Изобретение относится к способу изготовления колец из пористого бетона для шахтных колодцев в разъемных металлических виброформах и преследует цель ускорения процесса изготовления колец и уменьшения потребного количества виброформ.
Достигается это применением вспомогательной разъемной опалубки, которую снимают после удаления основной разъемной виброформы и приобретения бетоном первоначальной прочности.
Изготовление колец из пористого бетона производится в виброформе (фиг. 1), состоящей из сердечника 1, в центре которого установлен вибратор 2, рубашки 3 с козырьком 4 и конуса 5, устанавливаемого над сердечником 1. Рубашка 3. виброформы выполнена разъемной из двух полуцилиндров, скрепляемых кулачковыми затворами 6. Форма устанавливается на гладком поддоне 7.
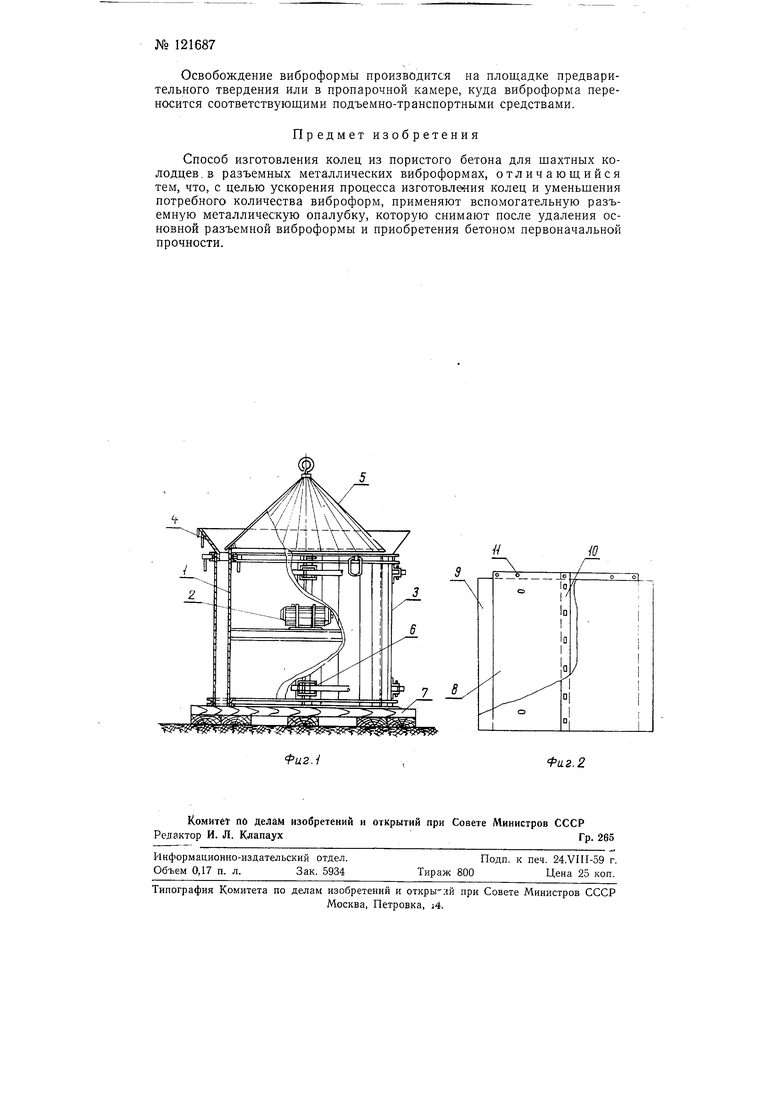
При формовании колец применена вспомогательная опалубка (фиг. 2), состоящая из двух разъемных цилиндров 8 и 9, обеспечивающих устойчивость сырого кольца после удаления виброформы.
Высота цилиндров вспомогательной опалубки равна высоте соответствующих цилиндров виброформы. Стыки цилиндров 8 и 9 соединяются внахлестку и скрепляются по образующей жестяными скобами 10, причем загиб скоб на цилиндре меньшего диаметра производится на внутренней его поверхности, а на цилиндре большего диаметра - на внешней поверхности. Внутренний цилиндр 8 вспомогательной опалубки надевается на сердечник / виброформы и прикрепляется к его верхней кромке болтами, пропущенными через отверстия II в цилиндре 8.
