I
Изобретение относится к металлообрабатывающей промьшшенности и предназначено для настройки сборных фрез с цилиндрическими вставками, оснащенными сверхтвердыми материалами (СТМ)
Цель изобретения - упрощение и повышение точности настройки ножей за счет одновременной регулировки ножей в осевом и радиальном.направлениях.
Регулировка ножей S радиальном направлении осуществляется за счет их разворота вокруг своей оси,, а контроль производится по контрольным точкам режущих кромок, в качестве которых используют вершину ножа и точку, находящуюся на рабочем участке режущей кромки и отстоящую от вершины на величину половины заданной глубины резания. Использование последней точки в качестве контрольной позволяет уменьшить колебания площади -сечения срезаемого слоя удаляемого отдельными ножами, и в силу этого уменьшить колебания силы резания. Это в свою очередь уменьшает вибрации при работе фрезы.
Повышение работоспособности фрез (повьш1ение их стойкости и надежности уменьшение вибраций при работе) объясняется также тем, что при минимальной величине радиального и торцового биений ножи фрезы в реальных , условиях имеют различный разворот вокруг своей оси (в .силу неизбежных ошибок при изготовлении корпуса фрезы и заточке ножей). Поэтому силы, действующие на каждый нож, отличаются не только по величине, но и по направлению. Такие фрезы работают более устойчиво, чем обычные. Причем для использования данного способа нет необходимости снабжать фрезы специальными устройствами для радиального смещения ножей. Это существенно упрощает конструкцию инструмента и обеспечивает большую жесткость крепления ножей.
Регулировка радиального биения ножей путем разворота их вокруг своей оси возможна, так как практически никогда вершина ножа не находится на оси. Поэтому при развороте ножа вокруг своей оси положение рабочей части режущей кромки (и вершины в том числе) меняется в зависимости от направления разворота. При настройке ножей по данному способу не требуется высокой точности их заточки. Вполне достаточными
14330 , 2
допусками на линейные размеры режущей части ножей являются i: 0,1... i 0,2 мм, на угловые (для углов в плане) ±2 ... ± 3 .
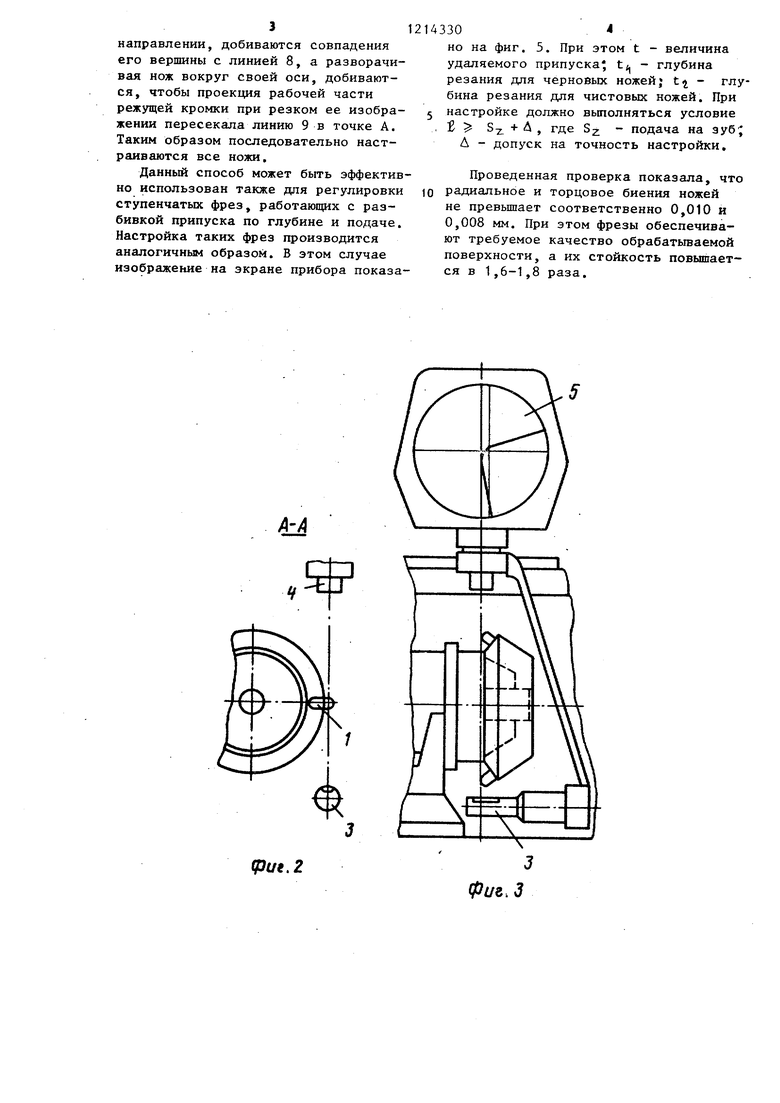
, На фиг. 1 изображена схема установки фрезы на приспособлении; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант установки фрезы на приспособлении; на фиг. 4 JQ изображение на экране прибора при настройке обычных (не ступенчатых) фрез| на фиг. 5 - то же, при настройке ступенчатых фрез (с разбивкой припуска по глубине и подаче).
15 Способ осуществляется следующим образом.
После предварительной сборки фрезы с грубой настройкой ножей в осевом направлении она устанавливает20 ся на оптическом приспособлении
в одном из положений, которое более удобно для настройки (фиг. 1 или 3). При этом настраиваемый зуб 1 фрезы 2 должен находиться между источ25 НИКОМ 3 света и объективом 4, После включения источника света на экране 5 высвечивается проекция настраиваемого зуба 6 с главной режущей кромкой 7. На экран приспособления
, уста.навливается калька с нанесенными; на ней двумя параллельными линиями так, чтобы одна из линий (линия 8) совпала с вертикальной линией перекрестья экрана. Расстояние между линиями 8 и 9 на экране с учетом увеличения прибора должно соответствовать половине заданной глубины резания. Фреза прокручивается на оправке и при этом выбирается НОЖ; занимающий одно из крайних положений (наиболее РШИ наименее вы- Iдвинутый, в зависимости от удобства настройки). Этот нож принимается за базовьш. Относительно него будет производиться настройка остальных
5 ножей. За счет доворота фрезы вокруг своей оси добиваются получения резкого изображения проекции ножа (или его рабочего участка) на экране. Совмещается линия 8 (фиг. 4) с вершиной
0 базового ножа. На линии 9 в точке ее пересечения с проекцией рабочей части режущей кромки наносится точка .„ При настройке следуквдих ножей фреза поворачивается на величину уг5 левого шага и вновь выбирается ее положение, соответствующее наиболее резкому изображению режущей кромки ножа на экране. Смещая нож в осевом
5
направлении, добиваются совпадения его вершины с линией 8, а разворачивая нож вокруг своей оси, добиваются, чтобы проекция рабочей части режущей кромки при резком ее изображении пересекала линию 9 в точке А. Таким образом последовательно настраиваются все ножи.
Данный способ может быть эффектив но использован также для регулировки ступенчатых фрез, работающих с разбивкой припуска по глубине и подаче. Настройка таких фрез производится аналогичньо4 образом. В этом случае изображение на экране прибора показа214330
но на фиг. 5. При этом t - величина удаляемого припуска t, - глубина резания для черновых ножей; t - глубина резания для чистовых ножей. При 5 настройке должно выполняться условие , ST: где Sz - подача на зуб; Д - допуск на точность настройки.
Проведенная проверка показала, что 10 радиальное и торцовое биения ножей не превьшает соответственно 0,010 и 0,008 мм. При этом фрезы обеспечивают требуемое качество обрабатываемой поверхности, а их стойкость повышается в 1 ,6-1,8 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |


А А
Ф
рие.2
фиъ.З
фие,1/
Редактор М.Петрова
pus,§
Составитель В.Алексеенко
Техред О.Неце Корректор А.Тяско
Заказ 826/17Тираж 1000 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, МоскваJ, Ж-ЗЗ, Раушская каб., д. 4/5
Филиал ППП Патент, г„Ужгород, ул„Проектная, 4
| Лещинер Я.А | |||
| и др | |||
| Лезвийные инструменты из сверхтвердых материалов | |||
| Киев: Техника, 1981, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
