СО ел
( СП
2. Способ изготовления железобетонной напорной трубы большого диаметра, включающий установку на поддон стального цилиндра в зазор, между наружной и внутренней формами, формование сердечника полечастотной вибрацией, его тепловую обработку и распалубку, обвивку сердечника предварительно напряженной арматурой и защиту ее антикоррозионным покрытием, тепловую обработку трубы и.ее испытание, отличающийся тем, что, с целью исключения
трещин в бетоне подцилиндрового слоя сердечника втулочной части трубы, в процессе полечастотной вибрации вначале укладывают бетонную смесь в подцилиндровый слой на высоту 0,95-0,97 длины трубы, а затем на оставшуюся высоту подают пластифицированную фибробетонную смесь с осадкой конуса 4-8 см, которую дополнительно уплотняют, с частотой 1500- 3000 кол/мин, а затем формуют надцилиндровый слой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| Способ изготовления гидропрессованных напорных труб | 1987 |
|
SU1479278A2 |
| Устройство для изготовления виброгидропрессованных труб | 1980 |
|
SU903124A1 |
| Способ изготовления гидропрессованных напорных труб | 1985 |
|
SU1308500A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Форма для изготовления напорных виброгидропрессованных труб с металлическим цилиндром | 1991 |
|
SU1838112A3 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1973 |
|
SU465339A1 |
| Железобетонная напорная труба | 1987 |
|
SU1560871A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
1. Железобетонная напорная труба большого диаметра, содержащая сердечник со стальным цилиндром, один конец которого снабжен раструбным, а другой - втулочным калиброванными элементами, надцилиндровым и подцилиндровым слоями бетона, спиральную арматуру и защищаю-, щее.ее антикоррозионное покрытие, отличающаяся тем, что, с целью исключения трещин в бетоне подцилиндрового слоя сердечника втулочной части трубы, он выполнен из фибробетона на длине 0,03-0,05 от длины трубы. а;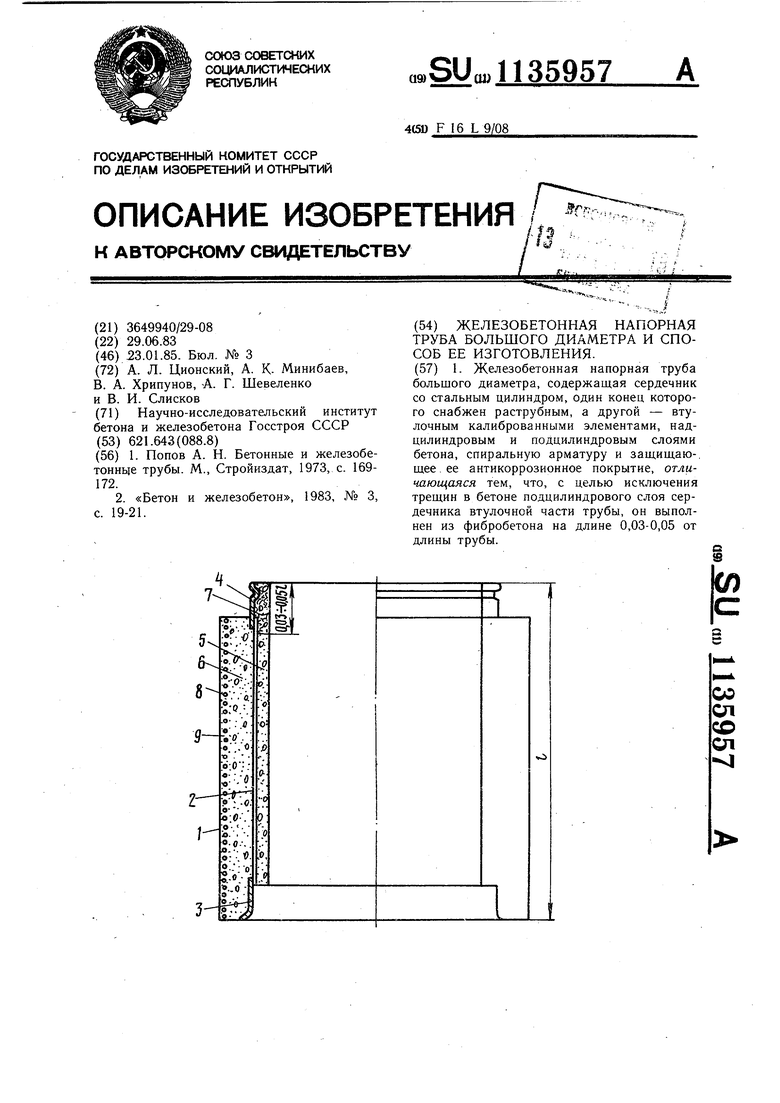
Изобретение относится к строительству, а именно к конструкции железобетонных напорных труб большого диаметра и способу их изготовления.
