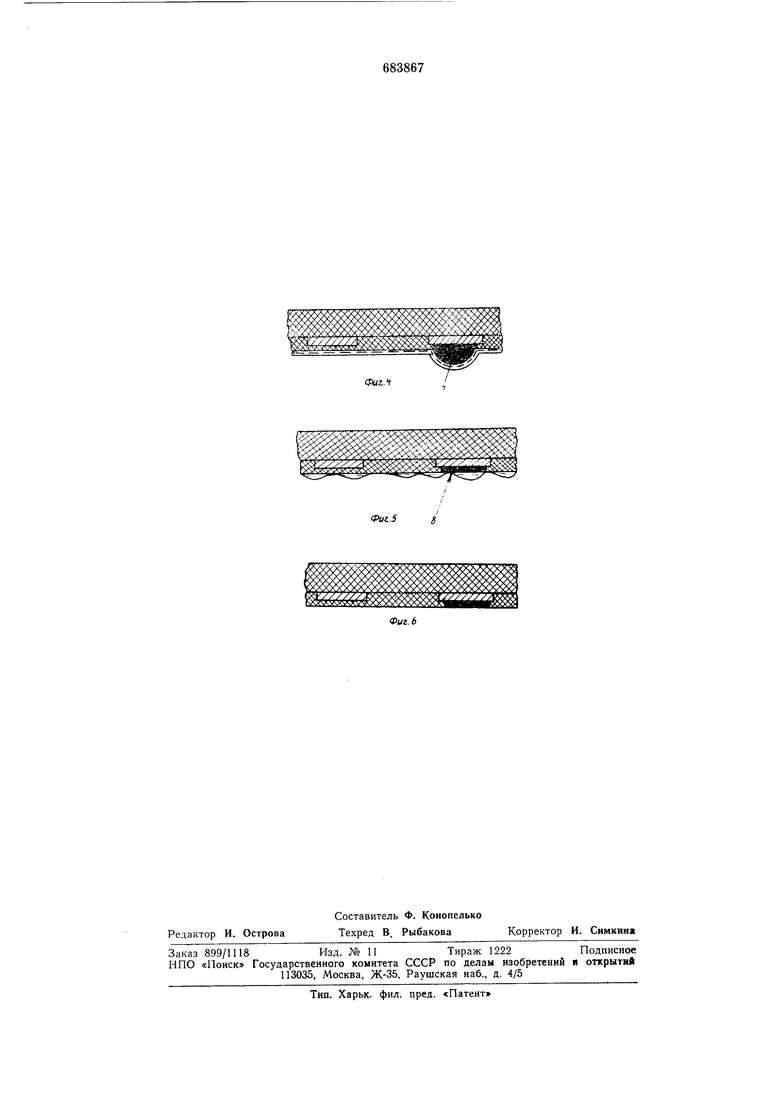
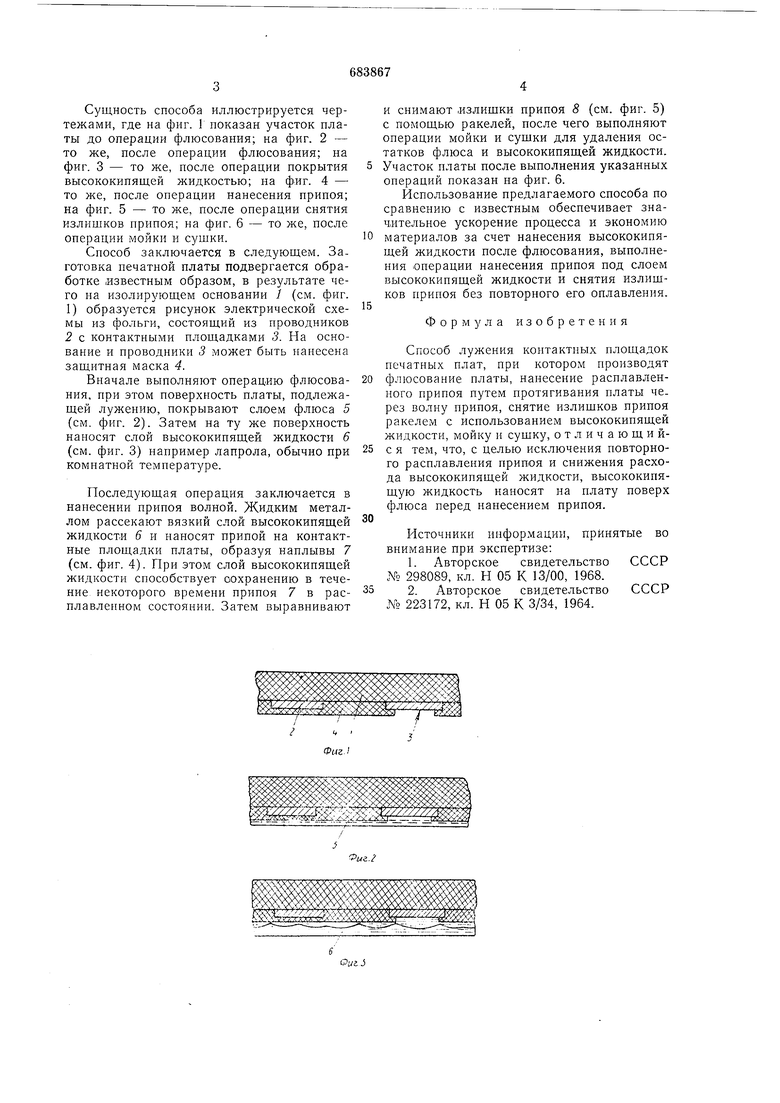
Сущность способа иллюстрируется чертежами, где на фнг. Г показан участок платы до операции флюсования; на фиг. 2 - то же, после операции флюсования; на фиг. 3 - то же, после операции покрытия высококипящей жидкостью; на фиг. 4 - то же, после операции нанесения припоя; на фиг. 5 - то же, после операции снятия излишков припоя; на фиг. 6 - то же, после операции мойки и сушки.
Способ заключается в следующем. Заготовка печатной платы подвергается обработке известным образом, в результате чего на изолирующем основании / (см. фиг. 1) образуется рисунок электрической схемы из фольги, состоящий из проводников 2 с контактными площадками 3. На основание и проводники 3 может быть нанесена защитная маска 4.
Вначале выполняют операцию флюсования, при этом поверхность платы, подлежащей лужению, покрывают слоем флюса 5 (см. фиг. 2). Затем на ту же поверхность наносят слой высококипящей жидкости 6 (см. фиг. 3) например лапрола, обычно при комнатной температуре.
Последующая операция заключается в нанесении припоя волной. Жидким металлом рассекают вязкий слой высококипящей жидкости 6 и наносят припой на контактные площадки платы, образуя наплывы 7 (см. фиг. 4). При этом слой высококипящей жидкости способствует сохранению в течение некоторого времени припоя 7 в расплавленном состоянии. Затем выравнивают
и снимают излищки припоя 8 (см. фиг. 5) с помощью ракелей, после чего выполняют операции мойки и сущки для удаления остатков флюса и высококипящей жидкости. Участок платы после выполнения указанных операций показан на фиг. 6.
