В известных конструкциях машин, содержащих правильные ролики и предназначенных для правки металлических листов переменного сечения, обычно применяются гитары (переборы) с значительным количеством сменных шестерен. Настройка этих машин для правки листа определенного сортамента связана с затратой значительного времени. Описываемая машина лишена этих недостатков. Отличительная ее особенность заключается в примеиении тахометрического следящего привода. Последний служит для автоматического изменения положения верхних роликов машины относительно нижних по мере передвижения листа между ними.
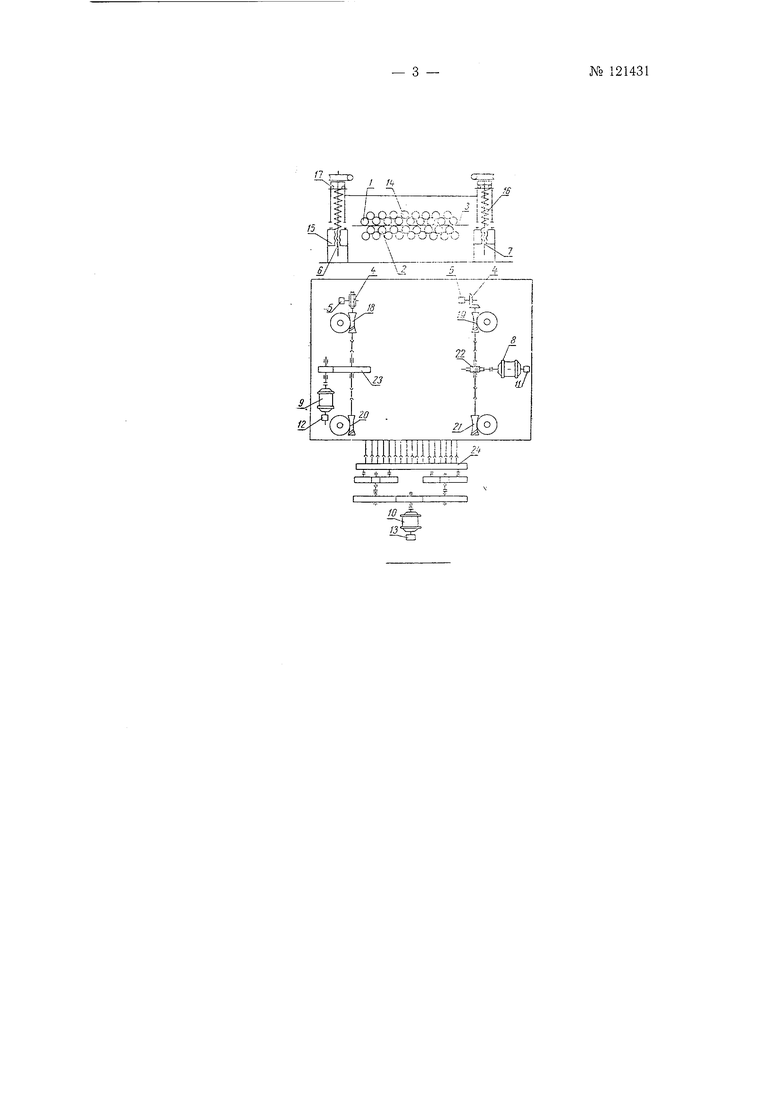
На чертеже 1схематически изображен вид машины в двух проекциях.
Для осуществления изменения расстояиия между осями верхиих и нижних правильных роликов 1 w. 2 в процессе правки листа 3 применена специальиая электрическая схема. Каждый механизм нажима, через редуктор 4 с коническими шестернями, соединен со своим командоаппаратом 5. Эти командоаппараты служат для автоматической установки правильных роликов / перед правкой каладого листа в необходимое положение в зависимости от толщины и уклона листа 3.
Настройка каждого командоапиарата 5 для правки нужного профиля листа производится от специальиой регзлируемой муфты сцепления с червячным механизмом.
Скорости перемещения входных винтов 6 и выходных винтов 7 верхней станины синхронизируются со скоростью подачи листа, т. е. скорость вращения двигателей 8 и 9 двух пар нажимных винтов б и 7 синхронизируются со скоростью вращения двигателя JO главного привода.
Эту синхронизацию осуществляют с помощью тахометрической следящей системы, тахомашины //, 2 и 13 которой установлены на всех трех двигателях.
На схемах, приведенных на фиг. 1 и 2, нриняты далее следующие обозначения: 14 - онорные ролики, 15 - гайки, 16 - пружина, 17 - подшипник упорный, 18, 19, 20 W. 21 - глобоидальный редуктор 22 - червячный редуктор, 23 - редуктор с цилиндрическими шестернями и 24 - шестеренная клеть.
Требуемая скорость перемещения для винтов 5 и 7 осуществляется путем изменения соотношения напряжения и производится с пульта управления поворотом соответствующего регулятора. Питание каждого двигателя этих винтов происходит от отдельного генератора. Специально отградуированные таховольтметры указывают фактическую скорость. Перед входом в машину и на выходе устанавливаются флажковые выключатели, дающие импульс на начало работы следящей системы и на возврат станины в исходное положение.
Работа машины протекает в следующей последовательности. На пульте управления машины необходимо иметь график скоростей подъема винтов (станины) входной части машины, выходной части мащины и график исходной установки станины.
Оператор в зависимости от клиновидности листа, толщины его входного конца и длины листа устанавливает в соответствии с графиком регуляторы скоростей и командоаппарата для автоматической, установки верхней станины.
Во время правки правильные ролики вращаются непрерывно. Листы нормально задаются в машину тонким концом (можно настроить машину для случая подачи листа толстым концом вперед).
Перед входом в машину лист отклоняет флажковый выключатель, который через реле времени дает импульс на включение двигателей механизмов перемещения входной и выходной стороны верхней станины. Установленные скорости перемещения входной и выходной части верхней станины обеспечивают необходимое изменение раствора правильных роликов в процессе прохождения листа. Остановка перемещения станины и возврат в исходное положение происходит от флажкового выключателя, установленного на выходе из машины.
Возврат станины в исходное положение происходит автоматически на максимальной скорости с переходом на ползучую скорость перед остановкой, что обеспечивает точность остановки. При подаче в мащину следующего листа все движения повторяются.
Предмет изобретения
Мащина для правки металлических листов переменного сечения, о гличающаяся тем, что, с целью обеспечения правки листов различного сортамента и быстрой настройки при изменении сортамента, применен тахометрический следящий привод, изменяющий автоматически положение верхних роликов относительно нижних по мере перемещения листа в роликах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для расслаивания слипшихся при прокатке пакетов листов | 1955 |
|
SU104818A1 |
| Способ скрепления упаковочных лент при упаковке листов в пачки | 1958 |
|
SU116356A1 |
| Холодильник сортовых прокатных станов с изменяемым шагом перекладки проката по зубчатым рейкам | 1960 |
|
SU141468A1 |
| Устройство для измерения скорости перемещения проката | 1989 |
|
SU1745442A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Привод барабанных летучих ножниц | 1973 |
|
SU524687A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |