Изобретение относится к области технологии строительства железобетонных свай-оболочек, опускных колодцев и труб большого диаметра как монолитной, так и сборной конструкции.
Известны устройства для изготовления железобетонных свай-оболочек, опускных колодцев, водопропускных труб большого диаметра в вертикальных металлических виброформах высотой по 6-8 м.
Металлическая виброформа включает в себя стальные секции наружной формы и внутреннюю цилиндрическую опалубку. Секция наружной формы изготавливается из листовой стали толщиной 6 мм и высотой по 2-4 м.
Известны также устройства, содержащие стальную наружную форму.
В результате сокращения и утилизации вооружения, а также ряда конверсионных мероприятий освобождается большое количество ТПК, стоимость которых гораздо ниже их первоначальной стоимости; исключаются затраты на изготовление новых стальных наружных форм для производства взамен отслуживших свой срок, что приводит к экономии материала; исключав ется необходимость каких-либо значительных материальных затрат на доработку цилиндрических секций ТПК; при наличии четырех виброформ на предприятиях за смену изготавливают две-три железобетонные секции большого диаметра. Процесс формования происходит за 1-2 ч, а стадия тепло- влажностной обработки и полимеризации занимает 14-16 ч. При введении в технологический процесс дополнительного количества секций наружных форм пропорционально возрастает количество изготавливаемых за смену железобетонных конструкций, снижается стоимость самой опалубки из-за увеличения ее оборачиваемости. Таким образом, повышается производительность труда, увеличивается скорость выпуска готовой продукции.
Цилиндрические секции ТПК, изготовленные из композиционного материала, обладающего низкой теплопроводностью, позволяют проводить тепловлажностную обработку отформованных изделий вне цеха (на открытых площадках предприятия) и при низких температурах наружного воздуха. Это позволит в значительной степени высвободить дополнительные производственные площади цеха под формовку новых изделий.
сл
С
v4 Ю СО О СО N)
