Изобретение относится к металлургии, 3 частности к конструкциям индукционных плавильных печей для плавки черных и цветньпс металлов.
Целью изобретения является з вели- чение эксплуатационной стойкости печи.
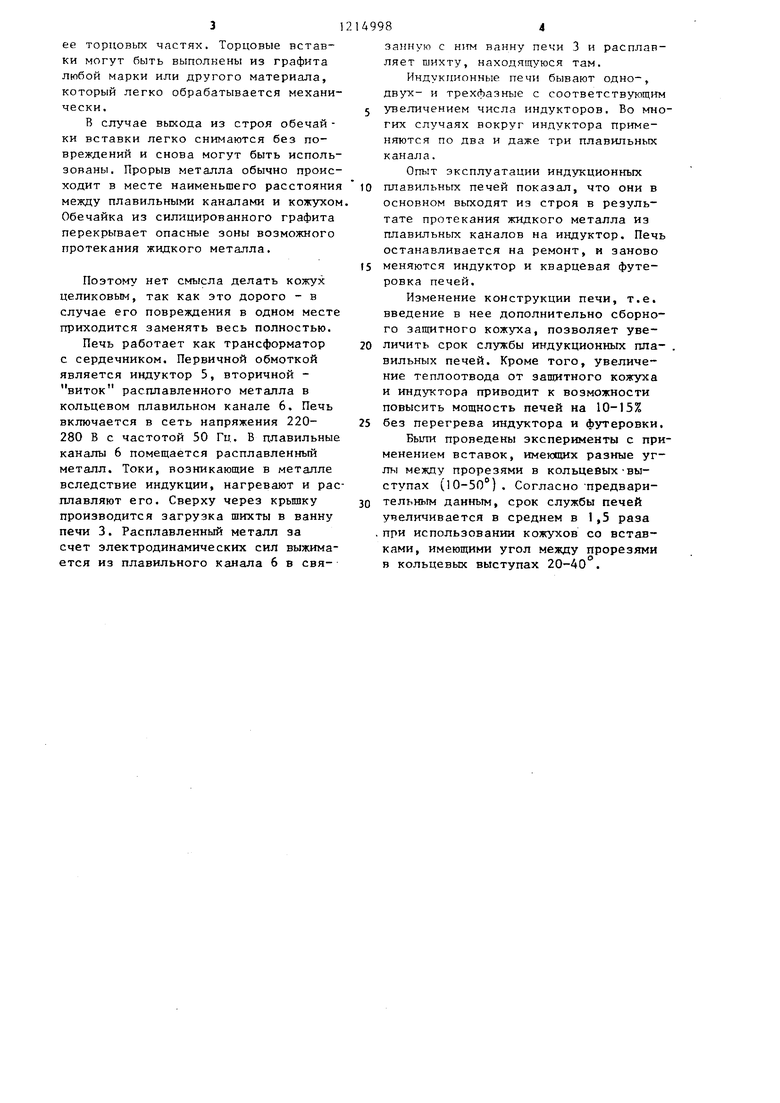
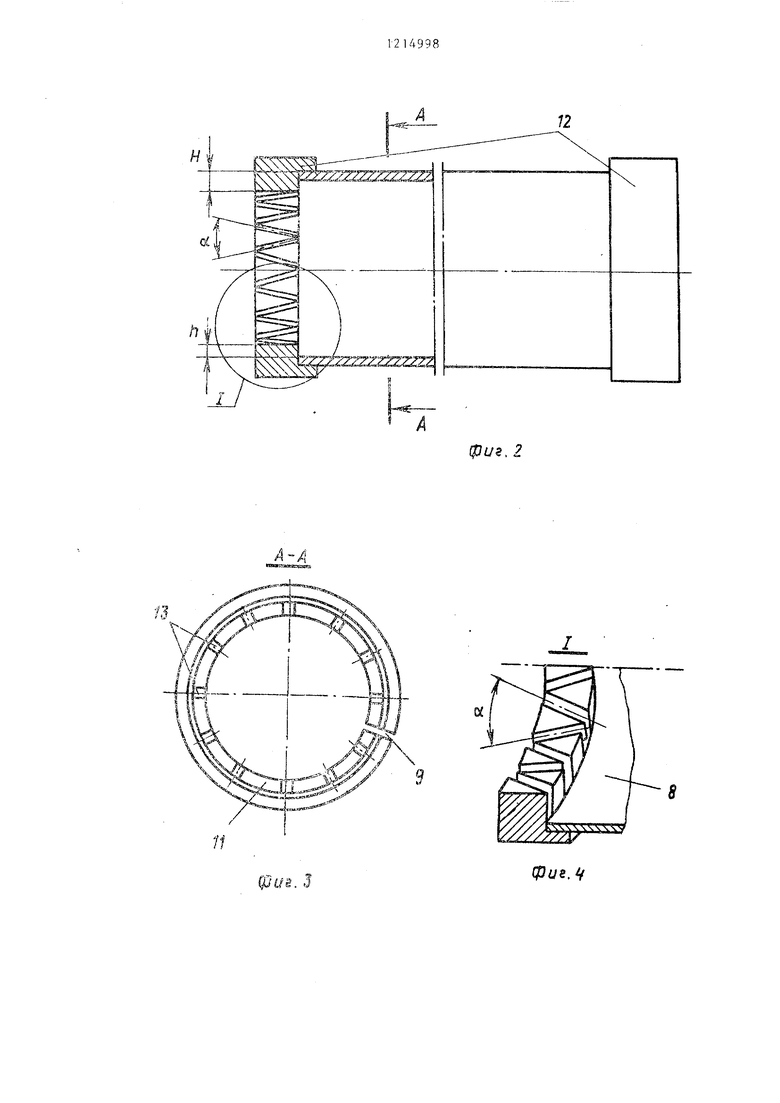
На фиг.1 представлена печь, вид спереди; на фиг,2 - кожух с показок расположения прорезей (индуктор на фиг, 2 для удобства не показан) ;, на фиг.З - разрез А-А на флг„2; на фиг,4 узел 1 на фиг«2; на фиг,5 - згшиси- кость срока службы печи .от величины угла мел,цу попарно сходяиижися прорезями.
Индукпионная плавильная печь соетоит из металлического корпуса 1 ,, снабженного футеровкой 2, которая образует ванну печи 3 для плавления шихтьь Под ванной печи 3 в отверстиях, образованных кварцевой набивной массой 4, размещен индуктор 5, Вокруг индуктора 5 в футеровке и eloтcя плавильные каналы 6. На индукторе 5 сверху установлен этернитовый цилиндр 7, Между кварцевой набивной массой 4 р этернитовым цилиндром 7 расположен сборный защитный кожух 8 со сквозным разрезом 9. Сквозной разрез 9 имеют силицированная обечайка и цилиндрические вставки в ней.
Равномерный зазор 10 мея;ду внутренней поверхностью кожуха 8 и внешней поверхностью этернитового цилиндра 7 образован за счет в -тутрен- него кольцевого выступа 11 вставки S2, имеющего прорези 13. расположенные попарно сходящимися с уг-- лом между ними 20-40. Вентилятор 14 служит для охлаждения индуктора 5 и защитного кожуха 8,
В основном индукционные плавильные печи выходят из строя в результате протекания жидкого металла из плавильных каналов на индуктор.
Изменение в конструкции печи, т.е. введение в нее сборного защитного из силицированного графита, снабженного вставками, в коль- цевьЕХ выступах которых имеются воз- духонаправляющие прорези, позволяет увеличить срок плавильных печей«
Кожух устанавливается ме;вду кварцевой набивной футерозкой и этернитовым цил1 ндром. В зазорэ образованный внутренней поверхностью кожуха я
С
5
0
5
внешней поверхностью этернитового цршиндра, подается охлаждающий воздух из вентилятора.
