Известные устройства для автоматической сборки и настройки колебательных контуров, содержащие бункеры для загрузки деталей контуров, транспортер, блок сборки, снабженный механизмом сборки экрана и узлом установки каркаса в экран, блок настройки и укладочное приспособление, недостаточно надежны в работе и имеют относительно низкую производительность.
В предложенном устройстве увеличение производительности и повышение надежности работы достигнуто вьшолнением транспортера в виде рейки с призматическими вырезами, соединенной с приводным двигателем посредством кривошипов. Транспортер снабжен прижимной планкой, соединенной с кривошипом при помощи кулис. Механизм сборки экрана выполнен в виде центрального канала, сообщающегося с предназначенными для подачи контактных лепестков боковыми каналами, на участке соединення которых с центральным каналом размещены плоские пружины. Кроме того, механизм сборки снабжен узлом формовки изоляционной прокладки, выполненным в виде разъемного цилиндра с пазам для толкателя, а узел установки каркаса в экран содержит центрирующие толкатели, обжимной щтамн и направляющие для сердечников. Укладочное приспособление выполнено в виде каретки, соединенной с приводным грузовым механизмом, снабженным демпфером.
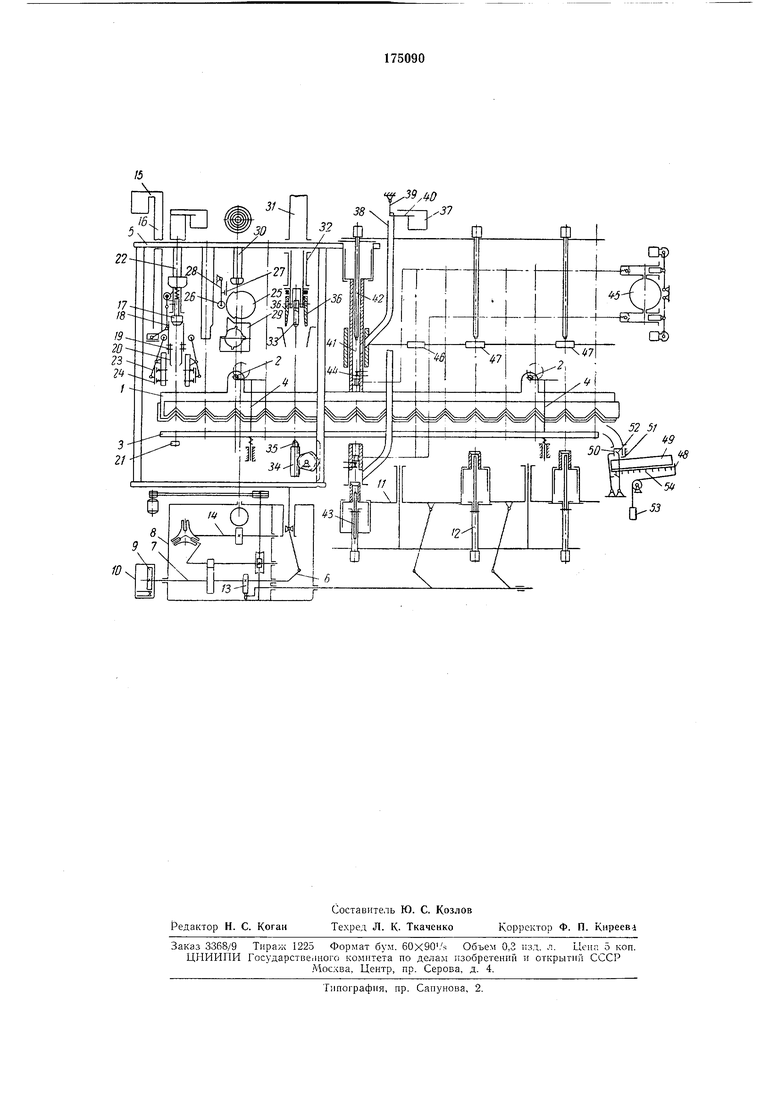
На чертеже изображена кинематическая схема устройства.
Для перемещения деталей от операции к операции применен транспортер, выполненный в виде снабженной иризматическими вырезами рейки /, совершающей плоскопараллельное движение посредством двух кривошипов 2, соединенных с приводным двигателем. Прижимная планка 3 обеспечивает прижим контура к планке при перемещении и соединена с кривошипом 2 посредством кулис 4. Рабочие органы, произБОДяп 1,ие сборку экрана, вставку изоляционной прокладки, соедииение экрана с каркасом, ввертывание верхнего сердечника, закреплены на верхней траверсе 5 и получают движение от кривошипа 6, соединенного с главным валом 7 коробки
передач 8. На этом же валу укреплены кулачки 9 командоаппарата 10 управления электронной аппаратурой настройки. Нижняя траверса И, осуществляющая подачу контуров и отверток 12 к контактным гнездам, получает
от кулачка 13, сидящего на валу 7. Привод транспортера и механизма подачи изоляционных прокладок соединен с распределительным валом 14 коробки передач. Экраны из вибробункера 15 поступают в
попадают под толкатель 17 механизма сборки экранов, двигающийся в центральном ка; нале 18. В этот канал открываются устья боковых каналов 19 лепестков, которые оканчиваются двумя плоскими прул инами 20, удерживающими лепестки от выпадания. Экран проталкивается толкателел /7 вниз, лепестки выдергиваются из удерживающих пружин 20 выступами экрана, входящими в отверстпя лепестков. При дальнейшем движении толкателя экран доводится до упора 21, а кулачок 22 толкателя, воздействуя через рычаг 23 на пуансон 24, производит развальцовку выступов экрана (па схеме механизм развальцовки условно повернут па 90°).
На следующей позиции происходит маркировка экрана. Далее экран попадает на позицию вставки изоляциоипой прокладки. Изоляционная бумага разматывается двумя роликами - ведущим 25 и прижимным 26. Ведущий ролик выполнеп в виде цилипдра с выступом по образующей. При сходе с выступа ведущего ролика прижимной ролик расцепляется с ведущим, а бумага фиксируется колодкой 27, укреплеиной на рычаге 28 прижимного ролика. Бумага проталкивается роликами в узел 29 формовки изоляциоиной прокладки, состоящий из двух частей, образующий в разверпутом виде улитку, а в сдвинутом - цилиидр с пазами для прохода толкателя 30. Указапные части узла, сдвигаясь, режут бумагу и формуют цилиндр, который вталкивается в цилиндр и расправляется толкателем. На следующей рабочей позиции в экран вставляется каркас. По вибротраиспортеру 5/ каркасы 32 подаются в магазип лииии. Оттуда опн поштучно -попадают на рабочую позицию. Нижняя траверса 5 идет впиз, каркас ловится верхним центрирующим толкателем 33 механизма и проталкивается впиз в удерживающих его пружинных зажимах. Одновременно экран при помощи зажатого в обойме 34 центрирующего толкателя 35 поднимается вверх. Ннжпий конец каркаса онирается при этом на конусную часть толкателя, каркас вставляется в экран н закреиляется в нем зажимом экрана при помощи обжимного штампа 36. Затем в контур ввертываются с одной стороны или с двух ферритовые или латунные сердечники. Сердечники подаются из вибробуцкеров 37 и ориентируются носредством направляющих 38, каждая из которых снабжена качающимся крючком 39 с закрепленпо: на нем площадкой 40. Сердечники, идущие шлицем вперед, надеваются на крючок и ложатся на площадку, что мещает им соскользнуть с крючка. Сердечники по одному поступают во втулки 41, через которые оии отвертками 42 и 43 проталкиваются к контуру. Hpii дальнейшем движении сердечников они воздействуют на контакты 44, которые включают
магниты привода поршней шприпа 45 подачи смазки. При дальнейшем движении сердечники провертываются отвертками через резьбу и равномерно смазываются по образующей, а
затем ввертываются в контур. Контур проверяется на электропрочпость подключением ламелей экрана и монтажа к контактам 46. На позиции 47 контур настраивается с двух стороп (последовательно с каждой стороны),
На промежуточных позициях производится отбраковка негодных контуров в специальную тару для каждого вида брака. На последней нознции на готовую продукцию ставится клеймо и контуры выталкиваются в укладчик.
Укладчик состоит из каретки 48. Над кареткой, на которую устанавливается загружаемая кассета 49, расположен механизм набора и сброса контуров, выполненный в виде лотка 50, совершающего качательное движение
относительно неподвижного дна 51. По достижении полного количества контуров в ряду первый коптур нажимает на выступ храпового спуска 52 каретки и каретка под действием груза 55 перемещается на одни шаг. При
своем движении штыри 54 кареткн зацепляют и поворачивают механизм сброса контуров и контуры сбрасываются с неподвижного дна в кассету. Для плавного перемещения каретка снабжена воздушным демпфером.
Предмет и з о б р е т е п и я
Устройство для автоматической сборки и настройки колебательных контуров, содержащее бункеры для загрузки деталей контуров, транспортер, блок сборки контура, снабженный механизмом сборки экрана и узлом установки каркаса в экран, блок настройки контуров и укладочное приспособление, отличающееся тем, что, с целью увеличения производительности устройства и повышеиия надежности его работы, транспортер выполнен в виде рейки с призматическими вырезами, соединенной с приводным двигателем иосредством кривошипов, и снабжен нрижимиой планкой, соединенной с кривошипами при помощи кулис, механизм сборки экрана выполнен в виде центрального канала, сообщающегося с предназначенными для подачи контактных лепестков боковыми каналами, на участке соединения которых с центральным каналом размещены плоские пружииы, механизм сборки снабжен узлом формовки изоляционной прокладки, выполненным в виде разъемного цилиндра с пазами для толкателя, узел установки каркаса в экран содержит центрирующие толкатели, обжимной штамп и направляющие для сердечников, а укладочное приспособление выполнено в виде каретки, соединенной с
нриводным грузовым механизмом, снабженным демнфером. T-H hH

| название | год | авторы | номер документа |
|---|---|---|---|
| УКЛАДОЧНЫЙ АГРЕГАТ | 1968 |
|
SU210738A1 |
| КНИГОВСТАВОЧНАЯ МАШИНА | 1966 |
|
SU183184A1 |
| Устройство для сборки коллекторного пакета | 1981 |
|
SU1003220A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ИЗДЕЛИЙ В ПАКЕТЫ | 1972 |
|
SU420503A1 |
| МАШИНА ДЛЯ БЕСШВЕЙНОГО СКРЕПЛЕНИЯ КНИЖНЫХ БЛОКОВ | 1993 |
|
RU2023595C1 |
| УСТРОЙСТВО для ОБКАТКИ ПАЗОВОЙ ЧАСТИ КАТУШЕЧНЫХ ОБМОТОК ЭЛЕКТРИЧЕСКИХ Л1АШИН | 1971 |
|
SU293282A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ НА СНАБЖЕННЫЙ СТЕБЛЕМ КАРКАС КОНТУРА ЛЕПЕСТКОВИ ШАЙБ | 1964 |
|
SU166775A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПЕРЕХОДОВ ПОЛУПРОВОДНИКОВЫХ СПЛАВНЫХ ТРИОДОВ | 1966 |
|
SU182241A1 |
| Станок для прошивки матов | 1990 |
|
SU1758115A1 |
| ЗАВЕРТЫВАНИЯ в БУМАГУ ШТУЧНЫХПРЕДМЕТОВ | 1968 |
|
SU221555A1 |