Изобретение относится к сварочным устройствам, предназначенным для электродуговой приварки цилиндрических деталей к поверхностям изделий для удержания термостойкой изоляции на корпусах оборудования, работающего при высоких температурах.
Целью изобретения является повышение надежности работы и производительности.
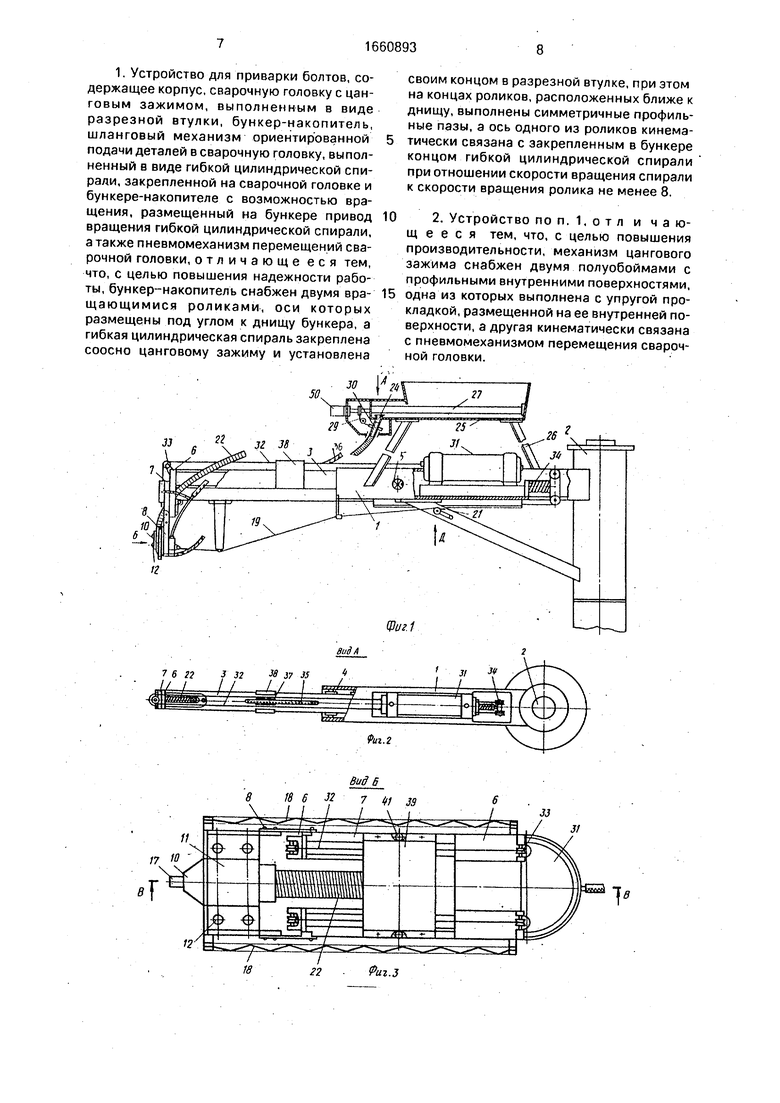
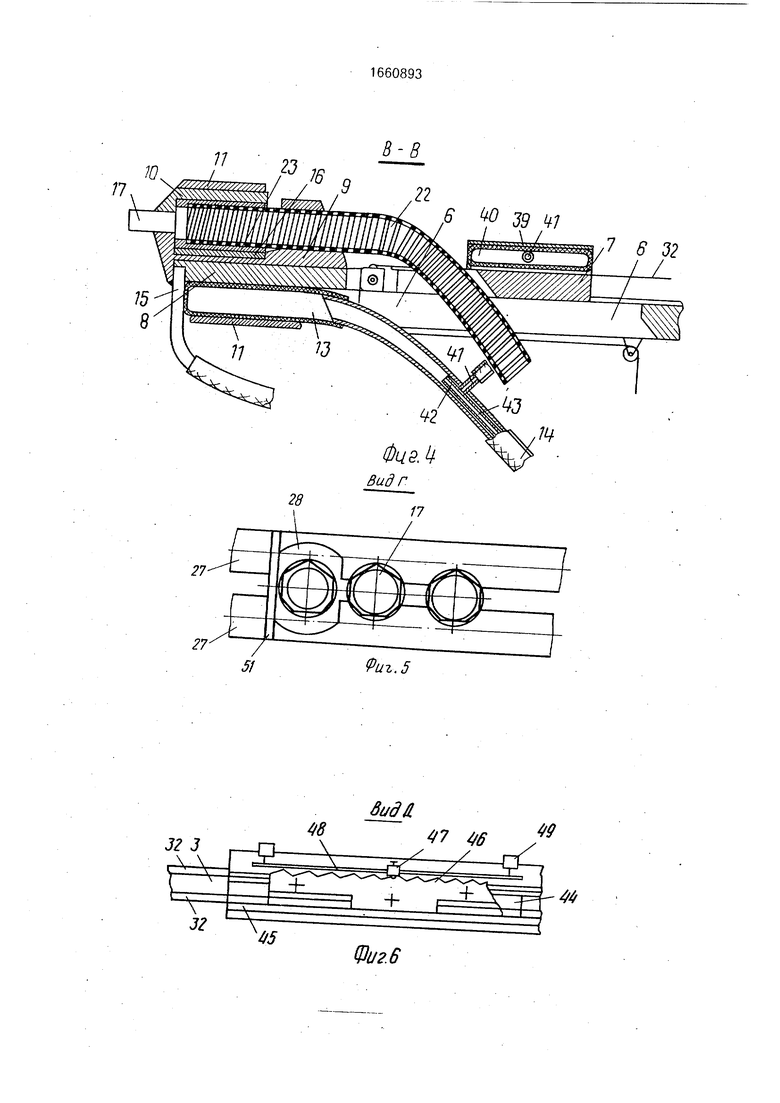
На фиг.1 представлено предлагаемое устройство; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг. 1; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - то же, с фиг.2 (на бункер- накопитель); на фиг.6 - вид Д на фиг. 1.
Устройство состоит из корпуса закрепленного на вертикальной стойке 2 с возможностью поворота в горизонтальной плоскости, внутри которого размещена выдвижная консоль 3, имеющая возможность продольного перемещения на спаренных
опорных роликах 4 и фиксации в необходимом положении с помощью стопора 5. На наружном конце консоли 3 под прямым углом к ее оси жестко закреплена плоская направляющая 6, на которой с возможностью перемещения в вертикальном направлении размещена каретка 7 с поворотной в вертикальной плоскости площадкой 8, угол поворота которой больше 90° по отношению к плоскости каретки 7 от своего началь- ного вертикального положения. На площадке 8 смонтирована сварочная головка, выполненная в виде двух медных профильных полуобойм 9 и 10, одна из которых, полуобойма 9, является неподвижной и жестко закреплена на