Изобретение может быть использовано в приборостроении, а также смежных отраслях промышленности при сборке узлов приборов и иехатлтлзыоъ, включающих крепежные детали нескольких типоразмеров.
Известны винтозавертывающие машины с автоматической подачей крепежный деталей, на основной несущей конструкции которых закреплен вибропривод с загрузочной емкостью, связанной посредством механизма поштучной выдачи деталей и лотка с механизмом, содержащим сменный инструмент и муфту предельного крутящего момента.
Однако большая трудность переналадки при переходе на завертывание с одного типоразмера крепежа на другой, вызывающая значительные по времени перерывы в работе в условиях мелкосерийного и мпогономенклатурного производства, снижает эффективность использования этих машин.
Предлагаемая машина отличается от известных тем, что с целью обеспечения завертывания крепежных деталей различных типоразмеров она снабжена укрепленным на несущей конструкции полым распределительным валом, по внутренней полости которого подаются детали типа гаек и шайб, а на наружной поверхности расположены: в верхней части - элементы привода вала и управления муфтой и механизмом поштучной выдачи дателей типа винтов, в средней - подвижные вдоль оси .вала телескопические каретки, несущие сменный инструмент с направляющими наконечниками, а в нижней - секторный механизм поштучной выдачи деталей из полости вала. Кроме того, сменный инструмент с направляющим наконечником может быть закреплен на каретках посредством шарнира, на каретках могут быть смонтированы элементы, блокирующие их перемещение при отказах в работе машины, а также на несущей конструкции может быть смонтирован механизм сбрасывания бракованных деталей.
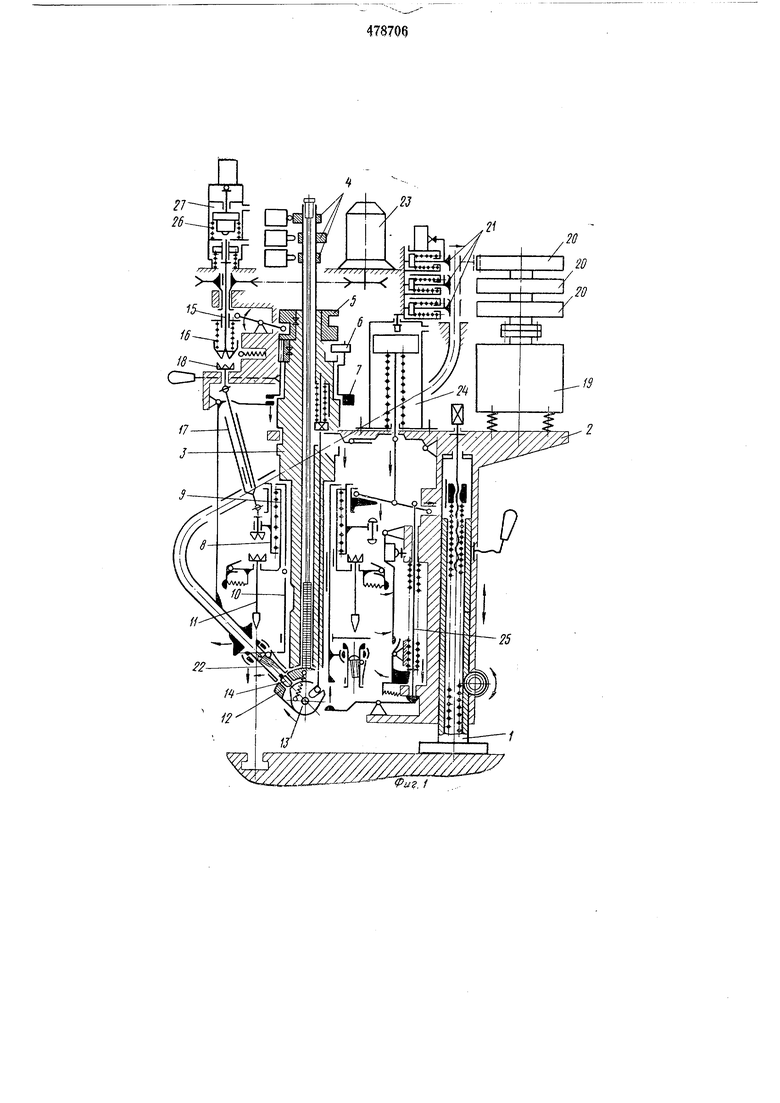
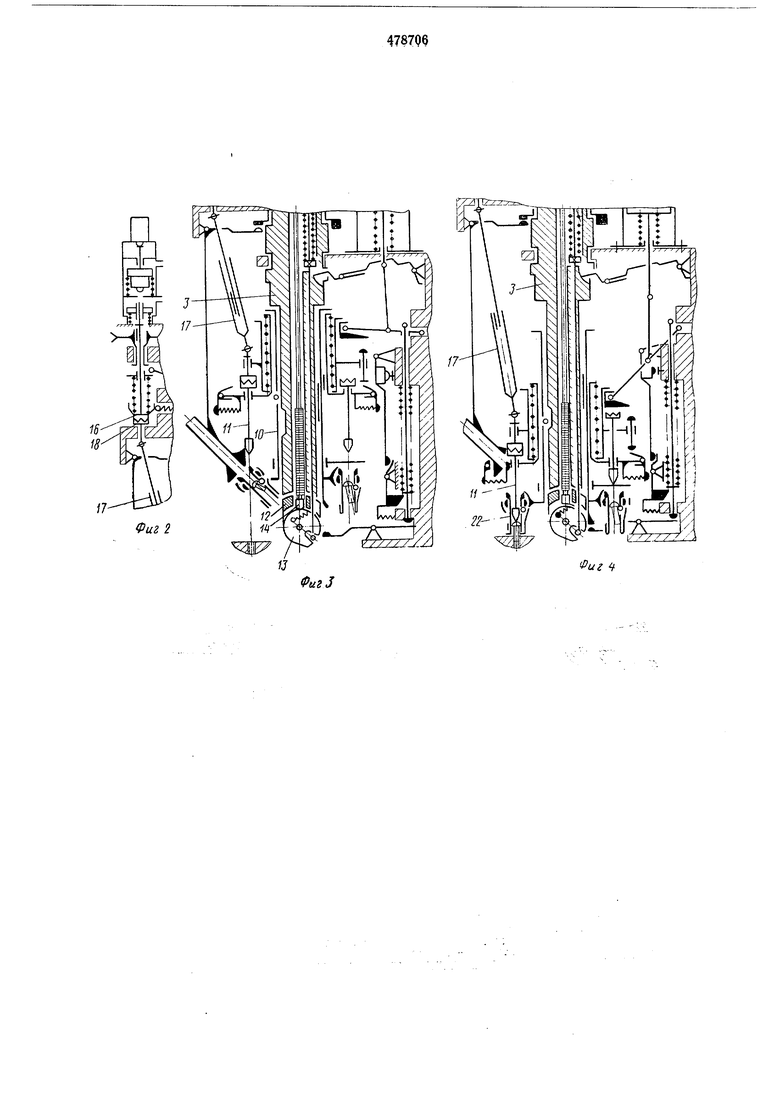
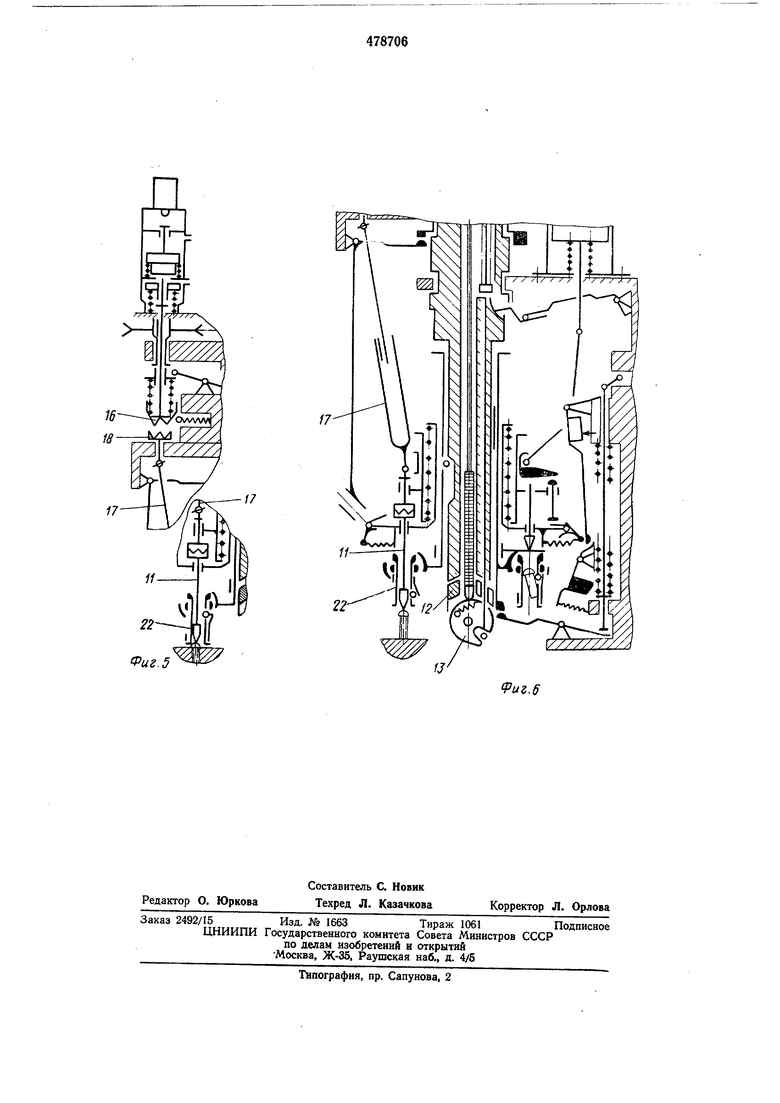
Па фиг. 1 представлена принципиальная кинематическая схема предлагаемой машины, исходное положение; на фиг. 2 и 3 - то же, в начале цикла (фрагменты); на фиг. 4 - то же, в процессе наживления винта (фрагмент) ; на фиг. 5 - то же, в момент затяжки винта (фрагмент); на фиг. 6 - то же, при отказе в работе (фрагмент).
Винтозавертываюшая машина содержит стойку 1, несущую конструкцию 2, смонтированную на этой стойке, полый поворотный распределительный вал 3, при котором размещены радиальные 4 и торцовый 5 кулачки для управления муфтой предельного момента кручепия (затял ки) завертывающего механизма и механизмом поштучной выдачи винтов из вибробункера, храповой механизм 6 с торцо3
вым кулачком 7 и рукояткой для поворота распределительного вала, телескопические каретки 8, 9 и 10 для удерлсания и перемещения элементов шпинделя и сменного инструмента 11 (например, отвертки), секторный механизм поштучной выдачи деталей (шайб, гаек) с шибером 12, кулачком 13 и штырем-ловителем 14, завертывающий механизм с приводным валом 15 ведущей полумуфты 16 муфты предельного момента, с ведомым телекопическим валом 17 и ведомой полумуфтой 18. Машина содерл ит также механизм поштучной выдачи винтов с виброприводом 19, загрузочными емкостями 20 (чашами или кассетами) для винтов, отсекателями 21 и трубчатым соединительным лотком, связывающим механизм -поштучной выдачи винтов со сменным инструментом 11 и направляющим наконечником 22, находящимся в рабочей зоне, привод 23 вращения шпинделя с двигателем и клиноременной передачей, пневматический привод 24 вертикального перемещения элементов шпинделя и распределительного вала, механизм 25 удаления ненаживленных (бракованных) винтов, веханизм 26 включения муфты предельного момента и механизм 27 отключения пневмосистемы.