Целью изобретения является развитие индустриализации строительства, повышение его технико-экономической эффективности при использовании снимаемых с вооружения транспортно-пусковых контей- неровЛТЖ).
Предлагаемые секции ТПК имеют следующие преимущества:
Стойкость материала против электрохимической коррозии, что существенно сказы- вается на увеличение срока эксплуатации и условиях хранения наружной формы;
Высокая прочность при действии радиальных нагрузок по сравнению с имеющимися на производстве;.
Низкий коэффициент теплопроводности ТПК, изготовленных из композиционных материалов, что позволяет в 5-6 раз экономить количество тепловой энергии (пара) при длительном пропаривании от- формованных железобетонных конструкций.
Высокая точность центровки цилиндрической секции.
Возможность широкого выбора длины готовой продукции путем стыковки двух и более цилиндрических секций ТПК с помощью имеющегося на них штифто-болто- вого соединения.
Предлагаемый для использование ци- линдрические секции ТПК представляют собой цилиндрические оболочки, изготовленные из прочного композиционного материала или устойчивого против электрохимической коррозии металла. Внутренняя поверхность секций ТПК является сплошной и гладкой. Они позволяют изготавливать железобетонные сваи-оболочки, опускные колодцы и водопропускные трубы большого диаметра 1,6-3,5 м. Извест- ный объект (цилиндрические секции ТПК) может использоваться в качестве наружной формы при производстве продукции без изменений и образования совокупности с другими объектами.
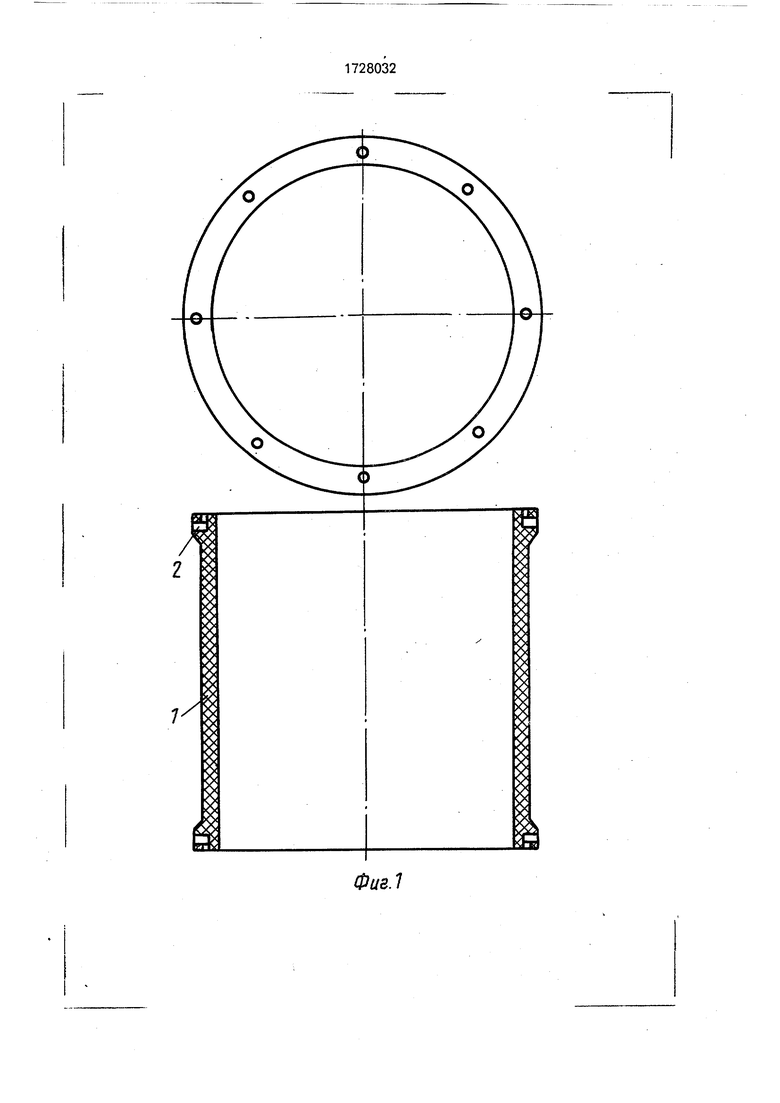
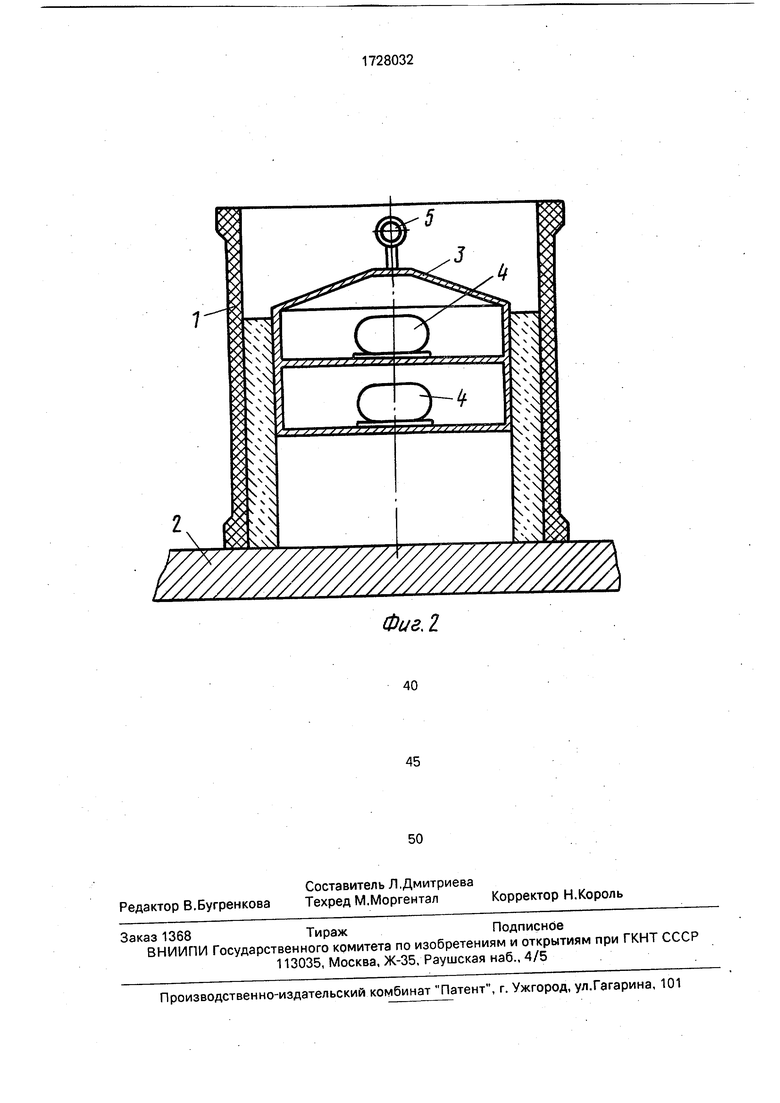
На фиг. 1 представлена секция наружной формы; на фиг. 2 - то же, вариант, Вер- тикальная виброформа состоит из следующих независимых основных частей: секции наружной формы 1, основания виб- реформы 2, внутренней цилиндрической опалубки 3. В. ее состав в качестве дополнительных устройств, при необходимости, могут входить, например, устройство для подачи и распределения пара, устройство для пред- варительного натяжения арматуры, размещенные на основании виброформы струбцины (призмы) для исключения горизонтальных перемещений секции наружной формы 1 относительно основания 2.
