В предлагаемом устройстве использовано приспособление для автоматического завертывания винтов в набранную группу.
Основной отличительной особенностью устройства является применение получающих осевое перемещение штырей, находящихся под воздействием поперечно сжимающих их кулачков. Такое выполнение устройства дает возможность перед завертыванием винтов осуществить рихтовку контактной группы, набранной на кассете. Приспособление для завертывания винтов выполнено в виде блока подпружиненных OTBeptoK, получающих колебательное движение в направлении перпендикулярном оси отвертки для облегчения ввода лезвия в шлиц винта.
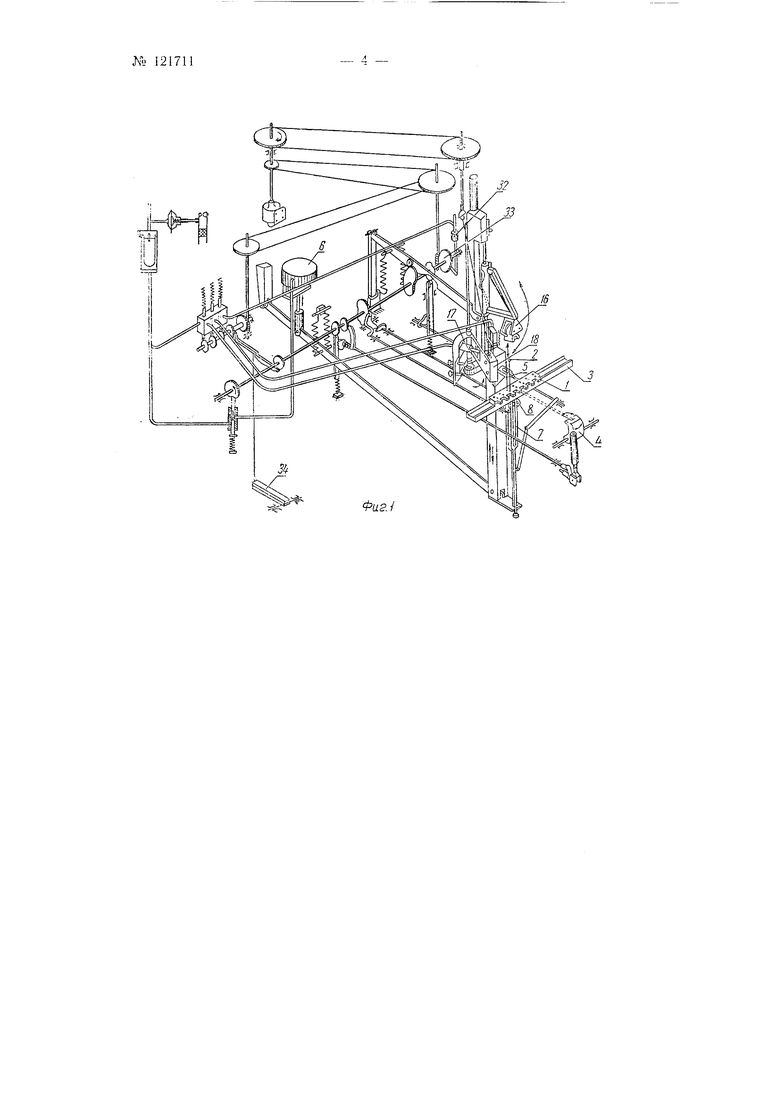
На фиг. 1 дана кинематическая схема устройства; на фиг. 2 отдельно показан механизм рихтовки, на фиг- 3 - приспособление для автоматического завертывания винтов; на фиг. 4--лезвие отвертки; на фиг. 5 - шарнирное соединение наконечника с отверткой.
На кассеты 1 укладывают резьбовые планки контактной группы и через отверстия вставляют иглы 2, причем каждая из них удерживается замком.
Затем на иглы набирают контактную группу. Набранную кассету устанавливают на лоток 3 устройства и подводят к подающему механизму 4, подводящему «ассету -под прижим 5; последний под действием пневматической силовой камеры 6 сжимает контактную группу, причем копир, расположенный на прижиме, открывает замки, удерживающие иглы 2. До сжатия из пазов лотка поднимаются штыри 7, которые под действием кулачков 8 рихтуют «абор контактной группы.
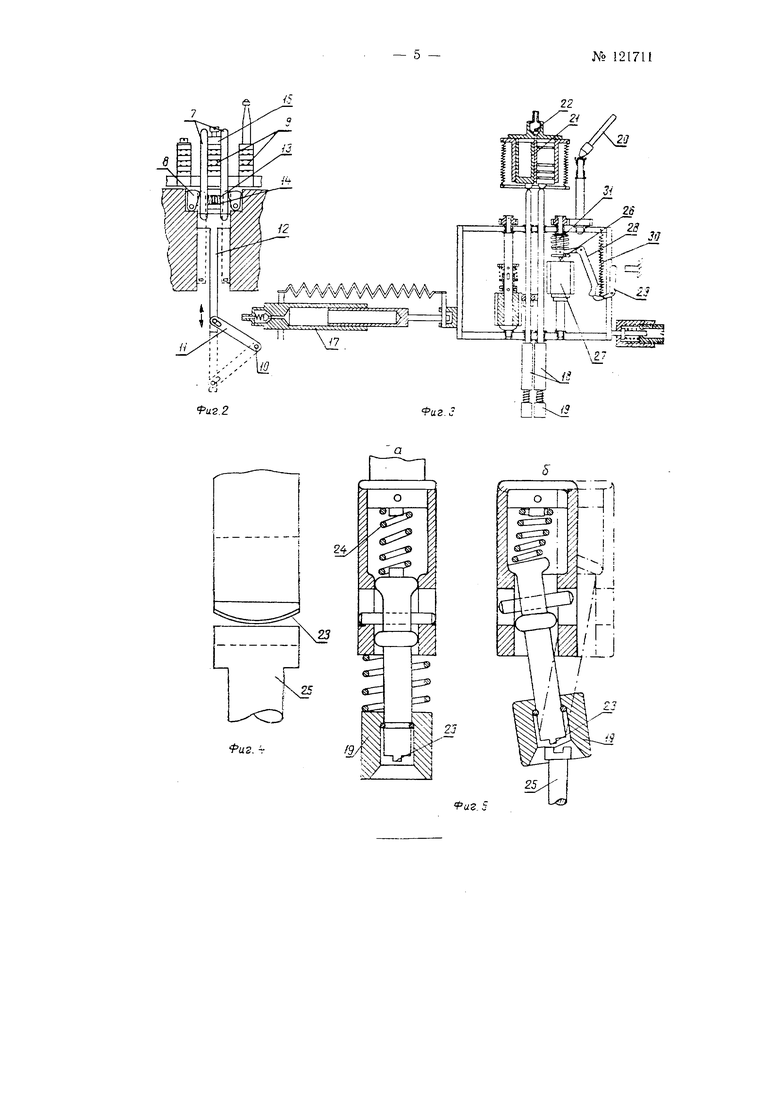
Механизм рихтовки контактной группы показан отдельно на фиг. 2. После подачи зажимаемой группы 9 основной распределительный вал через вал 10 и тягу // поднимает планку 12 и с ней рихтующие штыри 7,
№ 121711- 2 -
связэнные с планкой шарнирами. В это время кулачки 8 отведены, поэтому штыри 7 раздвинуты пружиной /5 и сухарями 14. Рихтуемая группа пружин еще :не зажата прижимом 15 .и потому, поднимаясь, рихтующие штыри слегка выправляют положение пружин в группе. При окончании подъема штырей кулачок основного распределительного вала поворачивает оси кулачков 8, прижимающих рихтующие штыри 7 к направляющей и к мерному концу прижима 15, рихтуя при этом положение пружин контактной группы. Уже после рихтовки группа сжимается прижимом 15, кулачки 8 возвращаются в исходное положение и перестаю г давить на рихтующие штыри 7, которые раздвигаются прулсиной /3 и освобождают груплу, после чего рихтующие штыри опускаются в свое нижнее исходное положение до следующего повторения цикла. Затем опускается экстрактор 16, выдергивает иглы 2 и, отводя их в сторону, сбрасывает. В этот момепт работница вкладывает в сжатую группу винты и изоляционные втулки. Затем под действием пневматического цилиндра 17 к винтам подводится приспособление 18 для автоматического завертывания винтов с определенным усилием.
Это приспособление, показанное отдельно на фиг- 3 -представляет собою блок подпружиненных отверток с наконечниками 19.
Вращательное движение на отвертки передается карданным валиком 20 от двигателя. После установки при помощи пневматического цилиндра /7 отверток над винтами наконечники 19 отверток в виде подпружиненных направляющих колпачков под действием пневматических цилиндров 21 опускаются на головки винтов. Скорость опускания регулируется при помощи клапана 22, который дает возможность впуск воздуха в камеру производить медленно, а выпуск-быстро.
Так как наконечники отвертки в это время вращаются со скоростью 600 об/мин, начинается поиск шлица винта, причем сразу же после опускания наконечников отвертка при помощи цилиндра 17 совершает возвратно-поступательные движения в направлении, перпендикулярном оси отвертки, облегчая тем самым ввод лезвий отвертки в шлиц винтов. Облегчению ввода лезвия наконечника в шлиц винта способствует также смещение лезвия относительно оси наконечника и асимметрично расположенная выпукл01;ть 23 заточки лезвия (фиг. 4).