Кроме этих механизмов и элементов, предлагаемая мащина содержит вспомогательные элементы управления и блокировки: механические, пневматические и электрические.
Содержание работы машины зависит от ее наладки.
Предусмотрены следующие разновидности наладок машины: наладка на завертывание винтов (или винтов с пружинными шайбами); наладка на завертывание винтов с плоскими (или плоскими и пружинными) шайбами; наладка на завертывание гаек.
Кроме того, машина может быть настроена на завертывание крепежных деталей разных типоразмеров.
При настройке машины на завертывание винтов разных типоразмеров на вибропривод 19 зсТанавливаются одновременно несколько загрузочных емкостей 20 (например, три кассеты), каждая из которых заряжена винтами соответствующего типоразмера или винтами, уже скомплектованными с шайбами. При завертывании винтов без шайб на вибропривод 19 вместо кассет могут быть установлены загрузочные емкости (чащи).
Работа машины происходит в следующей последовательности.
Вначале включаются двигатель привода 23 вращения шпинделя и вибропривод 19. Двигатель посредством клиноременной передачи обеспечивает постоянное вращение ведущей полумуфты 16 кулачковой муфты предельного момента.
Вибропривод 19 осуществляет постоянный напор винтов, находящихся в лотках кассет (или чащ).
При подаче команды (например, посредством педали) на очередной цикл завертывания
, под действием сжатого воздуха пневмосистемы осуществляется сцепление ведущей 16 и ведомой IS полумуфт (см. фиг. 2) и полумуфт телескопического вала 17 и сменного инсгру5 мента 11 (отвертки), а также перемещение вниз вдоль распределительного вала 3 кареток 8, 9 и 10 (см. фиг. 3). Винты подаются щиберньш отсекателем 21 в трубчатый соединительный лоток и поступают в зону сборки.
10 lipn поступательном перемещении кареток 8, 9 и 10 вниз направляющий наконечник 22, шарнирно смонтированный на каретке 10 и удерживающий винт в упругих захватываю-щих элементах, принимает вертикальное полоJ5 жене. После того ка ккаретка 10 достигает нижнего полол ения, движение продолжают каретки 8 и 9, благодаря чему инструмент 11 (отвертка) вводится в направляющий наконечник 22, проталкивает винт сквозь упругие
Q захватывающие элементы и завертывает его (см. фиг. 4).
При затяжке винта до заданного крутящего момента верхняя полумуфта 16 выходит из зацепления с полумуфтой 18 и фиксируется
5 в расцепленном состоянии фиксатором. Одновременно верхний торец вала полу муфты 16 воздействует на переключатель, размыкая цепь подачи сжатого воздуха. Под действием пневмопривода каретки 8, 9
0 и 10 поднимаются вверх. Происходит расцепление муфт телескопического вала 17 и сменного инструмента 11. Далее от пневмосистемы поступает сигнал на отсекание очередного винта, и цикл повторяется.
5 В случае ненаживления винта (см. фиг, 6) и провертывания инструмента шток пневмонривода подает сигнал на блокирующее устройство, происходит мгновенный подъем каретки 10, что позволяет с помощью инструмента извлечь винт из упругих элементов направляющего наконечника. При отсутствии винта, а также при заклинивании системы в начале цикла блокирующее устройство также срабатывает и разрывает цепь подачи сжатого воздуха. Для исключения поломок инструмента при заклинивании в начале цикла и полного вывода инструмента из направляющего наконечника до перехода последного в наклонное положение в конце цикла в каретке 10 и на распределительном валу 3 предусмотрены простые блокирующие элементы (щарик-лунка), исключающие нарушение последовательности перемещения кареток. В частности, относительное перемещение кареток
5 9 и 10 возможно только тогда, когда шарик находится в лунке (см. фиг. 4 и 6).