Секция наружной формы 1 представляет собой независимо техническое устройство, которое не влияет на выполнение функций другими основными и вспомогательными устройствами и предназначена лишь для выполнения специфических для нее функций: формирования наружной цилиндрической поверхности железобетонной оболочки, восприятия различных радиальных нагрузок при виброуплотнении, полимеризации, дополнительной выдержке отформованной оболочки в процессе пропа- ривания и остывания. Цилиндрические секции ТПК предполагается применять только в роли наружной формы.
Основание виброформы 2 представляет собой поверхность стационарного пола или подвижной транспортно-технологической тележки (платформы) с расположенными на ней вспомогательными устройствами и предназначено для вертикального опира- ния секции наружной формы (ее фиксирования от горизонтальных перемещений), исключения подтеканий (выдавливания) первоначально незатвердевшей бетонной смеси между стенками наружной формы и основанием, размещения нижней части устройства для предварительного натяжения арматуры.
Внутренняя опалубка 3 представляет собой цилиндрический вибросердечник и предназначена для виброуплотнения бетонной смеси и формирования внутреннего ци- линдрического (или любой другой выбранной формы) канала железобетонной оболочки, В соответствующих секциях вибросердечника размещены два вибратора 4, работающие независимо друг от друга. В верхней части внутренней опалубки имеется узел 5 для ее подвешивания к подъемному устройству (кран-балке, тали). Высота цилиндрической части внутренней опалубки меньше высоты секции наружной формы.
Устройство для подачи и распределения пара может представлять собой жесткий или гибкий трубопровод для подвода и распределения пара по внутренней поверхности отформованной железобетонной оболочки на стадии ее тепловлажностной обработки. Устройство для предварительного натяжения арматуры представляет собой независимое техническое устройства, выполненное в виде двух колец, одно из которых закреплено на основании виброформы, а другое опирается на верхний торец наружной формы. Через отверстия, имеющиеся в кольцах,соосно пропускается, натягивается и фиксируется металлическая арматура.
Процесс изготовления железобетонной оболочки большого диаметра заключается в следующем.
К основанию виброформы с помощью размещенных на нем крепежных устройств (струбцин, призм, ограничителей) фиксируется наружная форма с целью исключения случайных горизонтальных перемещений относительно основания. Во внутрь секции наружной формы с помощью грузоподъем- ного устройства опускается внутренняя опалубка до касания с основанием виброформы. В течение всего процесса формования внутренняя опалубка находится в вертикально подвешенном состоянии на тробе грузоподъемного устройства. В кольцевую полость между внутренней опалубкой и наружной формой устанавливается металлический арматурный каркас. Затем на высоту цилиндрической части внутренней опалубки кольцевая полость заполняется бетонной смесью с таким расчетом, что при этом практически исключается ее выдавливание между наружной формой и ос- нованием виброформы за счет первоначально низкого столба бетонной смеси и ограничительных приспособлений (буртиков, присыпки, уплотнителей), имеющихся на основании виброформы. Далее производится виброуплотнение бетонной смеси. Вертикальный подъем внутренней
опалубки на очередной уровень осуществляется последовательно только после необходимого уплотнения и отвердения бетонной смеси на предыдущем уровне. Так поэтапно, вертикально перемещая вверх внутреннюю опалубку и заполняя очередную порцию бетона, полностью формируется тело железобетонной оболочки. Вибронагрузки, возникающие при уплотнении смеси, незначительны и гасятся большей частью самой бетонной смесью. На следующем этапе внутренняя опалубка удаляется в сторону, а во внутрь железобетонной оболочки подают пар, производят ее пропаривание и выдержку в секции наружной формы в течение 14-16 ч при 70-75 0. В процессе окончательной полимеризации бетона происходит его расширение. Усилия, возникающие при полимеризации, воспринимаются наружной формой. Внутренняя цилиндрическая поверхность секций ТПК не препятствует снятию наружной формы с уже готовой железобетонной оболочки, которое осуществляется известными способами.
Формул а изобретени я Применение цилиндрических секций транспортно-пусковых контейнеров в качестве секции наружной формы при производстве трубчатых изделий из бетонных смесей.
Фиг.1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для формования объемных элементов | 1978 |
|
SU863361A1 |
| СПОСОБ СООРУЖЕНИЯ ФУНДАМЕНТНОЙ ОПОРЫ | 2015 |
|
RU2601787C1 |
| Устройство для изготовления бетонных и железобетонных колец | 1958 |
|
SU118413A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1982 |
|
SU1096121A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Установка для формования железобетонных элементов | 1976 |
|
SU781064A2 |
| Способ формования железобетонных элементов и установка для его осуществления | 1976 |
|
SU692728A1 |
| Машина для изготовления железобетонных изделий | 1978 |
|
SU727454A1 |
Наружная форма при производстве трубчатых изделий из бетонных смесей. Сущность изобретения: применение цилиндрических секций транспортно-пусковых контейнеров в качестве секций наружной формы при производстве трубчатых изделий из бетонных смесей. 2 ил.
| Устройство для формования железобетонных труб | 1975 |
|
SU569450A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
