Изобретение относится к области машиностроения в частности к устройствам сварки объемных каркасов методом непрерывной навивки и может быть использовано при изготовлении пространственных арматурных каркасов для железобетонных конструкций.
Известно устройство контактной сварки пространственных арматурных каркасов представленное в способе контактной сварки пространственных арматурных каркасов (SU №1088900 А, МПК В23K 11/10, 1983 г.). Устройство содержит приводной диск, на котором закреплен барабан, в пазах которого закреплены продольные стержни, которые предназначены для изготовления пространственных арматурных каркасов. Концы продольных стержней закреплены в торцевом зажиме приводной каретки. Сварочный трансформатор посредством гибких шин соединен с роликовым электродом. Под роликовый электрод пропущен конец поперечной арматуры, который прижат этим электродом к одному из продольных стержней. Поперечная арматура в виде бухты расположена рядом с приводным диском. Концы продольных стержней закреплены в торцевом зажиме приводной каретки. При работе устройства, приводной диск и барабан вместе продольными стержнями вращается вокруг оси арматурного каркаса, а каретка - перемещается вдоль этой оси, при этом каркас совершает вращательно-поступательное перемещение, а поперечная арматура спирально навивается на продольные стержни и привариваться к продольным стержням.
Недостатками этого устройства являются:
1. Винтообразное скручивание изготовляемого пространственного арматурного каркаса. Это происходит из-за поворота продольных арматурных стержней вокруг продольной оси арматурного каркаса посредством вращения приводной каретки. Вследствие чего происходит деформирование изготовляемого пространственного арматурного каркаса;
2. Использование для сварки арматурного каркаса роликового электрода, который дорогой в изготовлении и имеет низкий ресурс работы;
3. Низкое качество контактной сварки изготовляемого пространственного арматурного каркаса.
Наиболее близким по технической сущности является устройство для контактной сварки пространственных арматурных каркасов (SU №1386404, МПК B23K 11/10, 1986 г.). Устройство содержит планшайбу, установленную в закрепленных на станине Катковых опорах, держатель с роликовым электродом следящим роликом, установленным с возможностью взаимодействия с фигурным кулачком, и кондуктор с ложементом для продольных стержней каркаса. Держатель выполнен в виде шарнирно установленного относительно его оси симметрии U-образного элемента, полки которого подпружинены друг относительно друга, сварочный и следящий ролики установлены на свободных концах полок U-образного элемента и их оси вращения планшайбы, фигурный кулачек выполнен токоподводящим. Отсутствует вращение свариваемого арматурного каркаса при его изготовлении.
Недостатком этого устройства является низкая производительность изготовления свариваемого арматурного каркаса, так как поперечная арматура приваривается к продольным стержням каркаса отдельными параллельными ярусами. За один оборот планшайбы вокруг продольных стержней свариваемого каркаса происходят гибка и приварка одного поперечного стержня согнутого в кольцо.
Технической задачей изобретения является повышение качества контактной сварки изготовляемых арматурных каркасов, исключение их винтообразного скручивания и деформирование.
Технический результат достигается тем, что устройство для контактной сварки пространственных арматурных каркасов, содержащее планшайбу с приводом вращения, установленную в закрепленных на станине катковых опорах, кондуктор с ложементами, механизм контактной сварки продольных арматурных стержней с поперечной арматурной проволокой и механизм продольного перемещения продольных арматурных стержней. Новым, согласно изобретению, является снабжение опорной тумбы установленной сооcно станине, катушкой с приводом для подачи поперечной арматурной проволоки, установленной на боковой стороне опорной тумбы со стороны станины с возможностью вращения вокруг продольной оси, при этом опорная тумба выполнена с направляющими вдоль ее продольной оси для размещения продольных арматурных стержней и снабжена установленным соосно ей держателем, на торце которого закреплен кондуктор и последовательно расположены стабилизаторы положения продольных арматурных стержней и ложементы, а на планшайбе установлены кронштейн и натяжные ролики для разматывания с катушки поперечной арматурной проволоки и ее натяжения, причем упомянутый механизм контактной сварки расположен на другой боковой стороне станины по окружности вокруг кондуктора и выполнен из плоских электродов, электрически соединенных между собой и закрепленных на концах прижимных приводов, которые установлены с возможностью перемещения по продольным направляющим, размещенным вдоль продольной оси устройства.
Держатель выполнен составным в виде призматической призмы. На станине перед прижимными приводами с плоскими электродами установлены прижимные диски.
Прижимные диски выполнены зубчатыми.