Для обеспечения перехода возвратно-поступательных движений блока отверток в колебагельпые движения его наконечников применено шарнирное соединение наконечников со шпинделями (фиг. 5). Перво,начально под действием пружины 24 наконечник находится в направляющих и при подходе к винту вращается без боя, как это показано в положении а фиг. 5. При нажиме на винт 25 наконечник 19 выходит из направляющих и соединение становится шарнирным, что обеспечивает возможность совер1нения наконечн1иком колебательных движений, как это показано в положении б «а фиг. 5.
Пасле попадания наконечника в шлиц происходит одновременное завертывание винтовПо окончании завертывания при достижении определенного крутящего момента (каждого винта в отдельности) ведушая деталь 26 (фиг. 3) поднимается по скосам выступов ведомой шестерни 27 и изменяет положение выключающего рычага 28. При достаточном поднятии ведущей детали 26 ролик фиксирующего рычага 29, переваливая вершину выключающего рычага, под действием пружины 30 выжимает его дальше и вместе с тем поднимает ведущую деталь 26, отводя ее от шестерни 27 на расстояние 0,3-0,8 мм. Таким образом, при достижении определенного крутяп его момента (крутящий момент регулируется сжатием Пружины 31) отвертка полностью выключается. Наконечн кг поднимаются н отвертка отводится :: порвсжчальпсс ;;:;ложс;п1е, причем, достигнув опоры отверту а Б}-:ОВЬ зключгется.
Затем подается сжатый зозллх з пусковой цилиндр 32 (фиг. 1) и включается сцепление основного растиределительного вала 33, и устройство осуществляет движения, ои:;саннь е зыше: передвижение кассеты, рихтовка группы, сжатие ii выдергивание игл и г. д.
Остановка устройства гфоисходит пс-сле выдергиваиия гл. Остановка используется для закладки з)нтов li втулок. Дальейшии происходит при помощи нежной педйл); .J-l
Операции передвижения кассеты, рихтовки контактных групп, сжатие контактной группы, выдерпЕна-лия штырей производятся от основного распределительного вала 33 при помощи системы рычагов.
Предмет изобретения
1.Устройство для полуавто:чатической сборки контактных групп телефонных полуфабрикатов; реле, кл.ючсй, гнезд, искателей и т. п. с использосанием приспособления для автоматического завертывания винтов в набранную группу. о т л и ч а ю ш е е с я тем, что, с целью осуществ тения предварительной рихтовки контактной группы, набранной на кассете, применены получающие осевое перемещение щтыри, находяиеся под воздействием поперечно сжимающих их кулачков.
2.В устройстве по п. 1 применение приспообления для автоматического завертывания винтов з набранную группу телефонных полуфабрикатов в виде блока подпружиненных отверток, отличающегос я тем, что, с целью приведения шарнирно присоединенных к ним подпружиненных наконечников в колебательное движение для облегчения ввода лезвия в щлиц винта, применен механизм для сообщения блоку отверток возвратно-поступательных движенн з направлен И, перпендикулярном оси отвертки.
3.В устройстве по пи. 1, 2 при: еиенне наконечника отвертки с асимметрично расположенной выпуклостью лезвия, смещенного от осительно сси наконечника, с целью дост жен1;я попадания лезвия при его вращении в шлиц винта.
4.В устройстве по пп. 1, 2 и 3 примеиение для соединения наконечника с отверткой шарнира с направляющими, обеспечивающими первоначальное осевое скольжение и зращен е наконечника для захвата головки винта его колпачком с последующим выходом наконечника из направляющих для возможности соверц еи Я им колебательных движений.
- 3 -АО 121711
J
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для завертывания винтов | 1959 |
|
SU123091A1 |
| МЕХАНИЗИРОВАННАЯ СБОРОЧНАЯ УСТАНОВКА | 1991 |
|
RU2022753C1 |
| Винтозавертывающая машина | 1973 |
|
SU478706A1 |
| ДЕРЖАТЕЛЕМ ВИНТА | 1971 |
|
SU310795A1 |
| Устройство для контроля и сортировки радиодеталей по электрическим параметрам | 1990 |
|
SU1706073A1 |
| ОТВЕРТКА | 1996 |
|
RU2117571C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ И НАСТРОЙКИ КОЛЕБАТЕЛЬНЫХ КОНТУРОВ | 1965 |
|
SU175090A1 |
| Механическая отвертка | 1979 |
|
SU821075A1 |
| Винтоверт | 1977 |
|
SU878567A1 |
| Устройство для рихтовки акисальных выводов радиоэлементов | 1984 |
|
SU1225058A1 |