Использование предлагаемого способа по сравнению с известным обеспечивает значительное ускорение процесса и экономию материалов за счет нанесения высококипящей жидкости после флюсования, выполнения операции нанесения припоя под слоем высококипящей жидкости и снятия излишков припоя без повторного его оплавления.
Формула изобретения
Способ лужения контактных площадок печатных плат, при котором производят флюсование платы, нанесение расплавленного припоя путем протягивания платы через волну припоя, снятие излишков припоя ракелем с использованием высококипящей жидкости, мойку и сушку, отличающийс я тем, что, с целью исключения повторного расплавления припоя и снижения расхода высококипящей жидкости, высококипящую жидкость наносят на плату поверх флюса перед нанесением припоя.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 298089, кл. П 05 К 13/00, 1968.
2.Авторское свидетельство СССР № 223172, кл. Н 05 К 3/34, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения печатных плат | 1981 |
|
SU959943A1 |
| Устройство для лужения | 1981 |
|
SU967703A1 |
| Устройство для лужения печатных плат | 1991 |
|
SU1816587A1 |
| УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ЛЕНТ ВТОРОГО ПОКОЛЕНИЯ | 2019 |
|
RU2724121C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| Устройство для лужения двусторонних печатных плат | 1989 |
|
SU1620234A1 |
| Устройство для лужения и оплавлевания печатных плат | 1977 |
|
SU746971A1 |
| УСТРОЙСТВО для ОБЛУЖИВАНИЯ ПЕЧАТНЫХ ПЛАТ | 1969 |
|
SU236578A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |