7 и корпуса 12 происходит обход роликом 16 упора 34. В процессе дальнейшего перемещения каретки 7 посредством цепной передачи 22 описанный цикл работй повторяется.
Дпя навивки второго витка арматуры на один и тот же ряд упоров пиноль 13 посредством винтового механизма 18 приводом 19 поднимают вверх на заданную величину, соответствующую шагу расположения витков арматуры на одной паре упоров 34.
навивки арматуры на следующую пару упоров 34 устройство по рельсовым направляющим 32 перемещают на величину шага расположения рядов упоров 34 и производят навивку на следующую пару упоров 34 в последова- . т ел ьности,. описанной выше, с той разницей, что не производят руч1{ую за- пасовку проволоки и процесс навивки происходит непрерывно до окончания навивки проволоки на все пары упоров формы.
Использование изобретения обеспечивает упрощение конструкции устрой- ства за счет исключения специального привода для механизма перемещения пиноли кинематической связи с гибким тягами привода каретки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для навивки арматурной проволоки на упоры форм | 1991 |
|
SU1795047A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ НАВИВКИ АРМАТУРЫ | 1969 |
|
SU255095A1 |
| Устройство для навивки и натяжения спиральной арматуры на сердечники железобетонных труб | 1976 |
|
SU555215A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для изготовления замкнутых арматурных пакетов | 1978 |
|
SU751941A1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Устройство для тренировки пловцов | 1986 |
|
SU1378873A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Устройство для навивки гибких проволочных валов | 1980 |
|
SU910294A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
УСТРОЙСТВО ДПЯ НАВИВКИ А МАТУРНОЙ ПРОВОЛОКИ НА УПОРЫ, содер щее платформу, установленную на на равляющих каретку, связанную с приво дом движения-гибкими-тягами, механизм подачи проволоки с катушек и распределительную шпюль с механизмом ее перемещения, . о т л и чающееся тем, что, с целью упрощения его конструкции, мехаьшзм перемеще шя пиноли выполнен в виде установленной на каретке с возможностью вертикального перемещения штанги, на концах которой смонтированы башмаки iT в средней части закреплена обойма, а корпус каретки и пиноль оснащены кронштейнами, при этом башriaKH соединены с гибкиЬК тягами привода движения каретки, а обойма с помощью шарнирного мпогозвенника с кронштейнами . Г
to
№
Фиг. В
20
Фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для навивки арматуры | 1977 |
|
SU737602A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления замкнутых арматурных пакетов | 1977 |
|
SU732475A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