При бетонировании кольца во внутрь установленной на поддоне 7 виброформы последовательно устанавливают цилиндры вспомогательной опалубки и арматуру. Поверхности цилиндров, обращенные к бетонной массе, предварительно смазывают отработанным машинным маслом.
№ 121687
Освобождение виброформы производится на площадке предварительного твердения или в пропарочной камере, куда виброформа переносится соответствующими подъемно-транспортными средствами.
Предмет изобретения
Способ изготовления колец из пористого бетона для шахтных колодцев, в разъемных металлических виброформах, отличающийся тем, что, с целью ускорения процесса изготовле-ния колец и уменьшения потребного количества виброформ, применяют вспомогательную разъемную металлическую опалубку, которую снимают после удаления основной разъемной виброформы и приобретения бетоном первоначальной прочности.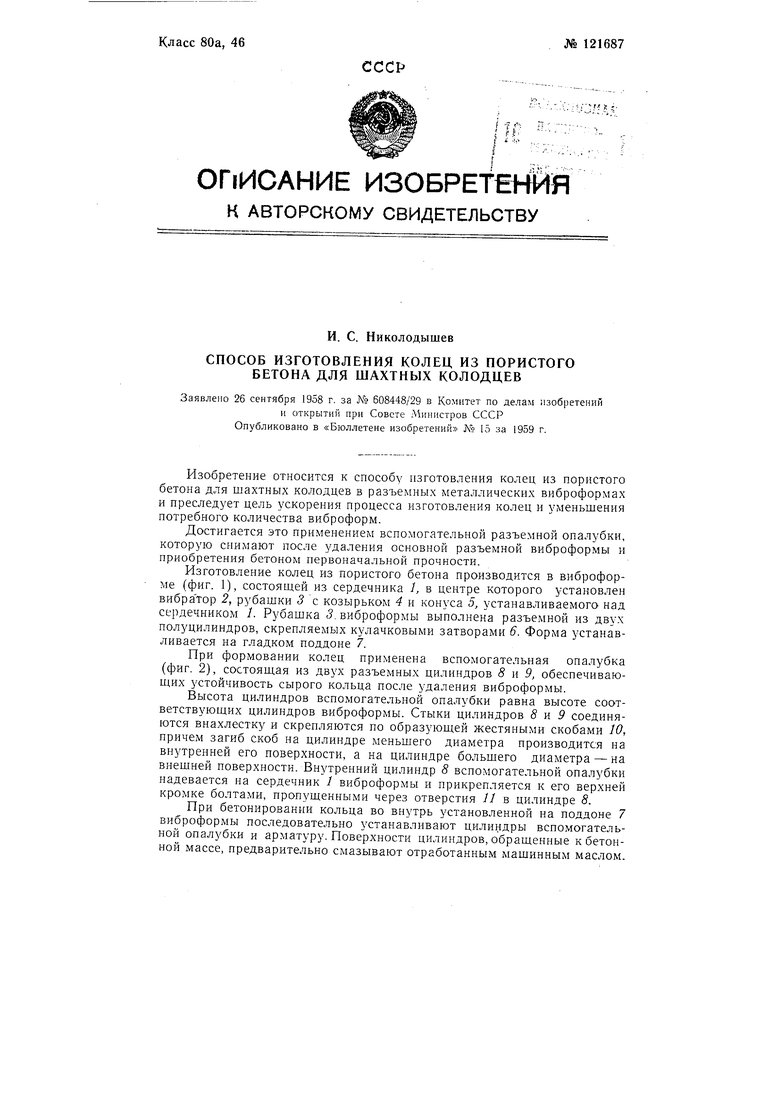
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ антикоррозионной защиты фильтров из пористого бетона | 1959 |
|
SU126402A1 |
| Секция наружной формы при производстве трубчатых изделий из бетонных смесей | 1989 |
|
SU1728032A1 |
| Железобетонная напорная труба большого диаметра и способ ее изготовления | 1983 |
|
SU1135957A1 |
| Способ постройки здания | 1990 |
|
SU1791561A1 |
| Способ строительства закрытого горизонтального дренажа на орошаемых землях | 1988 |
|
SU1678966A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Опалубка для изготовления колец трубопровода | 1978 |
|
SU718582A1 |
| Станок для формовки бетонных и железобетонных безнапорных труб | 1948 |
|
SU95700A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1972 |
|
SU334078A1 |
| Способ очистки металлического формовочного оборудования | 1989 |
|
SU1689076A1 |
/ff
//
