Изобретение относится к технологии производства радиоаппаратуры и может быть использовано для лужения контактных площадок печатаных плат, в частности многослойных, у которых контактные площадки расположены в углублениях на различных слоях.
Цель изобретения - повыше- . ние качества паяного соединения за счет обеспечения отвода газов в процессе нанесения припоя.
На фиг, 1 показана печатная плата, подготовленная; к лужению, разрез; на фиг. 2 - то же, в момент нагрева припоя перед пайкой} на фиг 3 то же5 в момент пайки.
Способ осуществляют следующим образом.
Токопроводящие пЪверхности многослойной печатной платы, в частности открытые контактные площадки I (фиг. l), покрывают жидким флюсом, содержащим 70% канифоли И ( 30% спи{) та. Затем изготавливают слои заготовки защитной маски: 2 слоя из кабельной и 2-3 слоя из фильтровой бумаги, используя для этого известные устройства для перфорации отверстий.
Из сплава припоя методом горячей штамповки или прокаткой изготавливают тонкую листовую заготовку по размеру печатной платы толщиной меньшей глубины колодца, образованного углублением в плате и отверстиями в слоях защитной маски, при наложении их на плату, и имеющего наименьшую глубину. В частности, при глубине наименьшего колодца равной 0,3 мм, толщине двух слоев кабельной бумаги по 0,3 мм и двух слоев фильтровой бумаги, толщиной по 0,2 мм вся глубина наименьшего колодца составляет 1,3м и листовую заготовку припоя выполняют толщиной 0,3 мм с таким расчетом, чтобы упавшая в колодец капля припоя после растекания на контактной площадке не выступала над поверхностью облуженной платы.
Для изготовления тонкого листа припоя используют матрицу в виде пииты, содержащей буртик по периметру, охватывающий площадь плиты, равную габаритным размерам заготовки. Высота буртика равна толщине листовой заготовки припоя. Для получения готовой заготовки различной то пцикы
92
изготавливают набор плит с высотой буртика 0,2; 0,3; 0,4 мм и т.д.
На одну из сторон готовой пластин- ки из припоя, противоположную прилегающей к плате, наносят слой жидкого спиртоканифольного флюса и просушивают.
Подготовку к лужению многослойной печатной платы производят в
следующем порядке.
Плату 2 (фиг. 1) устанавливают на нижнюю плиту 3 приспособления для прессования (склеивания), содержащее верхнюю и нижнюю плиты,
одна из которых снабжена направляющими штифтами, а другая - отверстиями для этих штифтов.
На поверхность платы, содержащую колодцы 4 с контактными площадками, накладывают защитную маску в следующем порядке: заготовку из кабельной бумаги 5, 2-5 заго- товок из фильтровой бумаги 6, заготовку из кабельной бумаги 7, на
которую наютадывают слой твердого припоя 8, и накрывают верхней плитой 9 приспособления, выполненной из нержавеющей стали.
Собранное приспособление устанавливают под плиты гидравлического пресса и сжимают с усилием Р 0,3-0,5 кгс/см (фиг. 2), а затем верхнюю плиту приспособления нагревают.
При нагревании под действием
прижимающего усилия размягченный
слой припоя деформируется и вдавли- вается в колодцы 4, образуя выпуклости 10.