Глубина прорезей меньше высоты Н кольцевых выступов на величину тол- щиг-Пз h стенки силицированной обечайки, которая соединяется с разрезкой цилиндрической вставкой. Поэтому после того, как соединится обечайка с вставками, т.е. после сборки защитного кожуха, глубина прорезей становится равной высоте зазора 10 между диаметром внутренней поверхности кожуха (обечайки) и диаметром внешней потзерхности этернитового ци- лкидра.
Материал кожуха высокотемперату- ростоек и обладает большой теплопроводностью (в 10 раз большей, чем у легированной стали). Это способствует интенсивному отводу тепла от того места на кожутсе, где произошел прорыв жидкого металла, при условии хорошего обдува нагретой поверхности.
Воздухонаправляющие прорези играют больигую роль в охлаждении кожуха и цилиндра, так как они, будучи расположенньЕ-ги под углом, придают вращательно-вихревое движение струям подаваемого вентилятором воздуха, т.е. ламинарный поток переходит в турбулентный.
Как известно, при вихревом движении увеличивается кинетическая энергия частиц воздуха, а следовательно, и конвективный перенос тепла от нагретой поверхности.
Если при ламинарном движении с охлаждаемой поверхностью контактирует в основном близлежащая часть воздушного потока, то при завихренном движении потока значительно большая ег О часть соприкасается с нагретой поверхностью, а теплоотвод с порерх- ностк увеличивается.
Кроме ТОГО; выполнение прорезей попарно сходящимися позволяет в самом начале выхода струй в зону охлаждения: добиться интенсивного завихрения воздушного потока.
Приг-;енение прорезей позволяет в I,5-2,0 раза увеличить теплоотвод с индуктора к защитного кожуха, что дает возможность повысить мощность .печи на 10-15% без перегрева индуктора и футеровки.
За1цитньш выполнен сборным КЗ обечайки и вставок, помещенных в
31
ее торцовых частях. Торцовые вставки могут быть выполнены из графита любой марки или другого материала, который легко обрабатывается механически,
В случае выхода из строя обечай - ки вставки легко снимаются без повреждений и снова могут быть использованы. Прорыв металла обычно происходит в месте наименьшего расстояния между плавильными каналами и кожухом Обечайка из силицированного графита перекрывает опасные зоны возможного протекания жидкого металла.
Поэтому нет смысла делать кожух целиковым, так как это дорого - в случае его повреждения в одном месте приходится заменять весь полностью.
Печь работает как трансформатор с сердечником. Первичной обмоткой является индуктор 5, вторичной - виток расплавленного металла в кольцевом плавильном канале 6. Печь включается в сеть напряжения 220- 280 В с частотой 50 Гц. В плавильные каналы 6 помещается расплавленный металл. Токи, возникающие в металле вследствие индукции, нагревают и расплавляют его. Сверху через крышку производится загрузка шихты в ванну печи 3. Расплавленный металл за счет электродинамических сил выжимается из плавильного канала 6 в свя84
заиную с Н1ТМ ванну печи 3 и расплавляет шихту, находящуюся там.
Индукционные печи бывают одно-, двух- и трехфазнъ1е с соответствующим увеличением числа индукторов. Во многих случаях вокруг индуктора применяются по два и даже три плавильньгх канала.
Опыт эксплуатации индукционных
плавильных печей показал, что они в основном выходят из строя в результате протекания жидкого металла из плавильньгх каналов на индуктор. Печь останавливается на ремонт, и заново
меняются индуктор и кварцевая футеровка печей.
Изменение конструкции печи, т.е. введение в нее дополнительно сборного защитного кожуха, позволяет увеличить срок службы индукционных плавильных печей. Кроме того, увеличение теплоотвода от защитного кожуха и индуктора приводит к возможности повысить мощность печей на 10-15%
без перегрева индуктора и футеровки.
Были проведены эксперименты с применением вставок, имеющих разные углы меящу прорезями в кольцевых-выступах (10-50°). Согласно предварительным даиным, срок службы печей
увеличивается в среднем в 1,5 раза при использовании кожухов со вставками, имеющими угол между прорезями в кольцевых выступах 20-40 .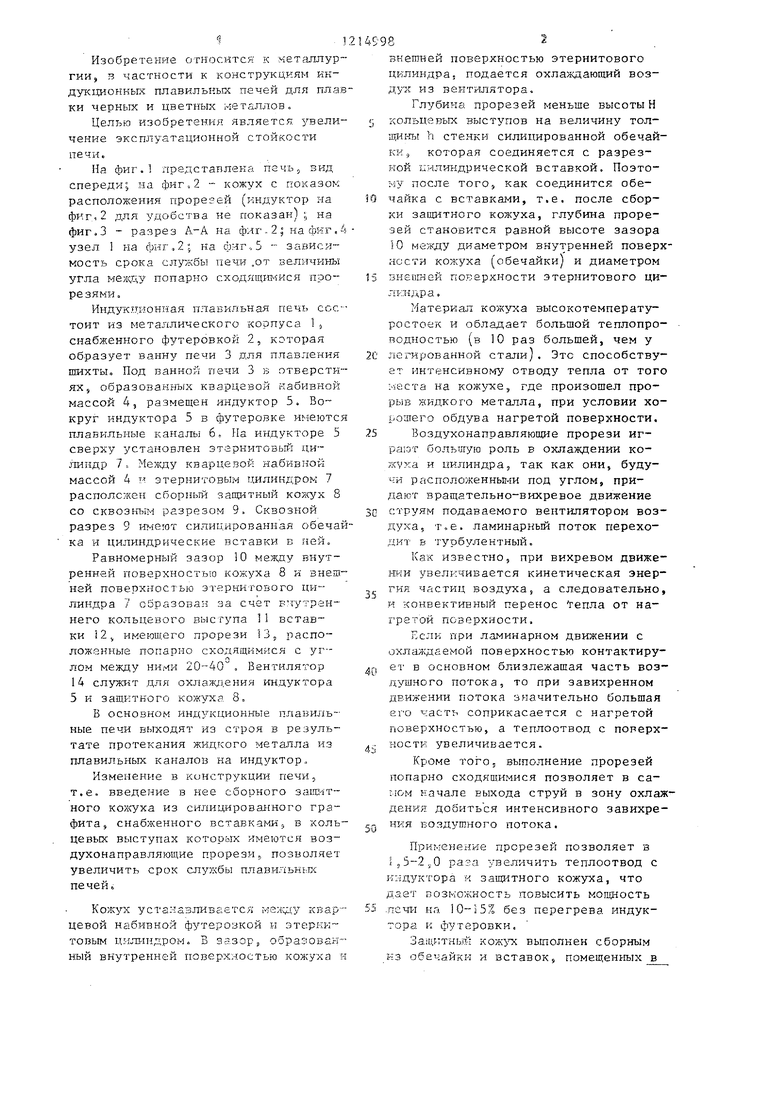
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| Подовый камень индукционной печи | 1981 |
|
SU1002787A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ РЕДКИХ И РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ, СПЛАВОВ И ЛИГАТУР НА ИХ ОСНОВЕ | 1997 |
|
RU2113520C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| ФУТЕРОВКА ИНДУКЦИОННОЙ ЕДИНИЦЫ ПЕЧИ ДЛЯ ПЛАВКИ ЦИНКА | 1993 |
|
RU2080535C1 |
| Индукционная плавильная печь | 1985 |
|
SU1328653A1 |

Ч
Cpus. Ц
6
5
I -I
I 3
C;
i
r
I
10
Фиг. 5
Составитель М Внлкова Редактор Н.Швьщкая Техред М.Гергель Корректор М.Пожо
Заказ 900/51 Тираж 561Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ШШ Патент 5 г. Ужгород, ул. Проектная, 4
УВОЛ прорезями дсто8ок(град1/с)
| Вайнберг A.M | |||
| Индукционные плавильные печи | |||
| М.: Госэнергоиздат, 1960, с | |||
| Способ отопления гретым воздухом | 1922 |
|
SU340A1 |
| -Патент США 3222446, кл | |||
| Насос | 1917 |
|
SU13A1 |