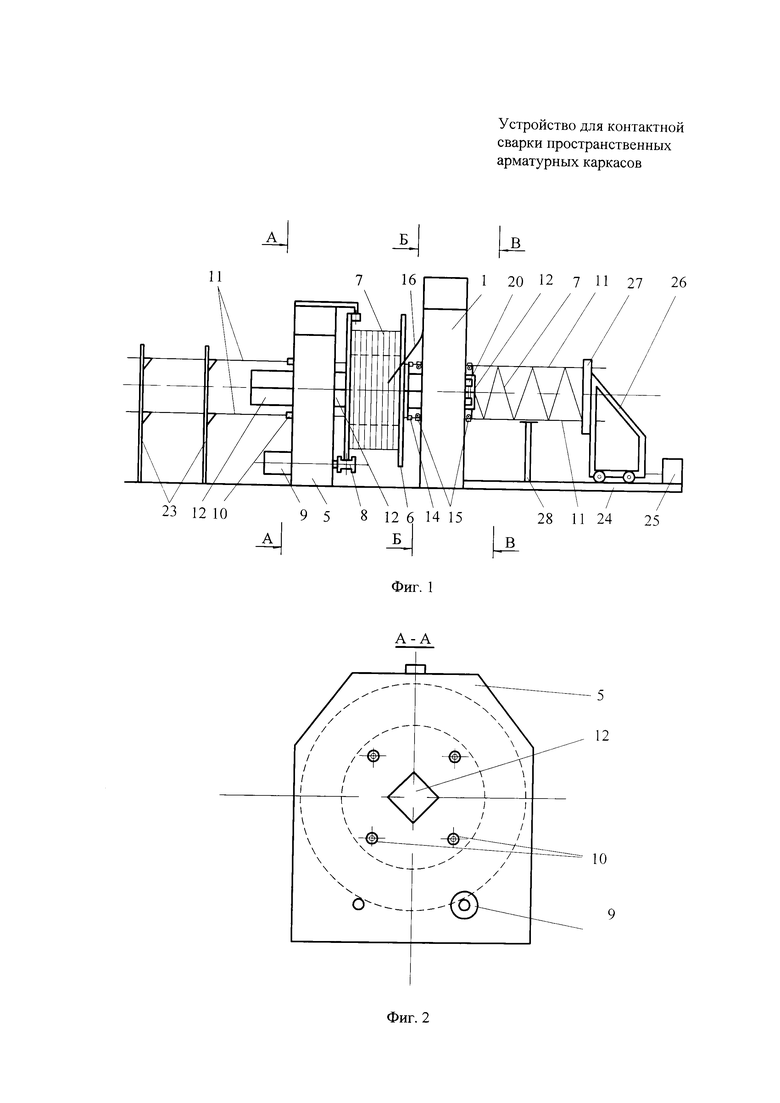
На фиг. 1 изображено устройство для контактной сварки пространственных арматурных каркасов, общий вид; на фиг. 2 - поперечный разрез устройства по А-А; на фиг. 3 - поперечный разрез устройства по Б-Б; на фиг. 4 - поперечный разрез устройства по В-В.
Устройство содержит станину 1, в которой на закрепленных Катковых опорах 2 с приводом 3 их вращения установлена планшайба 4. Перед станиной 1 соосно установлены опорная тумба 5 с катушкой 6, на которую намотана поперечная арматурная проволока 7. Катушка 6 установлена на боковой стороне опорной тумбы 5 со стороны станины 1 с возможностью вращения вокруг продольной оси.
Катушка 6 установлена на Катковых опорах 8 имеющим привод 9 их вращения. Катушка 6 установлена с возможностью вращения вокруг продольной оси устройства. Опорная тумба 5 выполнена с направляющими 10 вдоль ее продольной оси, для размещения продольных арматурных стержней 11 и снабжена установленным соосно ей держателем 12. Держатель 12 выполнен составным в виде призмы, что облегчает и ускоряет установку (и снятие) катушки 6 с намотанной на нее поперечной арматурной проволокой 7 на катковые опоры 8 опорной тумбы 5. На конце держателя 12 закреплен кондуктор 13 и последовательно расположены стабилизаторы положения 14 продольных арматурных стержней 11 и ложементы 15. Все они расположены в центральной части станины 1 и планшайбы 4. Выполнение держателя 12 в виде призмы исключает его сворачивание (поворот) в опорной тумбе 5 и обеспечивает надежное крепление на нем кондуктора 13.
На планшайбе 4 расположены кронштейн 16 и натяжные ролики 17 для разматывания поперечной арматурной проволоки 7 с катушки 6. Натяжные ролики 17 натягивают поперечную арматурную проволоку 7 и обеспечивают правильную геометрию изготавливаемого арматурного каркаса.
