Изобретение относится к технологическому оборудованию для производства радиодеталей, в частности к устройствам для контроля и сортировки переменных резисторов.
Цель изобретения - расширение Лун- кциональных возможностей.
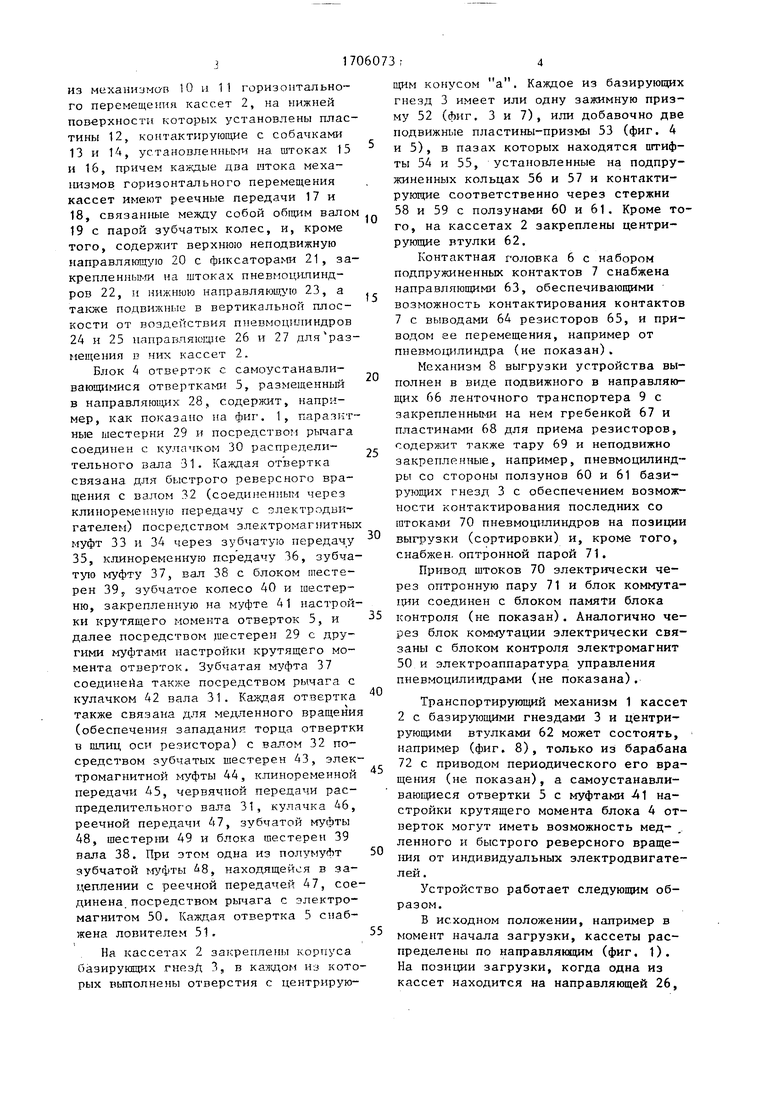
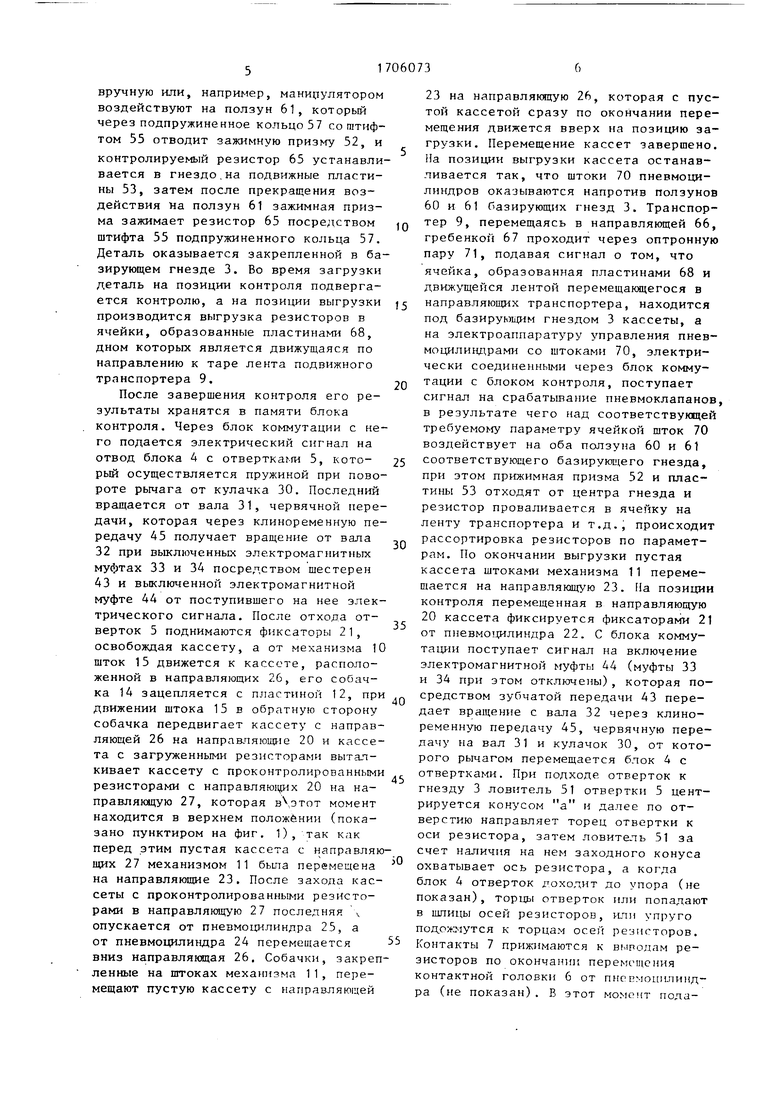
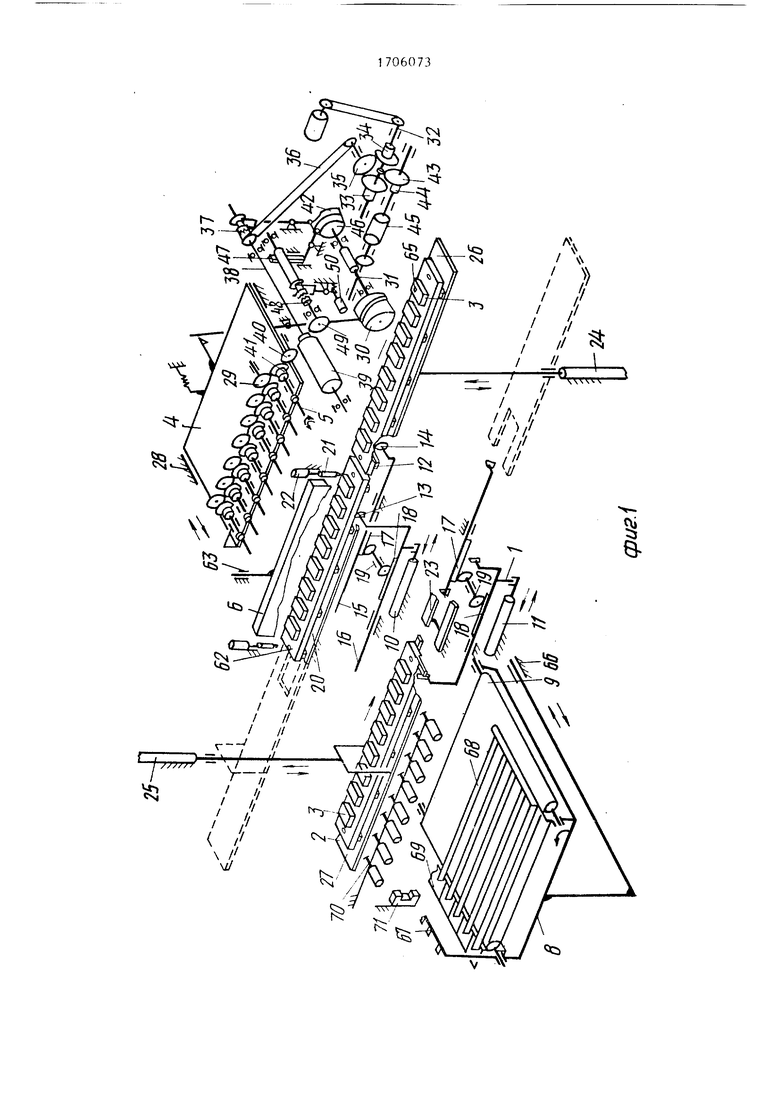
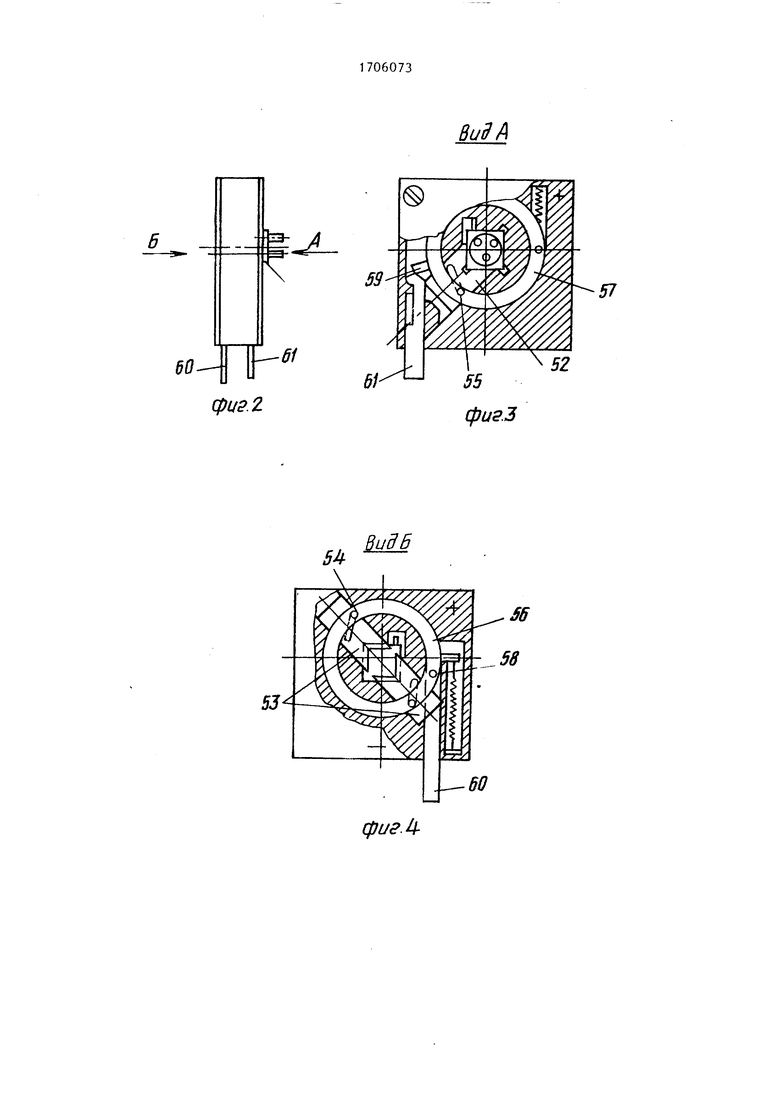
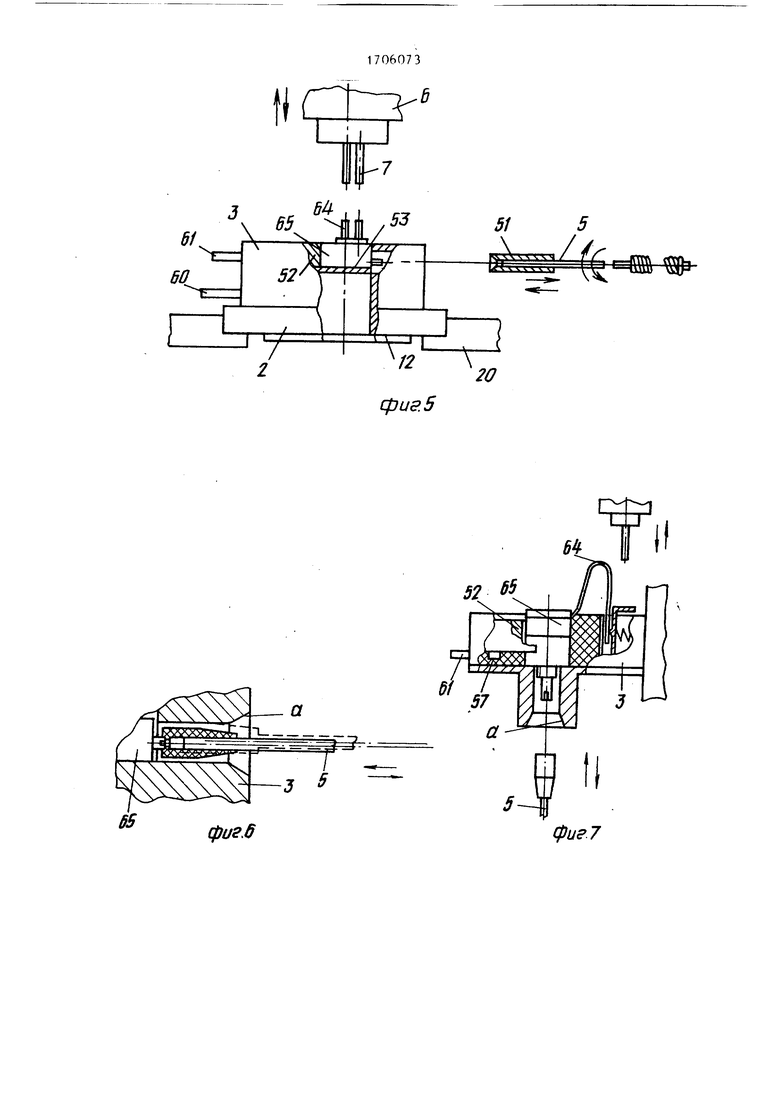
На фиг. 1 изображена кинематическая схема устройства при горизонтально действующем транспортирующем механизме на фиг. 2 - базирующее гнездо кассеты, на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - базирующее гнездо кассеты на позиции контроля; на фиг. 6 - схема попадания отвертки в шлиц червяка резисто- ра на фиг. 7 - базирующее гнездо при