Известна конструкция железобетонной напорной трубы и способ изготовления ее по трехступенчатой технологии, включающие формование железобетонного сердечника, его тепловую обработку, обвивку преднапряженной спиральной арматурой, защиту ее цементно-песчаным раствором и тепловую обработку трубы в целом 1.
Недостатком данной конструкции способа является негарантированная водонепроницаемость стенок труб.
Наиболее близким к изобретению по технической сути и достигаемому эффект / является конструкция и способ изготовления железобетонных напорных труб со стальным цилиндром в вертикальных виброформах 2.
Труба представляет собой многослойную оболочку, состоящую из стального цилиндра, подцилиндрового и надцилиндрового защитного слоев, спиральной арматуры и защищающего ее слоя.
Основными операциями по изготовлению труб являются: изготовление стального тонкостенного цилиндра (толщина металла 23 мм), оснащенного концевыми раструбным и втулочным элементами, установка цилиндра в .форму; виброформование сердечника, его тепловая обработка и распалубка; обвивка сердечника преднапряженной стальной арматурой и защита ее цементно-песчаным раствором от коррозии; тепловая обработка трубы в целом и ее испытание.
Недостатком известного способа производства труб является образование у части изделий кольцевых трещин в подцилиндровом слое бетона в зоне втулочной части трубы во время обвивки ее напряженной спиральной арматурой или тепловой обработки после нанесения защитного слоя.
Целью изобретения является исключение трещин в бетоне подцилиндрового слоя сердечника втулочной части трубы.
Поставленная цель достигается тем, что в железобетонной напорной трубе большого диаметра , включающей сердечник со стальным цилиндром, один конец которого снабжен раструбным, а другой - втулочным калиброванными элементами, надцилиндровым и подцилиндровым слоями бетона, спиральную арматуру и защищающее ее антикоррозионное покрытие, подцилиндровый слой сердечника втулочной части трубы выполнен из фибробетона на длине 0,03-0,05 от длины трубы.
Согласно способу изготовления трубы, включающему установку на поддон стального цилиндра между наружной и внутренней формами, формование сердечника полечастотной вибрацией, его тепловую обработку и распалубку, обвивку сердечника предварительно напряженной арматурой и защиту ее антикоррозионным покрытием, тепловую обработку трубы и ее испытание, в процессе полечастотной вибрации вначале укладывают бетонную смесь в подцилиндровый слой на высоту 0,95-0,97 длины трубы, а затем на оставщуюся высоту подают пластифицированную фибробетонную смесь с осадкой конуса 4-8 см, которую дополнительно уплотняют, например, игольчатыми вибровозбудителями с частотой 1500- 3000 кол/мин, а затем формуют надцилиндровый слой.
На чертеже показана железобетонная напорная труба большего диаметра.
Труба состоит из сердечника 1, внутри которого размещен стальной цилиндр 2. Один конец цилиндра заканчивается присоединенным к нему раструбным концевым элементом 3, а другой - втулочным 4. Эти стальные калиброванные элементы образуют основу втулочной и раструбной частей трубы. Цилиндр для придания сердечнику жесткости, прочности и коррозионной стойкости снабжен надцилиндровым 5 и подцилиндровым б слоями бетона. Причем подцилиндровый слой бетона защищает полностью от коррозии внутреннюю поверхность стального втулочного концевого элемента, а надцилиндровый слой бетона выполняет такую же функцию, но для наружной поверхности раструбного концевого элемента. Подцилиндровый слой на длине 0,950,97 длины трубы выполнен из тяжелого бетона, а оставщаяся часть трубы, т.е. втулочная , изготовлена из фибробетона 7. В качестве фибры могут быть использованы стальные, стеклянные нити, металлические стружки, крошки корда и др. волокна. Поверх сердечника трубы навита с напряжением спиральная арматура 8, создающая его обжатие. Арматура защищена антикоррозионным покрытием 9, например песчаным бетоном.
Изготовление напорной трубы больщого диаметра (2,7 м в вертикальной виброформе).
Изготовление трубы начинается с образования на специальном станке спиральнощовного цилиндра из стального листа толщиной 2,5 мм и оснащение его с помощью сварки концевыми раструбным и втулочным калиброванными элементами; испытание стального цилиндра внутренним гидравлическим давлением и устранение иногда проявляющихся течей. Стальной цилиндр устанавливают на поддон и транспортируют на пост формирования труб. Далее цилиндр на поддоне размещают в зазоре между наружной и внутренней формой. Затем верхнюю часть внутренней формы снабжают виброконусом, включают пневмовибраторы на наружной форме и подают бетонную смесь на виброконус. Состав бетонной смеси 1:2,1: 2,4:0,2 Ц:П:Ш.В (по массе) при расходе цемента 400 кг/м.