При нагреве слоя припоя до 170 С
контактные площадки нагреваются и
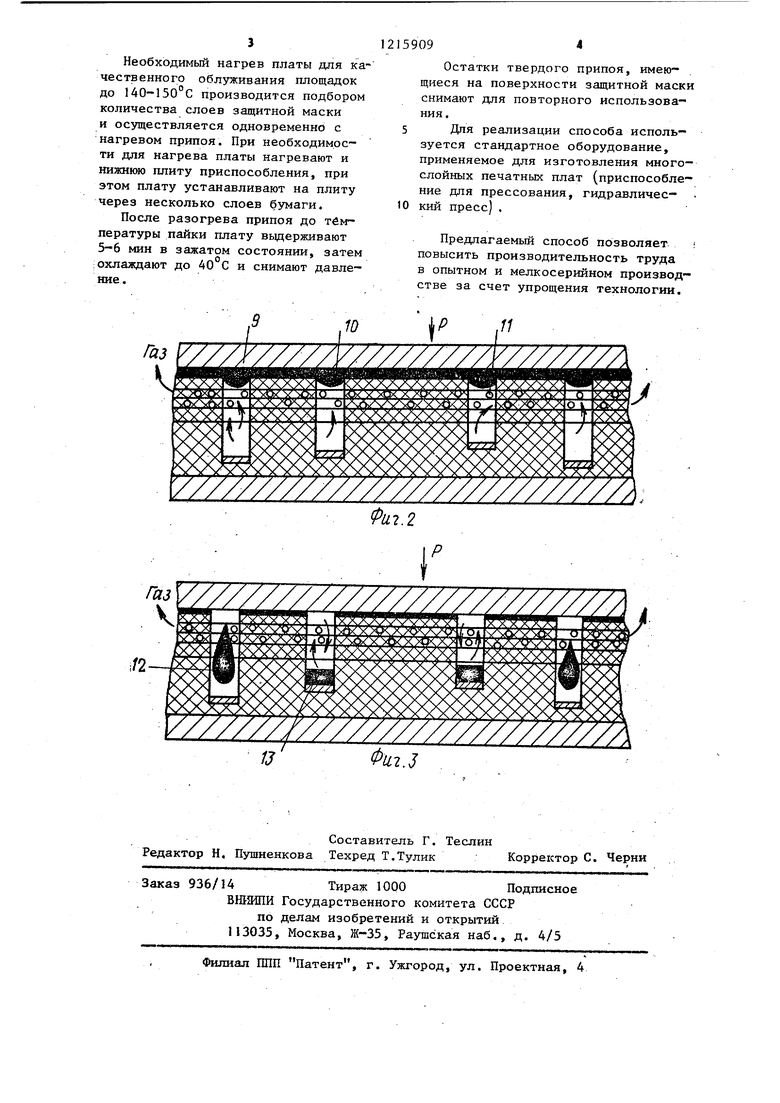
проявляется активность флюса: флюсовые газы выходят через поры 11 защитной маски наружу и при дальнейшем нагревании капли припоя 12 под действием собственного веса, в результате их обжатия по периметру отверстий защитной маски и оттапки- вакядего действия флюсовых газов, возникающих между слоем припоя и
плитой приспособления, отрываются и падают на контактную площадку, образуя на ней слой припоя 13. При. этом,движение газов способствует лучшему растеканию припоя
на контактной площадке. Кроме того, для улучшения растекания припоя по нижней плкте приспособления производят простукивание.
Необходимый нагрев платы для качественного облуживания площадок до 140-150°С производится подбором количества слоев защитной маски и осуществляется одновременно с нагревом припоя. При необходимости для нагрева платы нагревают и нижнюю плиту приспособления, при этом плату устанавливают на плиту через несколько слоев бумаги.
После разогрева припоя до температуры пайки плату вьщерживают 5-6 мин в зажатом состоянии, затем ; охлаждают до 40 С и снимают давление.
215909
Остатки твердого припоя, имеющиеся на поверхности защитной маски снимают для повторного использования.
5 Для реализации способа используется стандартное оборудование, применяемое для изготовления многослойных печатных плат (приспособление для прессования, гидравличес10 кий пресс).
Предлагаемый способ позволяет повысить производительность труда в опытном и мелкосерийном производстве за счет упрощения технологии.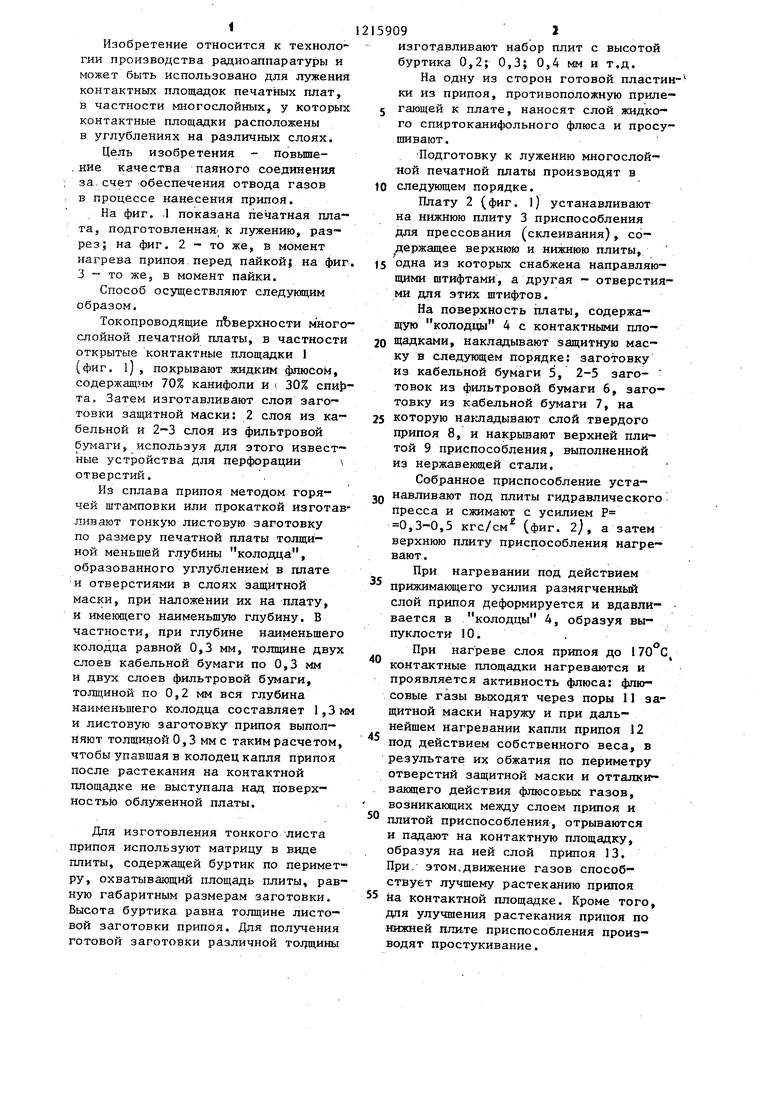
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ группового нанесения припоя на токопроводящие поверхности печатных плат | 1985 |
|
SU1258636A2 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ НАГРЕВОСТОЙКИХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 2019 |
|
RU2726182C1 |
| Способ лужения проводов печатных плат | 1988 |
|
SU1512728A1 |
| Способ лужения проводов печатных плат | 1984 |
|
SU1201077A1 |
| Способ лужения контактных площадок печатных плат | 1977 |
|
SU683867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ДЛЯ СВЕТОДИОДОВ | 2011 |
|
RU2477029C2 |
| Флюс для пайки и лужения медной проволоки | 2020 |
|
RU2741607C1 |
| ПЕЧАТНАЯ ПЛАТА ДЛЯ ПАЙКИ СТОЛБИКАМИ ПРИПОЯ | 2000 |
|
RU2199840C2 |

й.2
У//////////////////////////Л
и ФИ2.
Составитель Г. Теслин Редактор Н. Пушиенкова Техред Т.Тулик Корректоре. Черни
Заказ 936/14 Тираж 1000Подписное
ВНКИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
| Аренков А.Б | |||
| Печатные и пленочные элементы радиоэлектронной алт паратуры | |||
| Л.: Энергия, 1971, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Патент США № 4354629, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