площадке 8, а полуобойма 10 закреплена на подвижном хомуте 11, перемещаемом в поперечном направлении на четырех подпружиненных штоках 12 пневмокамеры 13, соединенных с помощью гибкого шланга 14 с источником сжатого воздуха. К неподвижной полуобойме 9 снаружи подсоединен гибкий кабельный токо- подвод 15 от сварочного источника питания, а на внутренней поверхности полуобоймы 9 закреплена гибкая упругодеформирующая прокладка 16, имеющая величину поперечной деформации, превышающую величину расстояния от боковой поверхности головки привариваемого болта 17 до его тела. Поворотная площадка 8 имеет два рабочих поло- жёния: вертикальное и близкое к горизонтальному. Для поворота площадки 8 в положение, близкое к горизонтальному, предусмотрены две цилиндрические пружины 18, а в вертикальное - гибкая тяга 19 с поворотной рукояткой 20 и храповиком 21, закрепленным на корпусе 1. Вертикальное положение площадки 8 фиксируется с помощью упоров механизма поворота. В основании каретки 7 выполнен сквозной паз, через который проходит механизм ориентированной подачи болтов, выполненный в виде гибкой цилиндрической спирали 22, закрепленной одним концом с возможностью свободного вращения внутри разрез: ной цилиндрической втулки 23, размещенной в полуобоймах 9 и 10 с возможностью поперечного перемещения и являющаяся механизмом цангового зажима болтов. Внутренний диаметр спирали выбран из условия свободного прохода болта, шаг витков спирали равен 2 мм.