Механизм контактной сварки продольных арматурных стержней 11 с поперечной арматурной проволокой 7 расположен на другой боковой стороне станины 1 по окружности вокруг кондуктора 13 и выполнен из плоских электродов 18 закрепленных на концах прижимных приводов 19. Плоские электроды 18 последовательно соединены между собой электрическими шинами 20.
Прижимные приводы 19 установлены напротив продольных арматурных стержней 11 и расположены на боковой стороне станины 1 по окружности вокруг кондуктора 13. Продольные оси прижимных приводов 19 выполнены перпендикулярными продольной оси устройства. Прижимные приводы 19, например, пневмоцилиндры, и плоские электроды 18 установлены на продольных направляющих 21 с возможностью их кратковременного перемещения вдоль продольной оси устройства и возвращения их обратно в первоначальное положение. На этой же стороне станины 1 перед прижимными приводами 19 с плоскими электродами 18 установлены прижимные диски 22, которые выполнены, например, зубчатыми, для натяжения витков арматурной поперечной проволоки 7 намотанной на продольные арматурные стержни 11.
Перед опорной тумбой 5 вдоль продольной оси устройства расположены стеллажи 23 для укладки на них продольных арматурных стержней 11. Позади станины 1 установлен механизм продольного перемещения продольных арматурных стержней 11, который представляет собой направляющие рельсы 24, привод 25 тянущей тележки 26 с торцевым зажимом 27 для крепления продольных арматурных стержней 11.
Вдоль направляющих рельсов 24 установлены промежуточные опоры 28 для поддержания пространственного арматурного каркаса во время его изготовления. Привод 9 вращения катушки 6, привод 3 вращения планшайбы 4 и привод 25 тянущей тележки 26 соединены электрически друг с другом.
Работа устройства для контактной сварки пространственных арматурных каркасов осуществляется следующим образом.
Продольные арматурные стержни 11, предварительно уложенные на стеллажи 23, пропускают через направляющие 10 в опорной тумбе 5, затем их пропускают через стабилизаторы 14 положения, после чего их укладывают в ложементы 15 кондуктора 13, а их концы закрепляют в торцевом зажиме 27 тянущей тележки 26. Выполнение держателя 12 в виде призматической призмы позволяет надежно закрепить на ее конце кондуктор 13, стабилизаторы 14 положения продольных арматурных стержней 11 и ложементы 15, а выполнение держателя 12 составным позволит ускорить замену катушки 6 с намотанной на нее поперечной арматурной проволокой 7.
Поперечную арматурную проволоку 7 сматывают с катушки 6 посредством кронштейна 16 и пропускают между натяжными роликами 17. Конец этой поперечной арматурной проволоки 7 приваривают к одному из продольных арматурных стержней 11 расположенных на ложементе 15. После чего включают привод 9 вращения катушки 6 с намотанной на ней поперечной арматурной проволокой 7, включают привод 3 вращения Катковых опор 2 планшайбы 4 и включают привод 25 движения тянущей тележки 26. Вращение катушки 6 на Катковых опорах 8 посредством привода 9 облегчает и ускоряет сматывание с нее витков поперечной арматурной проволоки 7. При повороте планшайбы 4 на Катковых опорах 2 происходит наматывание поперечной арматурной проволоки 7 на продольные арматурные стержни 11 расположенные на ложементах 15 кондуктора 13.
Механизм продольного перемещения продольных арматурных стержней 11 вдоль продольной оси устройства представляет собой направляющие рельсы 24, по которым посредством привода 25 движется вперед тянущая тележка 26. На тянущей тележке 26 установлен торцевой зажим 27 для крепления торцов продольных арматурных стержней И. Перемещение продольных арматурных стержней 11 вдоль продольной оси устройства исключает винтообразное скручивание изготовляемого пространственного арматурного каркаса и его деформацию.
Стабилизаторы положения 14 дополнительно фиксируют продольные арматурные стержни 11 на ложементах 15 и тем самым предотвращают неправильную намотку поперечной арматурной проволоки 7 на продольные арматурные стержни 11. Разность шага намотки поперечной арматурной проволоки 7 на продольные арматурные стержни 11 задается перемещением тянущей тележки 26 по направляющим рельсам 24 посредством привода 25.
При продвижении по ложементам 15 кондуктора 13 продольных арматурных стержней 11 с намотанной на них витками поперечной арматурной проволоки 7, прижимные приводы 19 поочередно прижимают с требуемым усилием плоские электроды 18 к местам пересечений поперечной арматурной проволоки 7 с продольными арматурными стержнями 11 и сваривают их контактной сваркой. При этом образуется пространственный арматурный каркас.
При прохождении места пересечения поперечной арматурной проволоки 7 с продольным арматурным стержнем 11 мимо плоского электрода 18, прижимной привод 19, прижмет с необходимым усилием этот плоский электрод 18 к этому месту сварки. При этом прижимной привод 19 и плоский электрод 18 будут продолжать движение вдоль продольной оси устройства. Они будут скользить по продольным направляющим 21, что увеличивает время контакта сварки плоского электрода 18 с местами пересечений поперечной арматурной проволоки 7 и продольным арматурным стержнем 11. Это повышает качество контактной сварки этих мест пересечений.
Установка прижимных приводов 19 напротив продольных арматурных стержней 11, когда их продольные оси перпендикулярны продольной оси устройства, позволяет прижать с большим усилием плоские электроды 18 к местам сварки и тем самым повысить качество контактной сварки. Использование в заявляемом устройстве плоских электродов 18, которые дешевы в изготовлении, надежны в эксплуатации и долговечны в работе, обеспечивает высокое качество контактной сварки. По окончании сварки места пересечения поперечной арматурной проволоки 7 и продольного арматурной стержня 11 прижимной привод 19 с плоским электродом 18 отойдет от места сварки и возвратится в свое исходное положение на станине 1. При дальнейшем повороте планшайбы 4 место пересечения поперечной арматурной проволоки 7 переместится к следующему продольному арматурному стержню 11 и следующий прижимной привод 19 со следующим плоским электродом 18 таким же образом произведет их контактную сварку. Аналогично привариваются все последующие кольца поперечной арматурной проволоки 7 к продольным арматурным стержням 11, образуя пространственный арматурный каркас.
Прижимные диски 22 дополнительно натягивают и правят витки поперечной арматурной проволоки 7 навитой на продольные арматурные стержни И. Это улучшает контакт перед контактной сваркой мест пересечений поперечной арматурной проволоки 7 с продольными арматурными стержнями 11, обеспечивает правильную геометрию изготовляемого пространственного арматурного каркаса и исключает его бочкообразность. Прижимные диски 22 выполняют зубчатыми, что повышает надежность их работы. Разность шага поперечной арматурной проволоки 7, навитой на продольные арматурные стержни 11, может плавно регулироваться приводом 25 движения тянущей тележки 26. По мере изготовления арматурного каркаса под него вдоль направляющих рельсов 24 устанавливают промежуточные опоры 28, что позволит избежать прогиба арматурного каркаса и его деформацию. После окончания изготовления пространственного арматурного каркаса производят отсоединение торцов продольных арматурных стержней 11 от торцевого зажима 27 тянущей тележки 26 и его выгрузку.
Соединение плоских электродов 18 электрическими шинами 20 позволит снизить потери в электрической цепи и повысить качество сварки поперечной арматурной проволоки 7 с продольными арматурными стержнями 11 арматурного каркаса. На ложементах 15 кондуктора 13 могут крепиться продольные арматурные стержни 11 различного диаметра.
Использование предлагаемого изобретения повышает качество контактной сварки изготовляемых арматурных каркасов, исключает их винтообразное скручивание и деформирование.