Изготовление сердечника начинают с формования подарматурного слоя сердечника трубы. Эту операцию осуществляют в два приема и послойно по высоте. Вначале в процессе полечастотной вибрации (500010000 кол/мин), создаваемой пневмовибраторами, формуют подцилиндровый слой сердечника трубы на высоту 0,97 от ее длины,. а затем на оставшуюся высоту подают пластифицированную добавкой С-3 в количестве 0,3 мас.°/о цемента фибросталебетонную смесь с осадкой конуса 4 см. Длина волокна фибры 15-20 мм, толщина 1 мм, расход фибры 1,5 мас.°/о цемента. Фибробетонную смесь дополнительно уплотняют игольчатым вибровозбудителями с частотой 3000 кол/мин. Затем формуют надцилиндровый слой. Далее снимают виброконус, отключают пневмовибраторы и после двух часовой выдержки подают пар в полости наружной формы. Тепловую обработку сердечника производят при 85°С по режиму 3+12-ьЗ (подъем+ изотермическая выдержка + охлаждение). Затем сердечник распалубливают, устанавливают на станок и с напряжением 0,60 от предела прочности проволоки класса В П,
5 05 мм с щагом 7 мм навивают спиральную арматуру. На специальном станке спиральг ную арматуру защищают песчаным бетоном, наносимым методом механического набрызга; состав бетона 1:2,5:0,33 Ц:П:В (по массе), расход цемента 700 кг/м. Трубу устанавливают в пропарочную камеру, где осуществляют ее теплообработку при 60°С, предварительно выдержав ее в течение 2-3 ч. Режим тепловой обработки: 3+ (8-10) -f 3 ч (подъем температуры, изотермическая
5 выдержка, остывание).
Выполнение железобетонной напорной трубы (диаметр 7 м).
Изготовление трубы диаметром 7 .м начинают с образования на специальном сварочном станке спирально-щовного цилиндра из стального листа толщиной 3 мм и осна. щения его с помощью сварки концевыми втулочным и раструбным стыковым элементами, выполненными из стального спецпрофи5 ля. Стальной цилиндр размещают в вертикально установленной форме, состоящей из внутреннего разъемного сердечника и наружных разъемных обечаек. В зазор между сердечником и цилиндром с помощью вибрационных импульсов укладывают бетонную
0. смесь состава 1:2:2,3; 0,40 Ц:П-Щ:В (по массе) при расходе цемента 450 кг/м. Эту операцию осу ществляют в два приема и послойно по высоте. В процессе поличастотной вибрации (6000-1200 кол/мин), создаваемой пневмовибратора.ми, формуют подцилиндровый слой сердечника трубы на высоту 0,95 от длины трубы. Затем заформовывают трубы фибросталебетонной смесью. Смесь имеет подвижность, характеризуемую осадкой конуса 8 см. Пластификацию бетонной
0 смеси осуществляют добавкой С-3 в количестве 0,5 мае./о цемента. Фибробетонную смесь дополнительно уплотняют игольчатыми вибровозбудителями с частотой 1500 кол/ мин. Далее формуют надцилиндровый слой. Затем после двухчасовой выдержки подают пар во внутреннюю полость сердечника и в паровую рубащку наружных обечаек. Тепловую обработку сердечника, осуществляют по следующему режиму: подъем/ температуры 85° С-3 ч: изотермический прогрев
0 в течение 12 ч; остывание 3 ч. Затем сердечник распалубливают и в вертикальном положении на него навивают высокопрочную проволоку (ГОСТ 7348-82) с расчетным щагом и усилием. Обычно арматуру напрягают до 0,6-0,65 от предела ее прочности.
5 Шаг между витками проволоки зависит от колеса трубы (ГОСТ 22000-76), диаметра проволоки и изделия. Например, проволоку диаметром 8 мм на трубу диаметром 7 м
третьего класса прочности следует навивать с шагом 12 мм.
Далее проволоку защищают слоем песчаного бетона марки 300. Толщина слоя 25 мм. Состав бетона: 1:2,5:0,33 Ц:П:В (по массе), расход цемента 750 кг/м Затем трубу устанавливают в камеру, где осуществляют ее тепловую обработку после трехчасовой выдержки по режиму: подъем температуры до 60°С за 3 ч, изотермический прогрев 12 ч; остывание 3 ч.
Положительный эффект от внедрения изобретения заключается в устранении в подцилиндровом слое втулочной части сердечника трубы трещин: трещины исключаются за счет повышения осевой и изгибной прочности однородного фибробетона в зоне втулочной части сердечника трубы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Попов А | |||
| Н | |||
| Бетонные и железобетонные трубы | |||
| М., Стройиздат, 1973, с | |||
| 0 |
|
SU169172A1 | |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| «Бетон и железобетон, 1983, № 3, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