Втулка 23 выполнена из материала с высокой электропроводностью, например меди, и имеет на своей торцовой части два сквозных продольных паза глубиной не менее длины болта 17. Выходное отверстие втулки 23 имеет диаметр, равный внутреннему диаметру спирали 22, Второй конец
спирали 22 подвижно закреплен на выходном патрубке 24 бункера-накопителя 25 привариваемых болтов 17, смонтированного с помощью четырех стоек 26 на корпусе
1. В днище бункера-накопителя 25, имею-, щего форму усеченной пирамиды, поставленной основанием вверх, установлены два наклонных под углом 10-20° к нему приводных ролика 27, расстояние между поверхно0 стями которых равно диаметру болта с припуском на его свободный проход при некотором поперечном перекосе. В нижней части роликов 27 над выходным патрубком 24 выполнены симметричные профильные
5 пазы 28 для свободного прохода головки болта 17.0 сь одного из роликов 27 свзяана с помощью бесконечного ремня 29 со шкивом 30, закрепленным на верхнем конце цилиндрической спирали 22.
0На корпусе 1 смонтирован пневмомеханизм перемещения сварочной головки, состоящей из пневмоцилиндра 31 двойного хода с двумя гибкими бесконечными штоками 32, протянутыми через систему блоков 33
5 вокруг консоли 3, каретки 7, имеется сквозное отверстие в нижней стенке корпуса 1 и система натяжных блоков 34. В верхней части консоли 3 размещена шланговая пнев- мокамера 35, связанная с помощью гибкого
0 шланга 36 с источником сжатого воздуха. Пневмокамера 35 упирается боковыми стенками в поверхность двух Г-образных подпружиненных планок 37, которые предусмотрены для заклинивания штоков
5 32 между ограничительными планками 38. закрепленными на боковинах консоли 3.
На наружной поверхности каретки 7 жестко закреплена П-образная коробка 39, через открытую полость которой свободно
0 проходят гибкие штоки 32. К внутренней стенке коробки 39 прикреплена шланговая пневмокамера 40, связанная с помощью трубок 41 и коллектора 42 с гибким воздушным шлангом 43, пропущенным через
5 шланг 14.
На корпусе 1 снизу размещена подвижная каретка 44, перемещающаяся в направляющих 45 и несущая на себе профильную - линейку 46, зубья которой взаимодействуют
0 с кулачком 47, подвижно закрепленным на штанге 48, имеющей два конечных выключателя 49, входящие в состав системы управления предельным перемещением консоли 3 и каретки 7. Каретка 44 жестко крепится к
5 двум гибким штокам 32, проходящим внизу вдоль корпуса 1. Для вращения роликов 27 и спирали 22 предусмотрен привод 50. Перегородка 51, соединяющая профильные пазы 28, предназначена для ограничения продольного перемещения болтов.
Устройство работает следующим образом.