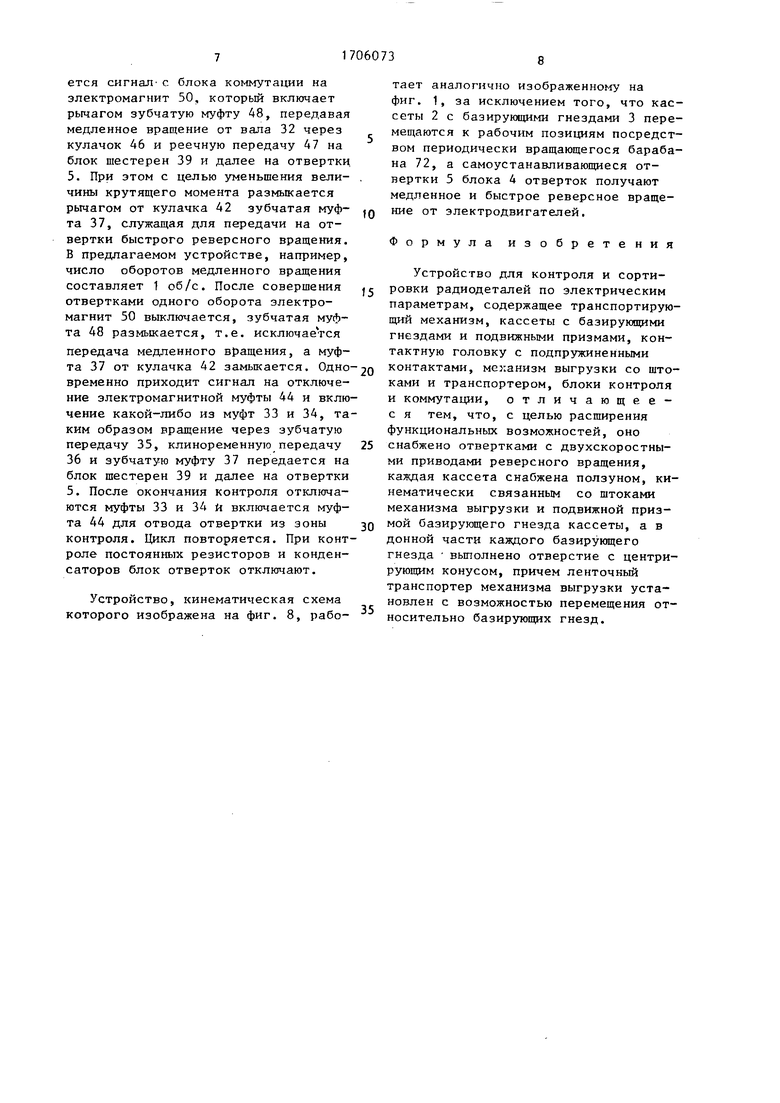
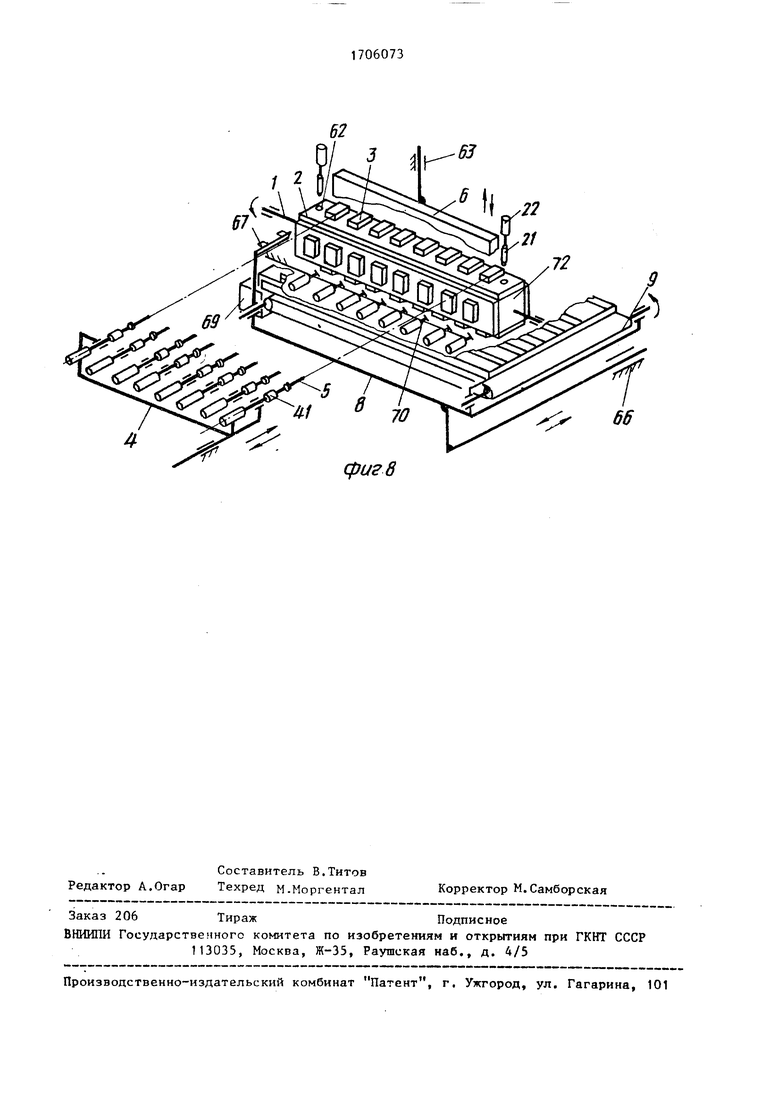
контроле цилиндрических резисторов с гибкими выводами- на фиг. 8 - кинематическая схема устройства при поворотном транспортирующем механизме.
Устройство для контроля и сортировки радиодеталей по электрическим параметрам содержит транспортирующий механизм 1 кассет 2 с базирующими гнездами 3, блок 4 отверток с самоустанавливающимися отвертками 5, контактную головку 6 с подпружиненными контактами 7, механизм 8 выгрузки с транспортером 9, а также блок контроля электрических параметров и блок коммутации (не показаны).
Транспортирующий механизм 1 состоит, например, как показано на фиг.1,
О
оэ о J
GO
из механизмов 10 и 11 горизонтального перемещения кассет 2, на нижней поверхности которых установлены пластины 12, контактирующие с собачками 13 и 14, установленными на штоках 15 и 16, причем каждые два штока механизмов горизонтального перемещения кассет имеют реечные передачи 17 и 18, связанные между собой общим валом 19 с парой зубчатых колес, и, кроме того, содержит верхнюю неподвижную направляющую 20 с фиксаторами 21, закрепленными на штоках пневмоцилинд- ров 22, и нижнюю направляющую 23, а также подвижные в вертикальной плоскости от воздействия пневмоцшшндров 24 и 25 направляющие 26 и 27 для размещения в них кассет 2.
Блок 4 отверток с самоустанавливающимися отвертками 5, размещенный в направляющих 28, содержит, например, как показано на фиг. 1, паразитные шестерни 29 и посредством рычага соединен с кулачком 30 распределительного вала 31. Каждая отвертка связана для быстрого реверсного вращения с валом 32 (соединенным через клиноременную передачу с злектродви гателем) посредством электромагнитных муфт 33 и 34 через зубчатую передачу 35, клиноременную передачу 36, зубчатую муфту 37, вап 38 с блоком шестерен 39, зубчатое колесо 40 и шестерню, закрепленную на муфте 41 настройки крутящего момента отверток 5, и далее посредством шестерен 29 с другими муфтами настройки крутящего момента отверток. Зубчатая муфта 37 соединейа также посредством рычага с кулачком 42 вала 31. Каждая отвертка также связана для медленного вращения (обеспечения западания торца отвертки в шлиц оси резистора) с валом 32 посредством зубчатых шестерен 43, элек10
15
20
25
30
35
40
щим конусом а. Каждое из базирующих гнезд 3 имеет или одну зажимную призму 52 (фиг. 3 и 7), или добавочно две подвижные пластины-призмы 53 (фиг. 4 и 5), в пазах которых находятся штифты 54 и 55, установленные на подпружиненных кольцах 56 и 57 и контактирующие соответственно через стержни 58 и 59 с ползунами 60 и 61. Кроме то го, на кассетах 2 закреплены центрирующие втулки 62.
Контактная головка 6 с набором подпружиненных контактов 7 снабжена направляющими 63, обеспечивающими возможность контактирования контактов 7 с выводами 64 резисторов 65, и приводом ее перемещения, например от пневмоцилиндра (не показан).
Механизм 8 выгрузки устройства выполнен в виде подвижного в направляющих 66 ленточного транспортера 9 с закрепленными на нем гребенкой 67 и пластинами 68 для приема резисторов, содержит также тару 69 и неподвижно закрепленные, например, пневмоцилиндры со стороны ползунов 60 и 61 базирующих гнезд 3 с обеспечением возможности контактирования последних со штоками 70 пневмоцилиндров на позиции выгрузки (сортировки) и, кроме того, снабжен, оптронной парой 71.
Привод штоков 70 электрически через оптронную пару 71 и блок коммутации соединен с блоком памяти блока контроля (не показан). Аналогично через блок коммутации электрически связаны с блоком контроля электромагнит 50 и электроаппаратура управления пневмоцилиидрами (не показана).
Транспортирующий механизм 1 кассет 2 с базирующими гнездами 3 и центрирующими втулками 62 может состоять, например (фиг. 8), только из барабана
- -- - .с 72 с приводом периодического его вра- тромагнитной муфты 44, клиноременной
щения (не показан), а самоустанавли- ваюшиеся отвертки 5 с муфтами 41 настройки крутящего момента блока 4 отверток могут иметь возможность медленного и быстрого реверсного вращения от индивидуальных электродвигателей.
передачи 45, червячной передачи распределительного вала 31, кулачка 46, реечной передачи 47, зубчатой муфты 48, шестерни 49 и блока шестерен 39 вала 38. При этом одна из полумуфт 50 зубчатой муфты 48, находящейся в зацеплении с реечной передачей 47, соединена посредством рычага с электромагнитом 50. Каждая отвертка 5 снабжена ловителем 51.55
На кассетах 2 закреплены корпуса базирующих гнезд 3, в каждом из которых выполнены отверстия с центрирую0
5
0
5
0
5
0
щим конусом а. Каждое из базирующих гнезд 3 имеет или одну зажимную призму 52 (фиг. 3 и 7), или добавочно две подвижные пластины-призмы 53 (фиг. 4 и 5), в пазах которых находятся штифты 54 и 55, установленные на подпружиненных кольцах 56 и 57 и контактирующие соответственно через стержни 58 и 59 с ползунами 60 и 61. Кроме того, на кассетах 2 закреплены центрирующие втулки 62.
Контактная головка 6 с набором подпружиненных контактов 7 снабжена направляющими 63, обеспечивающими возможность контактирования контактов 7 с выводами 64 резисторов 65, и приводом ее перемещения, например от пневмоцилиндра (не показан).
Механизм 8 выгрузки устройства выполнен в виде подвижного в направляющих 66 ленточного транспортера 9 с закрепленными на нем гребенкой 67 и пластинами 68 для приема резисторов, содержит также тару 69 и неподвижно закрепленные, например, пневмоцилиндры со стороны ползунов 60 и 61 базирующих гнезд 3 с обеспечением возможности контактирования последних со штоками 70 пневмоцилиндров на позиции выгрузки (сортировки) и, кроме того, снабжен, оптронной парой 71.
Привод штоков 70 электрически через оптронную пару 71 и блок коммутации соединен с блоком памяти блока контроля (не показан). Аналогично через блок коммутации электрически связаны с блоком контроля электромагнит 50 и электроаппаратура управления пневмоцилиидрами (не показана).
Транспортирующий механизм 1 кассет 2 с базирующими гнездами 3 и центрирующими втулками 62 может состоять, например (фиг. 8), только из барабана
72 с приводом периодического его вра-
щения (не показан), а самоустанавли- ваюшиеся отвертки 5 с муфтами 41 настройки крутящего момента блока 4 отверток могут иметь возможность медленного и быстрого реверсного вращения от индивидуальных электродвигателей.
Устройство работает следующим образом.
В исходном положении, например в момент начала загрузки, кассеты распределены по направляющим (фиг. 1). На позиции загрузки, когда одна из кассет находится на направляющей 26,
вручную или, например, манипулятором воздействуют на ползун 61, который через подпружиненное кольцо 57 со штифтом 55 отводит зажимную призму 52, и контролируемый резистор 65 устанавливается в гнездо.на подвижные пластины 53, затем после прекращения воздействия на ползун 61 зажимная призма зажимает резистор 65 посредством штифта 55 подпружиненного кольца 57. Деталь оказывается закрепленной в базирующем гнезде 3. Во время загрузки деталь на позиции контроля подвергается контролю, а на позиции выгрузки производится выгрузка резисторов в ячейки, образованные пластинами 68, дном которых является движущаяся по направлению к таре лента подвижного транспортера 9.
После завершения контроля его результаты хранятся в памяти блока контроля. Через блок коммутации с него подается электрический сигнал на отвод блока 4 с отвертка -ги 5, кото- рый осуществляется пружиной при повороте рычага от кулачка 30. Последний вращается от вала 31, червячной передачи, которая через клиноременную передачу 45 получает вращение от вала 32 при выключенных электромагнитных муфтах 33 и 34 посредством шестерен 43 и выключенной электромагнитной муфте 44 от поступившего на нее электрического сигнала. После отхода отверток 5 поднимаются фиксаторы 21, освобождая кассету, а от механизма 10 шток 15 движется к кассете, расположенной в направляющих 26, его собачка 14 зацепляется с пластиной 12, при движении штока 15 в обратную сторону собачка передвигает кассету с направляющей 26 на направляющие 20 и кассета с загруженными резисторами выталкивает кассету с проконтролированными резисторами с направляющих 20 на направляющую 27, которая момент находится в верхнем положении (показано пунктиром на фиг, 1), так как перед этим пустая кассета с направляющих 27 механизмом 11 была перемещена на направляющие 23. После захода кассеты с проконтролированными резисторами в направляющую 27 последняя опускается от пневмоцилиндра 25, а от пневмоцилиндра 24 перемещается вниз направляющая 26. Собачки, закрепленные на штоках механизма 11, перемещают пустую кассету с направляющей
0
Q
5 5
0
5
0
5
0
23 на направляющую 26, которая с пустой кассетой сразу по окончании перемещения движется вверх на позицию загрузки. Перемещение кассет завершено. На позиции выгрузки кассета останавливается так, что штоки 70 пневмоци- линдров оказываются напротив ползунов 60 и 61 базирующих гнезд 3. Транспортер 9, перемещаясь в направляющей 66, гребенкой 67 проходит через оптронную пару 71, подавая сигнал о том, что ячейка, образованная пластинами 68 и движущейся лентой перемещающегося в направляющих транспортера, находится под базирующим гнездом 3 кассеты, а на электроаппаратуру управления пнев- моцилиндрами со штоками 70, электрически соединенными через блок коммутации с блоком контроля, поступает сигнал на срабатывание пневмоклапанов, в результате чего над соответствующей требуемому параметру ячейкой шток 70 воздействует на оба ползуна 60 и 61 соответствующего базирующего гнезда, при этом прижимная призма 52 и пластины 53 отходят от центра гнезда и резистор проваливается в ячейку на ленту транспортера и т.д., происходит рассортировка резисторов по параметрам. По окончании выгрузки пустая кассета штоками механизма 11 перемещается на направляющую 23. На позиции контроля перемещенная в направляющую 20 кассета фиксируется фиксаторами 21 от пневмоцилиндра 22. С блока коммутации поступает сигнал на включение электромагнитной муфты 44 (муфты 33 и 34 при этом отключены), которая посредством зубчатой передачи 43 передает вращение с вала 32 через клиноременную передачу 45, червячную передачу на вал 31 и кулачок 30, от которого рычагом перемещается блок 4 с отвертками. При подходе отверток к гнезду 3 ловитель 51 отвертки 5 центрируется конусом а и далее по отверстию направляет торец отвертки к оси резистора, затем ловитель 51 за счет наличия на нем заходного конуса охватывает ось резистора, а когда блок 4 отверток доходит до упора (не показан), торцы отверток или попадают в шлицы осей резисторов, или упруго подожмутся к торцам осей резисторов. Контакты 7 прижимаются к выводам резисторов по окончании перемещения контактной головки 6 от пнопмошшинд- ра (не показан). В этот момент подается сигнал с блока коммутации на электромагнит 50, который включает рычагом зубчатую муфту 48, передавая медленное вращение от вала 32 через кулачок 46 и реечную передачу 47 на блок шестерен 39 и далее на отвертки 5. При этом с целью уменьшения вели- чины крутящего момента размыкается рычагом от кулачка 42 зубчатая муф- та 37, служащая для передачи на отвертки быстрого реверсного вращения. В предлагаемом устройстве, например, число оборотов медленного вращения составляет 1 об/с. После совершения отвертками одного оборота электромагнит 50 выключается, зубчатая муфта 48 размыкается, т.е. исключаемся передача медленного вращения, а муфта 37 от кулачка 42 замыкается. Одно временно приходит сигнал на отключение электромагнитной муфты 44 и включение какой-либо из муфт 33 и 34, таким образом вращение через зубчатую передачу 35, клиноременную передачу 36 и зубчатую муфту 37 передается на блок шестерен 39 и далее на отвертки 5. После окончания контроля отключаются муфты 33 и 34 и включается муфта 44 для отвода отвертки из зоны контроля. Цикл повторяется. При контроле постоянных резисторов и конденсаторов блок отверток отключают.
Устройство, кинематическая схема которого изображена на фиг. 8, рабо-
тает аналогично изображенному на фиг. 1, за исключением того, что кассеты 2 с базирующими гнездами 3 перемещаются к рабочим позициям посредством периодически вращающегося барабана 72, а самоустанавливающиеся отвертки 5 блока 4 отверток получают медленное и быстрое реверсное вращение от электродвигателей.
Формула изобретения
Устройство для контроля и сортировки радиодеталей по электрическим параметрам, содержащее транспортирующий механизм, кассеты с базирующими гнездами и подвижными призмами, контактную головку с подпружиненными контактами, механизм выгрузки со штоками и транспортером, блоки контроля и коммутации, отличающее- с я тем, что, с целью расширения функциональных возможностей, оно снабжено отвертками с двухскоростны- ми приводами реверсного вращения, каждая кассета снабжена ползуном, кинематически связанным со штоками механизма выгрузки и подвижной призмой базирующего гнезда кассеты, а в донной части каждого базирующего гнезда выполнено отверстие с центрирующим конусом, причем ленточный транспортер механизма выгрузки установлен с возможностью перемещения относительно базирующих гнезд.
f
,///
/4 I V/
///
///
///
r-i //
л -- t /,/
/ }f f ч /
JU
1 l l
ч
V/
И
Buff A
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| УСТРОЙСТВО для НАСТРОЙКИ и РАЗБРАКОВКИ КОЛЕБАТЕЛЬНЫХ КОНТУРОВ | 1967 |
|
SU190951A1 |
| Устройство для установки радиоэлементов на печатные платы | 1987 |
|
SU1531242A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Многопозиционный сборочныйАВТОМАТ | 1979 |
|
SU806348A1 |
| Устройство для набора плоских деталей в стопку | 1980 |
|
SU905141A1 |
| Устройство для контроля и сортировки сердечников | 1980 |
|
SU895552A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
Изобретение относится к технологическому оборудованию для производства радиодеталей, в частности к устройствам для контроля и рассортировки переменных резисторов и подетроечных конденсаторов. Цель изобретения - расширение функциональных возможностей. Устройство содержит транспортирующий механизм, кассеты с базирующими гнездами (БГ), контактную головку с подпружиненными контактами, механизм выгрузки с транспортером, блоки контроля и коммутации,а также блок отверток, каждая отвертка которого имеет возможность медленного и быст- рого реверсного вращения. Каждое БГ снабжено по меньшей мере одним ползуном, контактирующим со штоком механизма выгрузки и кинематически связанным с подвижной призмой БГ. В корпусе каждого БГ выполнено отверстие с центрирующим корпусом. Ленточный транспортер механизма выгрузки выполнен с возможностью перемещения относительно БГ. 8 ил. г (/
Вид Б
60
фиг Л
tl
IF
фиг.6
x/2 фиг. 5
20
фи 7
фиг8
63
66
| Устройство для контроля и сортировки радиодеталей по электрическим параметрам | 1985 |
|
SU1308748A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