Для перехода на завертывание винтов другого типоразмера осуществляется поворот распределительного вала 3. При этом включается соответствующий отсекатель 21. Одновременно с помощью торцового кулачка 5 осуществляется настройка на определенный момент затяжки винта.
При переключении машины под действием торцового кулачка 7 и рычага отводится ко
нец трубчатого соединительного лотка. При этом направляющий наконечник 22, находящийся в рабочей зоне, принимает вертикальное положение.
Для завертывания винтов с плоскими щайбами последние предварительно с помощью специального устройства набираются на специальные стержпи-щпаги. Шпага с набранным пакетом шайб вставляется во внутреннюю полость распределительного вала 3 до упора в поверхность секторного шибера 12. Пневмопривод связан с кулачком 13 и вращает его против часовой стрелки, увлекая в том же направлении щибер 12.
После перемещения щибер а 12 влево кулачок 13 выталкивает щтырь-ловитель 14 с надетой на него щайбой в сторону направляющего наконечника. Шайба, захваченная упругими элементами направляющего наконечника, остается в нем.
После перемещения направляющего наконечника в рабочую зону винт, наживляемый отверткой в резьбовое отверстие, удерживает щайбу на своем стержне.
Аналогично подаче плоской щайбы осуществляется загрузка щестигранных и круглых гаек в направляющий наконечник.
Наживление и завертывание щестигранных гаек осуществляется самим направляющим наконечником, вращение которому передается от щпинделя специальным стержнем, устанавливаемым, как и отвертка, на каретке 9.
Для исключения выталкивания крепежных деталей (винтов) из полости направляющих наконечников 22, находящихся вне рабочей зоны, предусмотрен экран.
Предмет изобретения
1.Винтозавертывающая машина с автоматической подачей крепежных деталей, на осЬ новной несущей конструкции которой закреплены вибропривод с загрузочной емкостью, связанной посредством механизма пощтучной выдачи деталей и лотка с механизмом, содержащим сменный инструмент и муфту предельного крутящего момента, отличающаяся тем, что, с целью обеспечения завертывания крепежных деталей различных типоразмеров, она снабжена укрепленным на несущей конструкции полым распределительным вай лом, по внутренней полости которого подаются детали типа гаек и щайб, а на наружной поверхности расположены: в верхней части- элементы привода вала и управления муфтой и механизмом пощтучной выдачи деталей ти па винтов, в средней - подвижные вдоль оси вала телескопические каретки, несущие сменный инструмент с направляющими наконечниками, а в нижней - секторный механизм пощтучной выдачи деталей из полости вала.
5
2.Мащина по п. 1, отличающаяся тем, что сменный инструмент с направляющим наконечником закреплен на каретках посредством щарнира.
0 3. Мащина по п. 1, отличающаяся тем, что на каретках смонтированы элементы, блокирующие их неремещение при отказах в работе мащины. 4. Мащина по п. 1, отличающаяся тем,
5 что на несущей конструкции смонтирован механизм сбрасывания бракованных деталей.
27
W//M
1
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтозавинчивающее устройство | 1984 |
|
SU1177114A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Устройство для завинчивания крепежных деталей | 1981 |
|
SU1134357A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| РУЧНАЯ МЕХАНИЧЕСКАЯ ОТВЕРТКА | 1969 |
|
SU238435A1 |
| Устройство для сборки винтов с шайбами | 1984 |
|
SU1256945A1 |
| Устройство для осевой подачи инструмента | 1982 |
|
SU1024179A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для завинчивания шурупов | 1986 |
|
SU1404233A1 |
| Устройство для полуавтоматической сборки контактных групп телефонных полуфабрикатов: реле, ключей, гнезд, искателей и т.п. | 1957 |
|
SU121711A1 |