Оператор засыпает в бункер-накопитель 25 болты 17 и включает привод 50 вращения роликов 27 и спирали 22, которые начинают вращаться навстречу друг другу, захватывая тело болта 17 и ориентируя его головкой вверх. Так как расстояние между боковыми стенками бункера в его нижней части равно диаметру головки болта с припу- ском на его свободный проход при некотором поперечном перекосе, а расстояние между роликами 27 достаточно для прохода только тела болта, то при дальнейшем вращении роликов 27, размещенных, например, под углом 10-20° к днищу бункера-накопителя 25, болт 17 начинает смещаться вниз до упора в поперечную перегородку 51 и при совмещении друг с другом профильных пазов 28 роликов 27 болт 17 проваливается вниз и через отверстие в патрубке 24 попадает во внутренний канал спирали 22, вращающейся от бесконечного ремня 29, надетого на шкив 30 и связанного с осью одного из роликов 27. Болт 17, попавший внутрь спирали 22, перекашивается, упираясь в ее стенки. Направление витков спирали 22 совпадает с направлением ее вращения, поэтому болты 17 друг за другом перемещаются ч выходному отверстию втулки 23 и далее к отверстию, образованному полуобоймами 9 и 10, находящимися в этот момент разъединенными с помощью штоков 12 и хомута 11.
Так как скорость вращения роликов 27 устанавливается меньше скорости вращения спирали 22, не менее, чем в 8 раз, то болт 17 внутри спирали 22 за один оборот роликов 27 от одного совмещения пазов 28 до следующего совмещения пройдет по спирали расстояние, большее своей длины, т.е () ммг где 2 мм - шаг спирали, 8 - число оборотов спирали, 15 мм - длина болта. Поэтому заклинивания болтов в спирали не происходит.
При появлении из отверстия между полуобоймами 9, 10 торца болта 17 включают подачу сжатого воздуха в пневмокамеру 13 через шланг 14, достаточную для сближения полуобойм 9, 10.
Как только первый на выходе болт 17 упрется во внутреннюю торцовую проточку полуобоймы 10, что определяется по его неподвижности при вращающейся спирали 22, выключают привод 50 вращения роликов 27 и подают воздух в пневмокамеру 13. При этом хомут 11 со штоками 12 и полуобойма 10 прижимаются к втулке 23 на полуобойме 9, вдавливая втулку 23 в прокладку 16 до упора ее стенки в ступенчатую проточку на
внутренней поверхности профильного контура обоймы 9. При этом втулка 23 за счет зазора продольных пазов сжимается и, деформируя упругую спираль 22, плотно обжимает головку болта 17, а профильные отверстия полуобоймЭ, Юсближаясь, обжимают тело болта 17.
Затем на каретке 44 закрепляют профильную линейку 46, расстояние между зубьями которой соответствует шагу приварки болтов на поверхности детали, и вращением рукоятки 20 с отжатым храповиком 21 на необходимый угол устанавливают площадку 8 в необходимое для сварки положение.
На пульте управления устанавливают необходимый режим сварки и включают подачу воздуха в пневмоцилиндр 31. Затем подают воздух в пневмокамеру 40 (если изделие имеет горизонтальную поверхность) или пневмокамеру 35 (если изделие имеет вертикальную поверхность), в результате чего происходит соединение гибких штоков 32 с корпусом каретки 7 или консоли 3 и начинается их рабочее движение Электрическая дуга зажигается при подходе болта 17 к поверхности детали автоматически при упоре торца болта в поверхность детали и последующем его прерывистом отрыве. После прогрева или оплавления торца болта 17 электрическая дуга автоматически отключается и происходит осадка и приваривание стержня болта 17 при перемещении полуобойм 9, 10 до упора в поверхность детали. Затем сжатый воздух из пневмокамеры 13 выпускают и полуобойма 10 отходит в крайнее положение. При этом гибкая прокладка 16 расширяется и выводит втулку 23 за край ступенчатой проточки полуобоймы 9, а стенки корпуса втулки 23 под действием силы упругости спирали 22 возвращаются в исходное состояние и освобождают головку болта 17. Реверсированием движения гибких штоков 32 выводят раздвинутые полуобоймы 9, 10 из приваренного болта 17.