Нумерация позиций к заявке на изобретение «Устройство для контактной сварки пространственных арматурных каркасов»
1 - станина
2 - опоры катковые для планшайбы
3 - привод вращения для катковых опор 2 для планшайбы 4
4 - планшайба
5 - опорная тумба
6 - катушка
7 - поперечная арматурная проволока
8 - катковые опоры для катушки 6
9 - привод катковых опор катушки 6 на опорной тумбе 5
10 - направляющие продольных стержней 11 на опорной тумбе 5
11 - продольные арматурные стержни
12 - держатель
13 - кондуктор
14 - стабилизатор положения прод. арматурных стержней 11 в станине 1
15 - ложементы
16 - кронштейн
17 - натяжные ролики для размотки поперечной арматурной проволоки 7
18 - плоские электроды
19 - прижимные приводы (например, пневмоцилиндры)
20 - шины электрические
21 - продольные направляющие для прижимных приводов 19
22 - прижимные диски
23 - стеллажи для размещения на них продольных арматурных стержней 11
24 - направляющие рельсы для перемещения по ним тянущей тележки 26
25 - привод для тянущей тележки 26
26 - тележка тянущая
27 - торцевой зажим
28 - опоры промежуточные.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пространственных арматурных каркасов | 1986 |
|
SU1386404A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1669664A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВf—. ! • -•! Г"?•:=••-/»."••?п.1Т1.Гк.о--;::>&-к'^!^:':ш | 1971 |
|
SU313630A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |

Изобретение может быть использовано при изготовлении пространственных арматурных каркасов для железобетонных конструкций. Планшайба 4 с приводом вращения 3 установлена в закрепленных на станине 1 катковых опорах 2. Опорная тумба 5 установлена соосно станине 1. Катушка 6 с приводом 9 для подачи поперечной арматурной проволоки 7 установлена на боковой стороне опорной тумбы 5 с возможностью вращения вокруг продольной оси. Направляющие 10 опорной тумбы 5 предназначены для размещения продольных арматурных стержней 11. На торце держателя 12 закреплен кондуктор 13 и последовательно расположены стабилизаторы 14 положения продольных арматурных стержней 11 и ложементы 15. На планшайбе 4 установлены кронштейн 16 и натяжные ролики 17 для разматывания с катушки 6 поперечной арматурной проволоки 7 и ее натяжения. Механизм контактной сварки расположен на другой боковой стороне станины 1 по окружности вокруг кондуктора 13 и выполнен из плоских электродов 18, электрически соединенных между собой и закрепленных на концах прижимных приводов 19, которые установлены с возможностью перемещения по направляющим 21. Использование предлагаемого изобретения повышает качество контактной сварки изготовляемых арматурных каркасов, исключает их винтообразное скручивание и деформирование. 3 з.п. ф-лы, 4 ил.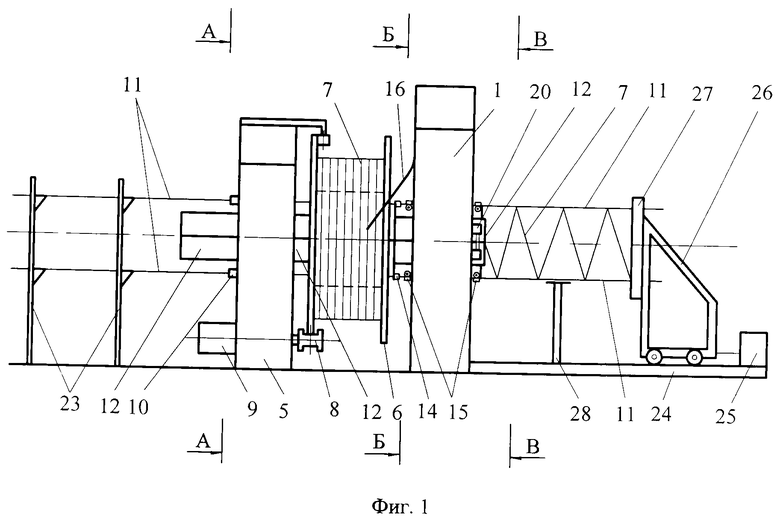
1. Устройство для контактной сварки пространственных арматурных каркасов, содержащее планшайбу с приводом вращения, установленную в закрепленных на станине катковых опорах, кондуктор с ложементами, механизм контактной сварки продольных арматурных стержней с поперечной арматурной проволокой и механизм продольного перемещения продольных арматурных стержней, отличающееся тем, что оно снабжено опорной тумбой, установленной соосно станине, и катушкой с приводом для подачи поперечной арматурной проволоки, установленной на боковой стороне опорной тумбы со стороны станины с возможностью вращения вокруг продольной оси, при этом тумба выполнена с направляющими вдоль ее продольной оси для размещения продольных арматурных стержней и снабжена установленным соосно ей держателем, на торце которого закреплен кондуктор и последовательно расположены стабилизаторы положения продольных арматурных стержней и ложементы, а на планшайбе установлены кронштейн и натяжные ролики для разматывания с катушки поперечной арматурной проволоки и ее натяжения, причем упомянутый механизм контактной сварки расположен на другой боковой стороне станины по окружности вокруг кондуктора и выполнен из плоских электродов, электрически соединенных между собой и закрепленных на концах прижимных приводов, которые установлены с возможностью перемещения по продольным направляющим, размещенным вдоль продольной оси устройства.
2. Устройство по п. 1, отличающееся тем, что держатель выполнен составным в виде призмы.
3. Устройство по п. 1, отличающееся тем, что на станине перед прижимными приводами с плоскими электродами установлены прижимные диски.
4. Устройство по п. 3, отличающееся тем, что прижимные диски выполнены зубчатыми.
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1990 |
|
SU1754370A1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1986 |
|
SU1386404A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1990 |
|
SU1731560A1 |
| RU 2001709 С1, 30.10.1993. | |||