Перемещение сварочной головки на новую позицию производится путем подсоединения к движущимся гибким штокам 32 консоли 3 или каретки 7. Зубья линейки 46, закрепленной на каретке 44, взаимодействуют с кулачком 47 на штанге 48 и далее с конечным выключателем 49, связанным с системой управления подачей воздуха в пневмоцилиндр 31, пневмокамеры 35 и 40.
Устройство для приварки болтов позволяет исключить разворот и заклинивание болтов при их подаче в сварочную головку, что позволяет повысить надежность работы устройства и его производительность.
Формула изобретения
1. Устройство для приварки болтов, содержащее корпус, сварочную головку с цанговым зажимом, выполненным в виде разрезной втулки, бункер-накопитель, шланговый механизм ориентированной подачи деталей в сварочную головку, выполненный в виде гибкой цилиндрической спирали, закрепленной на сварочной головке и бункере-накопителе с возможностью вращения, размещенный на бункере привод вращения гибкой цилиндрической спирали, а также пневмомеханизм перемещений сварочной головки, отличающе еся тем, что, с целью повышения надежности работы, бункер-накопитель снабжен двумя вращающимися роликами, оси которых размещены под углом к днищу бункера, а гибкая цилиндрическая спираль закреплена соосно цанговому зажиму и установлена
своим концом в разрезной втулке, при этом на концах роликов, расположенных ближе к днищу, выполнены симметричные профильные пазы, а ось одного из роликов кинема- тически связана с закрепленным в бункере концом гибкой цилиндрической спирали при отношении скорости вращения спирали к скорости вращения ролика не менее 8.
2. Устройство по п. 1, о т л и чающееся тем, что, с целью повышения производительности, механизм цангового зажима снабжен двумя полуобоймами с профильными внутренними поверхностями,
одна из которых выполнена с упругой прокладкой, размещенной на ее внутренней поверхности, а другая кинематически связана с пневмомеханизмом перемещения сварочной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРУБКИ, КЛЕПКИ, ТРАМБОВКИ | 2009 |
|
RU2412783C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| Устройство для сварки | 1977 |
|
SU745629A1 |
| Установка для приварки шипов | 1973 |
|
SU538850A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Устройство для приварки шипов | 1978 |
|
SU701748A2 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
Изобретение относится к сварочным устройствам, предназначенным для электродуговой приварки цилиндрических деталей к поверхностям изделий для удержания термостойкой изоляции на корпусах оборудования, работающего при высоких температурах. Цель изобретения - повышение надежности работы и производительности. В корпусе на консоли размещена сварочная головка, состоящая из каретки, поворотной площадки, направляющей и полуобойм с механизмом цангового зажима детали, соединенного гибкой спиралью с бункером-накопителем. Спираль, вращаясь от привода, подает болты в сварочную головку. Бункер-накопитель оснащен роликами, подающими при своем вращении от привода болты из бункера-накопителя в спираль через выполняемый в роликах профильный паз. Пневмомеханизм перемещения сварочной головки, состоящий из пневмоцилиндра, штока, двух роликов и двух пневмокамер управления, кинематически связан с полуобоймами сварочной головки. Ролики бункера-накопителя кинематически связаны со спиралью при отношении скорости вращения спирали к скорости вращения роликов, равном не менее. Деталь из спирали попадает в полуобоймы до упора в их выступы, отключается привод , пневматика закрепляет деталь в обоймах и сварка выполняется за счет перемещения каретки 7 сварочной головки пневмомеханизмом. Устройство исключает разворот и заклинивание болтов при подаче через спираль в сварочную головку. 1 з.п.ф-лы, 6 ил.
17
12
Риг.2
Фиг.З
27
32 J
32
в-в
22
W 39 W
6 д2
Фц&Ь
Вид Г
Фиг. 5
йидй
Фиг. 6
| Патент США № 3540622,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент ФРГ № 1952466, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
